一种陶瓷结合剂cBN内圆砂轮坯体的打孔装置的制作方法
一种陶瓷结合剂cbn内圆砂轮坯体的打孔装置
技术领域
1.本发明属于陶瓷cbn砂轮制备技术领域,具体涉及一种陶瓷结合剂cbn内圆砂轮坯体的打孔装置。
背景技术:
2.砂轮是磨削加工中最主要的一类磨具。超硬砂轮是在超硬磨料(金刚石、cbn)中加入结合剂,经压坯、干燥和烧结而制成的多孔体。按照结合剂的不同分类,常见的有陶瓷(结合剂)砂轮、树脂(结合剂)砂轮、金属(结合剂)砂轮。其中陶瓷结合剂cbn内圆砂轮使用时高速旋转,通常可对金属或非金属工件的内圆等进行粗磨、半精磨等。随着内圆砂轮在实际加工中需求的不断提升,部分场景的应用已经涉及到对砂轮开孔的要求,如汽车转向器中丝杠螺母的内圆沟槽磨削,砂轮上开孔更易出水冷却及排屑;如汽车阀内圆磨削,砂轮也要求开孔方便冷却及排屑等。
3.现有技术中,公开了一种砂轮加工用打孔装置,包括第一固定支架与固定平台,所述固定平台底部与第一固定支架顶部固定连接,固定平台顶部设置有快递固定取放装置,所述快速固定取放装置包括握杆与卡台,所述握杆一端与卡台一侧外壁固定连接,所述固定平台顶部固定连接有固定板,所述固定板有两个,且卡台之间设置有砂轮。现有技术中,公开了一种砂轮加工用打孔装置,包括主机台,所述主机台的顶部与底部之间开设有漏斗状的钻开孔,所述主机台的一侧中间位置通过螺栓连接有竖直设置的固定侧柱,所述固定侧柱的一侧开设有竖直设置的安装凹槽,所述固定侧柱的两端内壁之间位于安装凹槽的内部卡接有水平设置的安装板。主机台的一侧安装有固定侧柱,且固定侧柱的一侧开设有安装凹槽,安装凹槽内设置有螺纹杆,可以带动安装板进行升降,且钻孔的主要部位设置在安装板上,区别气动推杆或者液压杆升降的方式,减小钻孔位置的自重。
4.现在大多数的砂轮开孔装置,工作原理基本上是通过液压或者气压的方式带动钻孔机构整体运动对砂轮进行开孔,其工作对象针对的也主要是砂轮烧结后样品,并不适用于cbn内圆砂轮坯体打孔。一方面由于砂轮性质的不同,现有钻头用于cbn内圆砂轮烧结后开孔时会造成严重磨损,无法达到开孔的效果,另一方面固定装置装载cbn内圆砂轮坯体时会对砂轮造成严重损伤,所以需要开发一种新的cbn内圆砂轮坯体打孔装置。
技术实现要素:
5.针对现有技术存在不足,本实用新型的目的在于提供一种陶瓷结合剂cbn内圆砂轮坯体的打孔装置,一方面保障砂轮坯体开孔时坯体不发生损伤,另一方面对砂轮坯体进行定位,保证开孔精度。
6.为了解决上述技术问题,本实用新型采用的技术方案是:一种陶瓷结合剂cbn内圆砂轮坯体的打孔装置,包括打孔固定平台、砂轮坯体固定装置、砂轮坯体固定装置安放槽、吹气喷嘴支架、吹气喷嘴、升降平台、水平导轨、电动打孔器和限位挡板;所述限位挡板位于砂轮坯体固定装置安放槽与升降平台之间;所述吹气喷嘴位于吹气喷嘴支架上;所述水平
导轨位于升降平台上,所述电动打孔器位于水平导轨上,作为常识,电动打孔器的输出端设有钻头;所述砂轮坯体固定装置置于砂轮坯体固定装置安放槽内。
7.上述技术方案中,水平导轨上设有卡槽结构,电动打孔器位于卡槽结构上,卡槽结构能够使电动打孔器在水平导轨上移动保持平稳,保证砂轮坯体开孔的精度;砂轮坯体固定装置包括砂轮坯体放置槽和固定件,砂轮坯体固定装置的砂轮坯体放置槽外壁上设有开孔,优选的,开孔为复数个,砂轮坯体固定装置外壁上开孔的大小、数量和分布与砂轮坯体的选择一致,砂轮坯体放置槽的内径与砂轮坯体的外径一致,砂轮坯体固定装置可以根据砂轮坯体实际使用情况选择,满足不同砂轮坯体打孔的需求。
8.上述技术方案中,砂轮坯体固定装置置于砂轮坯体固定装置安放槽内,砂轮坯体固定装置底部的固定件设有定位销开槽,紧固螺栓穿进定位销开槽,在对砂轮坯体进行打孔作业时,能够确保砂轮坯体固定装置的稳定,保证打孔的精度,砂轮坯体固定装置底部的固定件外径与砂轮坯体固定装置安放槽内径相匹配;砂轮坯体固定装置上设有角度标尺,方便砂轮坯体在打孔结束后,进行下一打孔位置的调整,使得打孔的位置分布更加均匀;吹气喷嘴通过万向球形旋转头与吹气喷嘴支架连接,吹气喷嘴对准砂轮坯体固定装置的砂轮坯体放置槽外壁上的开孔,吹气喷嘴可以调整角度,方便在砂轮坯体打孔作业过程中,砂轮废料的及时清理。
9.上述技术方案中,电动打孔器的末端设有水平推动杆,方便电动打孔器在水平导轨上移动,输出端的钻头对砂轮坯体进行打孔作业;限位挡板的位置可以实时调整,使得钻头穿进砂轮坯体即可,限制打孔的深度,避免过渡深入损伤砂轮坯体结构;水平导轨的高度可以通过升降平台调节以调节电动打孔器输出端钻头的高度,使电动打孔器钻头的高度与砂轮坯体固定装置水平方向上的开孔位置保持一致。
10.与现有技术相比,本实用新型具有以下好处:
11.1. 本陶瓷结合剂cbn内圆砂轮坯体的打孔装置,能够满足不同砂轮坯体的开孔需求,保障砂轮坯体开孔时不发生损伤,对砂轮坯体精准定位,保证打孔的精度。
12.2. 本陶瓷结合剂cbn内圆砂轮坯体的打孔装置,结构简单,方便装料和卸料,使用方便,大大提高加工效率,具有广阔的应用前景。
附图说明
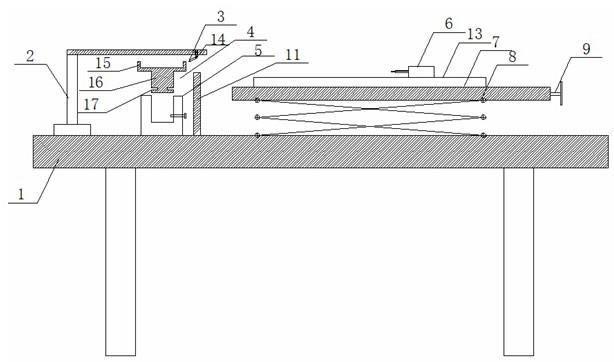
13.图1为本实用新型一种陶瓷结合剂cbn内圆砂轮坯体打孔装置的主视图;
14.图2为本实用新型一种陶瓷结合剂cbn内圆砂轮坯体打孔装置的俯视图;
15.图3为本实用新型一种陶瓷结合剂cbn内圆砂轮坯体打孔装置的水平导轨结构示意图;
16.图中:打孔固定平台1、吹气喷嘴支架2、吹气喷嘴3、砂轮坯体固定装置4、砂轮坯体固定装置安放槽5、电动打孔器6、水平导轨7、升降平台8、升降平台高度调整旋钮9、电动打孔器水平推动杆10、限位挡板11、电动打孔器钻头12、卡槽结构13、万向球形旋转头14、砂轮坯体放置槽15、固定件16、定位销开槽17。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整的描述,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下获得的所有其他实施案例,都属于本实用新型保护的范围。
18.此外,应当理解,为了便于描述,附图中所示的各个部件的尺寸并不按照实际的比例关系所绘制,例如某些层的厚度、高度及宽度可以相对于其他层有所夸大,所有的部件都为常规市售产品,具体连接方法为现有技术,为了简洁,图2中吹气喷嘴及部分支架没有画出,不影响技术人员的理解。
19.实施例一
20.参见附图1-3,一种陶瓷结合剂cbn内圆砂轮坯体的打孔装置,由打孔固定平台1、砂轮坯体固定装置4、砂轮坯体固定装置安放槽5、吹气喷嘴支架2、吹气喷嘴3、升降平台8、水平导轨7、电动打孔器6和限位挡板11组成;限位挡板位于砂轮坯体固定装置安放槽5与升降平台8之间;升降平台设有升降平台高度调整旋钮9;所述吹气喷嘴3位于吹气喷嘴支架2上,通过万向球形旋转头14连接;砂轮坯体固定装置由砂轮坯体放置槽15和固定件16组成;砂轮坯体固定装置底部的固定件16设有定位销开槽17,紧固螺栓穿进定位销开槽,砂轮坯体固定装置底部的固定件16外径与砂轮坯体固定装置安放槽5内径相匹配;水平导轨7位于升降平台8上,水平导轨表面设有卡槽结构13,电动打孔器12位于水平导轨的卡槽上,电动打孔器的输出端设有钻头;电动打孔器的末端设有电动打孔器水平推动杆10。
21.本实施例采用的钻头为不锈钢麻花φ1.0mm的钻头,开孔数量为4,开孔孔径为φ1.0
±
0.05mm,呈90
°
间隔排列;砂轮坯体放置槽根据砂轮坯体实际打孔需求设置四个孔。
22.具体使用时,调节打孔固定平台上的升降平台高度调整旋钮,将升降平台高度调高,升降平台上的水平导轨和电动打孔器随着升降平台升高,待电动打孔器输出端的钻头高度与砂轮坯体固定装置外壁上的开孔高度齐平时,升降平台停止,将需要打孔的砂轮坯体放入到砂轮坯体固定装置的砂轮坯体放置槽中,砂轮坯体固定装置底部的固定件设有定位销开槽,将紧固螺栓穿进定位销开槽,确保砂轮坯体固定装置的稳定,推动电动打孔器末端的水平推动杆,使电动打孔器在水平导轨上沿着卡槽平稳前进,吹气喷嘴对准砂轮坯体固定装置的砂轮坯体放置槽外壁的开孔,在电动打孔器输出端的钻头在进行开孔作业时,吹气使得开孔的砂轮废料及时排除,当电动打孔器接触至限位挡板时停止推动,即可完成一处打孔作业。完成一处打孔作业后,将紧固螺栓拧下,对准砂轮坯体固定装置上的角度标尺将砂轮坯体固定装置至一定角度,使下一处砂轮坯体固定装置外壁开孔对准水平导轨,将上述打孔步骤重复操作,即可完成第二处打孔作业。重复操作,直至砂轮坯体上的4个开孔全部完成。
23.开孔完成后,将开孔的砂轮坯体从砂轮坯体固定装置上取下,对砂轮坯体进行外观检查,经检查,没有破损且开孔均匀,对砂轮坯体进行精度检测,经检测,尺寸误差在要求范围内,产品合格。
24.实施例二
25.采用实施例一的内圆砂轮坯体打孔装置,本实施例采用的钻头为不锈钢麻花φ1.0mm的钻头,开孔数量为6,开孔孔径为φ1.0
±
0.05mm,呈60
°
间隔排列;砂轮坯体放置槽根据砂轮坯体实际打孔需求设置六个孔;重复实施例一的具体操作,将6个开孔全部完成。
26.开孔完成后,将开孔的砂轮坯体从砂轮坯体固定装置上取下,对砂轮坯体进行外
观检查,经检查,没有明显破损且开孔均匀,对砂轮坯体进行精度检测,经检测,尺寸误差在要求范围内,产品均合格。
27.对比例一
28.省略实施例一吹气喷嘴支架和吹气喷嘴,其余保持不变,即关闭吹气;本实施例采用的钻头为不锈钢麻花φ1.0mm的钻头,开孔数量为4,开孔孔径为φ1.0
±
0.05mm,呈90
°
间隔排列,重复实施例一的具体操作。
29.开孔完成后,将开孔的砂轮坯体从砂轮坯体固定装置上取下,对砂轮坯体进行外观检查,经检查,误差超出要求范围,且开孔不均匀。
30.对比例二
[0031] 在实施例一装置的基础上,本对比例的砂轮坯体固定装置底部不设有定位销开槽和固定螺栓,其余不变,即不采用固定方式;采用的钻头为不锈钢麻花φ1.0mm型号的钻头,开孔数量为4,开孔孔径为φ1.0
±
0.05mm,呈90
°
间隔排列,重复实施例一的具体操作。
[0032]
开孔完成后,将开孔的砂轮坯体从砂轮坯体固定装置上取下,对砂轮坯体进行外观检查,经检查,砂轮坯体出现裂纹,且开孔不均匀,不进行后续检查。
[0033]
对照例
[0034]
采用现有砂轮打孔装置,钻头为不锈钢麻花φ1.0mm型号的钻头,开孔孔径为φ1.0
±
0.05mm,开孔时,砂轮坯体出现破损,不进行后续开孔操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1