一种包装运输桌的制作方法
1.本发明涉及功能性家具技术领域,尤其涉及一种包装运输桌。
背景技术:
2.桌子是一种用来放置物品或进行工作的常见功能性家具,在纺织行业常将纺织成品堆积在桌子的桌面上进行筛选以及打包等工作,但现在的桌子桌面多为固定式,不具备输送物品的功能。
3.流水线是指在一定的线路上连续输送物料的物料搬运机械。输送流水线可进行水平、倾斜和垂直输送,也可组成空间输送线路,输送线路一般是固定的。输送机输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。在纺织制品的生产到销售的过程中,必然要经过产品包装这一步骤,由于纺织制品形状多变以及纺织材料本身的物理性质,纺织产品的包装一般是通过人工调整配对的方式来完成。现有技术中,在人工包装完成后,需要再人工进行包装产品的收集和向下一产线运输的工作,费时费力,同时现有纺织制品流水线中进行包装工作的区域一般为直线,还存在工作区域占地面积大的技术问题。
4.公开号为cn210455357u的专利文献公开了旋转包装台,包括第一支架、旋转台和驱动旋转台旋转的旋转驱动机构,旋转台安装于第一支架,第一支架的一侧为进料口,进料口设有进料导向结构和防撞伤结构;进料导向结构结构包括导向板和包覆于所述导向板表面的缓冲层,导向板沿所述进料方向从上向下倾斜,并与旋转台对接;防撞伤结构包括挡板和包覆于挡板表面的缓冲层,挡板设置成斜坡状;包装台还设有第二支架,所述第一支架和所述第二支架连接,第二支架设有控制面板和用于检测物料堆积高度的高度传感器。该旋转包装台能够实现物料的自动旋转输送,自动化程度高,操作简单,且体积小,节省空间和设备成本。但该实用新型仍没有解决现有技术中,在人工包装完成后,需要再人工进行包装产品的收集和向下一产线运输的工作,费时费力的技术问题。
技术实现要素:
5.本发明要解决的技术问题是:现有包装桌上的产品在人工包装完成后,需要再人工进行包装产品的收集和向下一产线运输的工作,费时费力的技术问题以及包装工作区域占地面积大的技术问题。
6.为解决上述技术问题,本发明提供一种包装运输桌,包括桌子和设置在桌子上的输送装置,所述桌子包括台面以及支撑架,所述输送装置包括输送带和驱动机构,所述台面与所述支撑架连接,所述输送带与所述驱动机构连接。
7.作为优选,所述驱动机构包括控制台、转弯输送机、上层输送机、下层输送机以及检测装置,所述转弯输送机、上层输送机以及下层输送机均配有输送带,所述控制台安装在所述支撑架上,所述上层输送机与所述转弯输送机连接,所述下层输送机与运输出口连接,所述转弯输送机、上层输送机以及下层输送机均与所述控制台电性连接,所述控制台控制
各输送机的转速,所述检测装置包括传感器,所述传感器检测包装完成的产品的数量及位置并将信息传入所述控制台,所述台面沿所述上层输送机外沿布置。上游输送机将定型完成的纺织制品转运到所述上层输送机上,工人将纺织制品从上层输送机上取下在所述台面上进行配对以及包装工作,包装完成后贴上带有时间及位置信息的rfid条码再将其放到下层传送带上,经所述运输出口运往下游输送机。所述控制台可以通过控制输送机输入功率调整所述上层输送机的运转速度,使上层输送机的运转速度能够配合工人包装的工作效率。
8.作为优选,所述台面划分为若干个工位,所述台面首端设有滑槽,此后每隔两个工位设置一个滑槽直到所述台面末端,所述滑槽连接所述台面与所述下层输送机。每个工位均配有座椅、茶杯托、垃圾桶等设施。
9.作为优选,还包括气缸、挡板以及若干翻板机构,所述挡板安装在所述下层输送机远离所述台面的一侧,设在所述台面首端的滑槽常开,所述翻板机构安装在其他所述滑槽内,当所述检测装置检测到其他所述滑槽连接的下层输送机有物品经过或即将经过时,所述控制台控制对应的翻板机构封闭对应的滑槽。本优选方案解决了包装完成的产品无序投放容易堆叠出错的问题,首端的滑槽由于连接的下层传送带上不会有其他滑槽运送的产品经过,因此不需设置翻板机构。
10.作为优选,所述上层输送机、下层输送机、转弯输送机均包括皮带、电机与变频器;所述检测装置包括传感器、可编程控制器,所述传感器将信号传输给可编程控制器,可编程控制器控制所述翻板机构关闭或打开。所述检测装置包括光电传感器以及射频读写器。所述光电传感器安装在所述支撑所述上层输送机的支撑架对应滑槽处,并设置了1s~2s的提前量,目的是考虑到产品在滑槽中通过的时间以及到传送带上后的加速过程,同时提前量的设置可以使得所述翻板机构的翻转速度放缓,保证生产安全。所述射频读写器安装在所述滑槽内,用于计算工作量以及产品溯源。
11.作为优选,所述上层输送机距离地面的高度为500mm
‑
1200mm,所述下层输送机所在高度低于所述上层输送机所在高度。所述支撑架包括高度调节机构以及锁紧机构,用于调整包装桌的高度,以便适应不同生产线的需求。
12.作为优选,所述上层输送机距离地面的高度为500mm
‑
1200mm,所述下层传送带所在高度低于所述上层输送机所在高度。
13.作为优选,所述台面上设有急停开关,所述急停开关动作时断开包装运输桌供电。
14.作为优选,还包括爬坡输送机,所述运输出口包括横移输送机,所述横移输送机设有传感器,所述传感器检测到产品通过时,将接收到的产品转移至爬坡输送机。所述运输出口处设有光电传感器,所述光电传感器检测所述运输出口封闭情况并将信息传入所述控制台,当所述运输出口封闭时所述控制台控制所述下层直线输送机暂时停止,所述运输出口在检测到包装运输桌的下游输送机上有其他货物时封闭。
15.作为优选,还包括主输送线,所述爬坡输送机将产品输送至主输送线。
16.作为优选,所述台面设有刻度;所述包装运输桌还包括样品架,用于放置包装样品。设置刻度可以方便比对产品尺码,对于大小超标的产品将另作处理。
17.作为优选,所述控制台包括触摸屏(人机交互)、主控系统、plc、传感器、变频器、电机以及计数器。
18.本发明的实质性效果是:通过包装桌的环形设计,节省了工作空间,解决了现有包装桌上的产品在人工包装完成后,需要再人工进行包装产品的收集和向下一产线运输的工作,费时费力的技术问题以及包装工作区域占地面积大的技术问题。包装运输桌尤其适合于针织服饰类产品等小件物品的包装,比如袜子包装专用场合使用,有得体、简洁、成本低、效率高、作业场景紧凑等优点,还可以在桌体内改造增加水壶固定位置,包装辅料专用位置,剪刀、胶枪等规范位置,包装环境整洁。
附图说明
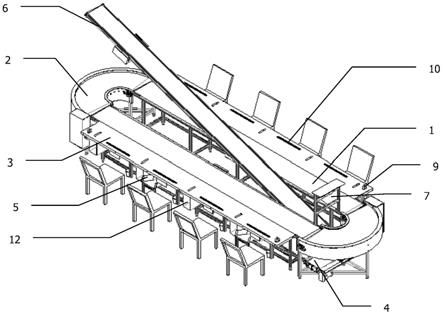
19.图1是实施例一的结构示意图。
20.图2是实施例一支撑架的结构示意图。
21.图3是实施例一的俯视图。
22.图中:1. 上层直线输送机、2. 转弯输送机、3.台面、4. 下层输送机、5. 滑槽、6. 爬坡输送机、7. 样品架、8. 触摸屏、9.急停开关、10.刻度、11.支撑架、12.垃圾桶支架。
具体实施方式
23.下面通过具体实施例,并结合附图,对本发明的具体实施方式作进一步具体说明。
24.如图1所示,实施例一包括控制台、支撑架11、转弯输送机2、上层直线输送机1、下层输送机4、爬坡输送机6、台面3以及检测装置,控制台以及台面3均安装在支撑架11上,上层直线输送机1与转弯输送机2连接,下层输送机4与运输出口连接,转弯输送机2、上层直线输送机1以及下层直线输送机均与控制台电性连接,控制台控制各输送机的转速,检测装置包括传感器,台面3沿上层直线输送机1外沿布置。台面3划分为若干个工位,台面3首端设有滑槽5,此后每隔两个工位设置一个滑槽5直到台面3末端,滑槽5连接台面3与下层输送机4。支撑架11上为每个工位配有垃圾桶支撑架12以及茶杯托板。每个工位均配有座椅、茶杯托、垃圾桶等设施。台面3设有刻度10,实施例一还包括样品架7,用于放置包装样品。控制台包括触摸屏8(人机交互)、主控系统、plc、传感器、变频器、电机以及计数器。台面3上设有急停开关9,急停开关9动作时断开包装运输桌供电。
25.所述上层直线输送机1、下层输送机4、转弯输送机2均包括皮带、电机与变频器;所述检测装置包括光电传感器以及射频读写器、可编程控制器,所述传感器将信号传输给可编程控制器,可编程控制器控制所述翻板机构关闭或打开。所述光电传感器安装在所述支撑所述上层直线输送机1的支撑架11对应滑槽5处,并设置了1s~2s的提前量,目的是考虑到产品在滑槽5中通过的时间以及到传送带上后的加速过程,同时提前量的设置可以使得所述翻板机构的翻转速度放缓,保证生产安全。所述射频读写器安装在所述滑槽5内,用于计算工作量以及产品溯源。
26.实施例二:实施例二包括带四条桌腿的桌面为长方形桌子,将桌子分为两半后在桌面中间加入18根直径为15cm的滚柱,在滚柱上套上绷紧的皮带,所述滚柱由齿轮以及摇柄驱动。分成两半的桌子的首末两端由半圆形的钢制缓冲区连接,在桌面上将小型纺织物筛选包装后,将包装完成的产品放到皮带上然后由工作人员摇动所述摇柄,即可将包装完成的产品运走。
27.实施例三:实施例三提供一种利用包装运输桌完成包装的定包配比控制系统,包
括台定型机、桌包装圆桌、主输送线、自动分拣线和主控系统,定型机用于对产品进行定型,包装圆桌上设有带条码的内包装,内包装用于包装定型好的产品,包装圆桌设有滑槽,用于将内包装装好的产品输送到主输送线上,主输送线再将内包装装好的产品输送到自动分拣线,主控系统设有配比程序,配比程序根据订单的包装单元所需要的产品颜色、类型和数量对定型机的前端输入进行生产安排,使从定型机定型好的产品输出时完成产品颜色、类型和数量的配比。主控系统还用于控制自动分拣线进行产品分拣,自动分拣线设有个分拣料框,用于存放分拣好的产品。包装圆桌设有环形皮带线,用于在包装圆桌面上循环输送定型好的产品。
28.包装圆桌设有爬坡输送带和底层输送带,滑槽的出口设有槽门,滑槽的出口与底层输送带连接,底层输送带与爬坡输送带的底端连接,爬坡输送带的高端与主输送线连接。所述主控系统包括可编程控制器、传感器、触摸屏。
29.主输送线与自动分拣线之间连接有检针机,检针机用于剔除存有金属的产品,并将存有金属的产品放到检针ng框内。自动分拣线包括:若干扫码设备和rfid设备,用于对产品进行扫码和rfid读取;个摆臂机0,受配比程序控制,用于将同一订单的产品推落至对应的分拣料框;计数器,用于对落框产品计数;指示灯,用于对装满的分拣料框进行指示;末端ng框,用于存放没有扫码成功的产品,末端ng框的产品转入待检区。
30.自动分拣线在扫码设备后设有分拣摆臂和翻转机,分拣摆臂将第一次扫码失败的产品推到翻转机,翻转机将产品翻转并输送到扫码设备上游进行二次扫码,末端ng框,用于存放二次没有扫码成功的产品。
31.主控系统设有包装配比维护模块和包装配比计划模块,包装配比计划模块用于在线查看指定日期和指定定型机的计划情况,包含计划描述、生产日期、计划数量、完工数量和配比明细;还用于启动、删除已导入的计划;包装配比维护模块用于配比在线查询、支持配比系统直接维护,保存,删除,通过接口获取工单最小包装数及各个配色的单包装数量;支持导入对应工单批次的配比到指定的定型机。
32.本发明的作业流程以袜业制造为例,具体包括以下过程:从定型机上取袜子放在包装圆桌上,成叠放在环形皮带线的输送面上;包装圆桌循环输送袜子;从环形皮带线上取袜子进行包装,并把内包装按照一定的姿态投入到滑槽内;包装圆桌手机滑槽内包装输送到主输送线;主输送线手机包装圆桌产品到检针机进行检针,若存在金属残留,则将产品推入检针ng框,若不存在金属残留,将产品输送到自动分拣线;自动分拣线对产品进行扫码处理,若第一次扫码处理成功,往前输送至分拣口处理,有摆臂机将对应产品推入对应分拣料框,若第一次扫码处理失败,则输送至翻转机,翻转机将产品翻转并输送到扫码设备上游进行二次扫码,若二次扫码失败则直接从自动分拣线末端掉落至末端ng框;当分拣料框装满时指示灯亮起,进行分拣料框交换,再扫纸箱码,将袜子装入对应纸箱;掉落检针ng框和末端ng框的袜子再进行后续ng处理。
33.以上的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1