一种水马的生产工艺的制作方法
1.本发明涉及水马生产技术领域,具体涉及的是一种水马的生产工艺。
背景技术:
2.水马是一种用于分割路面或形成阻挡的塑制壳体障碍物,通常是上小下大的结构,上方有孔以注水增重,故称水马,部分水马还有横向的通孔以便通过杆件连接以形成更长的阻挡链或阻挡墙,一般用于道路交通设施,在高速路、城市道路及天桥街道路口常见。
3.传统的水马的生产通常吹塑的工艺进行生产,这样的水马运输成本较高,在车厢容积一定的情况下,由于水马内部的空心形状,一辆车只能运载较少数量的水马。而且由于水马内部的空腔需要在使用时灌水或灌沙,一旦运输过程中水马外表面造成破损将会导致水马无法存水导致失效。
4.有鉴于此,本申请人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现要素:
5.本发明的主要目的在于提供一种水马的生产工艺,其具有降低运输过程中的损伤对水马的影响,降低水马的运输成本的特点。
6.为了达成上述目的,本发明的解决方案是:
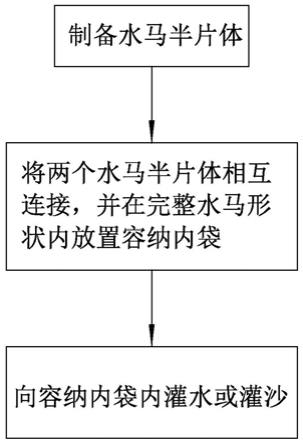
7.一种水马的生产工艺,其中,包括以下步骤:
8.①
制备水马半片体:生产水马半片体,生产后的水马半片体依次嵌套叠放;将嵌套叠放的水马半片体进行运输、储存;
9.②
取出两个水马半片体,将两个水马半片体通过固定件相互固定连接围成完整水马形状,同时在完整水马形状内放置容纳内袋;
10.③
对容纳内袋进行灌水或灌沙。
11.进一步,步骤
①
的水马半片体采用pe材质压塑工艺一体成型。
12.进一步,所述水马半片体采用压塑成型机进行生产,所述压塑成型机包括上模和下模,所述上模和下模合模后形成模腔,对模腔内的pe材料进行加压,以成型水马半片体。
13.进一步,所述水马半片体包括主侧面体和分别与主侧面体的边缘连接的底面体、顶面体、第一次侧面体和第二次侧面体,所述主侧面体、底面体、顶面体、第一次侧面体和第二次侧面体共同围成具有开口的半容纳腔;步骤
①
嵌套叠放时所述主侧面体能够完全位于所述半容纳腔内。
14.进一步,所述水马半片体的底面体、顶面体、第一次侧面体和第二次侧面体上均形成有锁紧孔,两个水马半片体通过穿设在所述锁紧孔内的固定件进行连接;所述固定件包括穿设与锁紧孔内的螺栓和与所述螺栓螺纹连接的螺母。
15.进一步,所述锁紧孔所在的底面体、顶面体、第一次侧面体和第二次侧面体的外表面上形成有与锁紧孔一一对应的凹槽;所述凹槽远离所述主侧面体的一端形成有安装端面,所述锁紧孔形成在所述安装端面上;所述凹槽对应形成有朝向半容纳腔的凸起;所述凸
起能够部分嵌套至所述凹槽内。
16.进一步,步骤
①
还包括在水马半片体上设置反光部件和指示标识。
17.进一步,所述底面体、顶面体、第一次侧面体或第二次侧面体的斜度均形成有斜度;所述底面体、顶面体、第一次侧面体或第二次侧面体的斜度由半容纳腔靠近主侧面体一侧至半容纳腔的开口方向向外侧方向倾斜;所述水马半片体的底面体下表面设置有支撑条。
18.进一步,所述底面体的面积大于顶面体的面积。
19.进一步,所述水马半片体上形成有与半容纳腔连通的注水口和排水口,所述注水口形成有在所述顶面体上,所述排水口形成在所述主侧面体的下部;所述顶面体上形成有两个注水半孔,两个注水半孔对称设置;拼成完整水马时,所述注水半孔与另一水马半片体上的注水半孔围成注水孔;
20.所述第一次侧面体和第二次侧面体上分别形成有侧半孔,两个所述侧半孔的水平高度相同,使用时所述侧半孔与另一水马半片体的侧半孔围成侧孔。
21.采用上述结构后,本发明涉及的一种水马的生产工艺,其至少具有以下有益效果:
22.一、采用生产水马半片体的方式,生产后的水马半片体能够相互嵌套叠放,大大降低了仓储和运输的成本,与传统水马相比,采用水马半片体再进行组装的方式,在相同车厢体积的情况下,能够运输更多数量的水马,使得单个水马的运输费用降低,提高了产品的竞争力。
23.二、所述水马半片体采用pe材质通过压塑工艺一体成型而成,生产出的水马半片体具有更佳的韧性,降低了运输和使用过程中的小磕碰损伤对水马使用造成影响。
24.三、使用时,两个水马半片体相互拼合,在两片水马半片体围成的容纳腔内放置容纳内袋用于填充水或沙。两个水马半片体采用的是相同的结构,可以只需一套模具即可实现生产,降低了生产成本。由于是采用容纳内袋的方式进行容纳水或沙,即使半片体在运输过程中存在微小损伤,在拼合成完整水马后也能够正常使用。
25.与现有技术相比,本发明采用与现有吹塑工艺生产水马不同的制备方案,通过单独生产水马半片体再进行拼合的方式,配合容纳内袋进行使用,降低了运输过程中水马的微小损伤影响水马的正常使用。
附图说明
26.图1为本发明涉及一种水马的生产工艺的工艺流程图。
27.图2为压塑成型机的立体结构示意图。
28.图3为水马半片体的立体结构示意图。
29.图4为两个水马半片体相互连接的立体结构示意图。
30.图5为水马的分解结构示意图。
31.图6为水马的立体结构示意图。
32.图7为水马的侧视结构示意图。
33.图8为水马半片体的正面结构示意图。
34.图9和图10为不同角度多个水马半片体叠放的结构示意图。
35.图中:
36.水马半片体1;主侧面体11;底面体12;顶面体13;第一次侧面体14;第二次侧面体15;半容纳腔16;导向斜面17;
37.锁紧孔2;固定件21;螺栓221;螺母222;
38.凹槽31;安装端面311;反光基座32;标识部33;注水口34;注水半孔341;排水口35;支撑条36;侧孔37;侧半孔371。
39.压塑成型机4;上模41;下模42。
具体实施方式
40.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
41.如图1至图10所示,其为本发明涉及的一种水马的生产工艺,包括以下步骤:
①
制备水马半片体1:生产水马半片体1,生产后的水马半片体1依次嵌套叠放;将嵌套叠放的水马半片体1进行运输、储存;
②
取出两个水马半片体1,将两个水马半片体1通过固定件21相互固定连接围成完整水马形状,同时在完整水马形状内放置容纳内袋(图中未示出);
③
对容纳内袋进行灌水或灌沙。这样,本发明涉及的一种水马的生产工艺,采用生产水马半片体1的方式,生产后的水马半片体1能够相互嵌套叠放,大大降低了仓储和运输的成本,与传统水马相比,采用水马半片体1再进行组装的方式,在相同车厢体积的情况下,能够运输更多数量的水马,使得单个水马的运输费用降低,提高了产品的竞争力。
42.优选地,步骤
①
的水马半片体1采用pe材质压塑工艺一体成型。所述水马半片体1采用pe材质通过压塑工艺一体成型而成,生产出的水马半片体1具有更佳的韧性,降低了运输和使用过程中的小磕碰损伤对水马使用造成影响。
43.使用时,两个水马半片体1相互拼合,在两片水马半片体1围成的容纳腔内放置容纳内袋用于填充水或沙。两个水马半片体1采用的是相同的结构,可以只需一套模具即可实现生产,降低了生产成本。由于是采用容纳内袋的方式进行容纳水或沙,即使半片体在运输过程中存在微小损伤,在拼合成完整水马后也能够正常使用。
44.优选地,所述水马半片体1采用压塑成型机4进行生产,所述压塑成型机4包括上模41和下模42,所述上模41和下模42合模后形成模腔,对模腔内的pe材料进行加压,以成型水马半片体1。
45.优选地,所述水马半片体1包括主侧面体11和分别与主侧面体11的边缘连接的底面体12、顶面体13、第一次侧面体14和第二次侧面体15,所述主侧面体11、底面体12、顶面体13、第一次侧面体14和第二次侧面体15共同围成具有开口的半容纳腔16;步骤
①
嵌套叠放时所述主侧面体11能够完全位于所述半容纳腔16内。所述底面体12、第一次侧面体14、顶面体13和第二次侧面体15依次连接在主侧面体11的边缘,两个水马半片体1拼合成完整水马时,两个水马半片体1的半容纳腔16的开口相对进行拼合,此时两个水马半片体1的顶面体13相接触,两个水马半片体1的底面体12相接触。其中一个水马半片体1的第一次侧面体14与另一水马半片体1的第二次侧面体15相接触。
46.优选地,所述水马半片体1的底面体12、顶面体13、第一次侧面体14和第二次侧面体15上均形成有锁紧孔2,两个水马半片体1通过穿设在所述锁紧孔2内的固定件21进行连接;所述固定件21包括穿设与锁紧孔2内的螺栓221和与所述螺栓221螺纹连接的螺母222。
优选地,所述第一次侧面体14和第二次侧面体15上分别形成有两个锁紧孔2,所述顶面体13和所述底面体12上分别形成有一个锁紧孔2。螺栓221穿过所述锁紧孔2并通过螺母222进行锁紧实现了两个水马半片体1的连接。
47.优选地,所述锁紧孔2所在的底面体12、顶面体13、第一次侧面体14和第二次侧面体15的外表面上形成有与锁紧孔2一一对应的凹槽31;所述凹槽31远离所述主侧面体11的一端形成有安装端面311,所述锁紧孔2形成在所述安装端面311上;所述凹槽31对应形成有朝向半容纳腔16的凸起;所述凸起能够部分嵌套至所述凹槽31内。所述凹槽31的设置使得固定件21安装更加方便,同时由于形成凹槽31和凸起,起到类似加强筋的作用,使得锁紧孔2所在位置的半片体具有更佳的强度。
48.优选地,步骤
①
还包括在水马半片体1上设置反光部件和指示标识。所述水马半片体1上能够设置反光基座32和标识部33。所述反光部件(图中未示出)和指示标识(图中未示出)形成在所述反光基座32和标识部33上。所述反光基座32呈现突出于主侧面体11外表面的三角形,其具有用于连接反光材料和反光贴的两个表面。所述主侧面体11外表面还可以设置指示标识,例如文字、交通图形标识等。所述反光部件和指示标识也可以直接形成在主侧面体11外表面。
49.优选地,所述底面体12、顶面体13、第一次侧面体14或第二次侧面体15的斜度均形成有斜度;所述底面体12、顶面体13、第一次侧面体14或第二次侧面体15的斜度由半容纳腔16靠近主侧面体11一侧至半容纳腔16的开口方向向外侧方向倾斜;所述水马半片体1的底面体12下表面设置有支撑条36。通过设置斜度,使得水马半片体1能够更加方便的进行嵌套叠放。所述支撑条36设置在底面体12下部,使得水马放置更加平稳。优选地,所述底面体12的面积大于顶面体13的面积。这样朝向地面的底面体12能够更加平稳的放置在地面上,水马的重心也更低,平稳性更佳。
50.为了便于半片体收纳在另一个半片体的半容纳腔16内,优选地,所述主侧面体11与所述第一次侧面体14和第二次侧面体15的连接处均形成有导向斜面17。使得收纳时主侧面体11能够在导向斜面17的导引下顺利的进入至所述半容纳腔16内。
51.优选地,所述水马半片体1上形成有与半容纳腔16连通的注水口34和排水口35,所述注水口34形成有在所述顶面体13上,所述排水口35形成在所述主侧面体11的下部;所述顶面体13上形成有两个注水半孔341,两个注水半孔341对称设置;拼成完整水马时,所述注水半孔341与另一水马半片体1上的注水半孔341围成注水孔。使用时需要在围成的水马内放置容纳内袋,通过注水口34对容纳内袋进行注水操作,在撤除水马时,通过排水口35伸入水马内部,打开容纳内袋,使得容纳内袋内的水流出。
52.所述第一次侧面体14和第二次侧面体15上分别形成有侧半孔371,两个所述侧半孔371的水平高度相同,使用时所述侧半孔371与另一水马半片体1的侧半孔371围成侧孔37。通过设置所述侧孔37,方便将多个水马通过绳索或链条(图中未示出)等连接结构进行依次连接。
53.与现有技术相比,本发明采用与现有吹塑工艺生产水马不同的制备方案,通过单独生产水马半片体1再进行拼合的方式,配合容纳内袋进行使用,降低了运输过程中水马的微小损伤影响水马的正常使用。
54.上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通
技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1