一种复合板生产线的板材定长切断装置的制作方法
1.本实用新型涉及复合板生产线的技术领域,特别涉及一种复合板生产线的板材定长切断装置。
背景技术:
2.目前现有的复合板生产线的连线板材定长切断装置存在以下几点:1、现有连线板材定长切断装置的切断精度低,切断长度不准确, 现有连线板材定长切断装置切断板材后,工人需要在线下再次进行切断、裁剪,导致生产工序多,浪费材料,生产产本高、生产效率低。 2、切断后的材料不能直接作为成品,因为切断后,材料边缘变形,需要后工序再加工才能作为成品。因此现有的复合板生产线的板材定长切断装置需要作进一步改进。
技术实现要素:
3.本实用新型的目的在于提供一种能实现在线上不停线切割、切割效率高、切割精度高、切割工序少的复合板生产线的板材定长切断装置。
4.本实用新型的目的是这样实现的:
5.一种复合板生产线的板材定长切断装置,包括定长切断机架、前伸缩支撑架、后伸缩支撑架以及切割刀行走机构,所述前伸缩支撑架、切割刀行走机构以及后伸缩支撑架沿定长切断机架的送料方向水平滑动设置在定长切断机架上,所述切割刀行走机构位于前伸缩支撑架和后伸缩支撑架之间,所述切割刀行走机构包括行走架、前夹辊组、后夹辊组、切割刀组件、切割刀平移伺服电机以及行走架驱动伺服电机,所述前夹辊组和后夹辊组一前一后设置在行走架上,所述切割刀组件的切割刀位于前夹辊组和后夹辊组之间,所述切割刀组件沿垂直于定长切断机架送料方向的方向水平滑动设置在行走架上,所述切割刀平移伺服电机设于行走架上,并驱动切割刀组件滑动,所述行走架沿定长切断机架的送料方向滑动,行走架驱动伺服电机设于定长切断机架上,并驱动行走架水平滑动。本实用新型的前伸缩支撑架和后伸缩支撑架是用于在切割刀行走机构夹住往后输送板材和切割板材时,支撑板材。本实用新型是通过控制行走架与生产线上的板材同速,行走架跟随板材当前的输送速度,前伸缩支撑架和后伸缩支撑架支撑着板材,前夹辊组、后夹辊组一起夹着板材往后输送,然后行走架利用切割刀对板材进行直线切割,本实用新型实现了在线上进行板材切割、切割一步到位、切割精准、不需后续加工、生产工序少,而且本实用新型能实现不停进线切割、无需暂停生产线,实现进料的同时也在切割板材,切割效率高。
6.本实用新型还可以作以下进一步改进。
7.所述切割刀组件包括切割刀、切割刀驱动电机以及切割刀滑动座,所述切割刀设置在切割刀滑动座上,所述切割刀驱动电机设于切割刀滑动座上,并驱动切割刀转动。
8.所述前夹辊组和后夹辊组均包括下压气缸、上夹辊以及下夹辊,所述上夹辊和下夹辊水平转动设置在行走架上,所述上夹辊位于下夹辊的上方,所述下压气缸设于行走架上,并驱动上夹辊上下滑动,以使上夹辊、下夹辊上下夹住板材。
9.所述前伸缩支撑架和后伸缩支撑架是剪式伸缩架。所述前伸缩支撑架和后伸缩支撑架均包括多个滑动支撑架,相邻的两个滑动支撑架通过x型折叠架连接,x型折叠架的两个上端分别转动连接在相邻的两个滑动支撑架上,x型折叠架的两个下端分别滑动设置相邻的两个滑动支撑架上,所述滑动支撑架的顶端设有支撑光轴,所述滑动支撑架沿定长切断机架的送料方向滑动设置定长切断机架上。因此本实用新型的前伸缩支撑架和后伸缩支撑架可随着行走架的滑动而压缩或者伸长,而且本实用新型的前伸缩支撑架和后伸缩支撑架可不会阻碍行走架的滑动。
10.所述行走架驱动伺服电机通过第一丝杆传动机构与行走架丝杆传动连接。当行走架驱动伺服电机正向转动时,行走架驱动伺服电机驱动行走架沿着定长切断机架的送料方向往后移动,当行走架驱动伺服电机反向转动时,行走架驱动伺服电机驱动行走架沿着定长切断机架的送料方向往前移动,回到初始位置。
11.所述切割刀平移伺服电机通过第二丝杆传动机构与切割刀滑动座丝杆传动连接。当切割刀平移伺服电机正向转动时,切割刀平移伺服电机驱动切割刀滑动座沿着垂直于定长切断机架送料方向的方向往后移动,当切割刀平移伺服电机反向转动时,切割刀平移伺服电机驱动行走架沿着垂直于定长切断机架送料方向的方向往前移动,回到初始位置。
12.本实用新型的切割刀的左右滑动和前后滑动,都是通过伺服电机驱动,因此本实用新型的切割精度十分高。
13.所述行走架上对应上夹辊的两端设有升降滑动座,所述上夹辊的两端水平转动设置在升降滑动座上,所述下压气缸驱动升降滑动座上下滑动。
14.所述螺旋自动排屑机设于定长切断机架上,并位于后伸缩支撑架的底部。
15.所述定长切断机架的左右两侧设有滑轨,所述行走架的左右两端滑动设于滑轨上。
16.所述前夹辊组和后夹辊组旁设有第一毛刷,所述第一毛刷用于扫掉板材表面的切割废屑。
17.所述前防尘盖伸缩设置在行走架的前侧,所述前防尘盖的前端与定长切断机架固定连接,所述前防尘盖的后端与行走架连接,所述后防尘盖伸缩设置在行走架的后侧,所述前防尘盖和后防尘盖均位于第一丝杆传动机构的上方,所述后防尘盖的前端与行走架连接,所述后防尘盖的后端与定长切断机架固定连接。
18.所述定长过渡架上设有输送电机和输送皮带,所述输送电机驱动输送皮带转动,输送皮带带动其上的板材往后输送。
19.本实用新型的有益效果如下:
20.(一)本实用新型是通过控制行走架与生产线上的板材同速,行走架跟随板材当前的输送速度,前伸缩支撑架和后伸缩支撑架支撑着板材,前夹辊组、后夹辊组一起夹着板材,然后行走架利用切割刀对板材进行直线切割,本实用新型实现了在线上进行板材切割、切割一步到位、切割精准、不需后续加工、生产工序少,而且本实用新型能实现不停进线切割、无需暂停生产线,实现进料的同时也在切割板材,切割效率高。
21.(二)另外,本实用新型还利用前夹辊组和后夹辊组前后夹住板材的前段和后段,切断后的板材在前夹辊组和后夹辊组的夹紧,跟随行走架一起往后输送,从而避免切断后的板材失去动力而停在生产线上。
22.(三)而且,由于本实用新型的切割刀是在生产线上同步同速度进行直线切割板材,而且本实用新型的切割刀的左右滑动和前后滑动,都是通过伺服电机驱动,因此,本实用新型提高了生产效率,降低的工人的要求和大大缩短了时间,本实用新型所切割出来的板材的尺寸准确、精度高。
附图说明
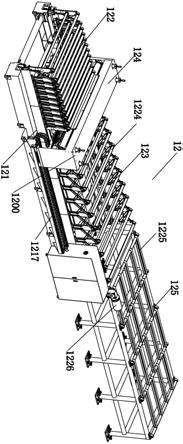
23.图1是本实用新型复合板生产线的板材定长切断装置的结构示意图。
24.图2是本实用新型复合板生产线的板材定长切断装置的俯视图。
25.图3是图2中a
‑
a处的剖视图。
26.图4是本实用新型的切割刀行走机构(省略行走箱盖)的结构示意图。
27.图5是图4的另一角度的结构示意图。
28.图6是本实用新型的切割刀行走机构(省略行走箱盖)的剖视图。
29.图7是图6中b
‑
b处的剖视图。
30.图8是图6中c
‑
c处的放大图。
具体实施方式
31.下面结合附图及实施例对本实用新型作进一步描述。
32.实施例一,如图1至图8所示,一种复合板生产线的板材定长切断装置12,包括控制器(图中未示出)、定长切断机架121、前伸缩支撑架122、后伸缩支撑架123、切割刀行走机构124、螺旋自动排屑机128、前防尘盖126、后防尘盖127以及定长过渡架125,所述前伸缩支撑架、切割刀行走机构以及后伸缩支撑架沿定长切断机架的送料方向水平滑动设置在定长切断机架上,所述切割刀行走机构124位于前伸缩支撑架122和后伸缩支撑架123之间,所述行走架120连接前伸缩支撑架122的末端和后伸缩支撑架123的前端,所述切割刀行走机构124包括行走架120、切割刀组件、行走箱盖1200、前夹辊组1210、后夹辊组1211、切割刀平移伺服电机1250以及行走架驱动伺服电机129,所述切割刀组件沿垂直于定长切断机架送料方向的方向水平滑动设置在行走架120上,所述切割刀平移伺服电机设于行走架上,并驱动切割刀组件滑动,所述前夹辊组1210和后夹辊组1211一前一后设置在行走架120上,所述切割刀组件的切割刀位于前夹辊组1210和后夹辊组1211之间。
33.所述切割刀组件包括切割刀1212、切割刀驱动电机1201、减速机1209以及切割刀滑动座1202,所述切割刀1212竖直转动设置在切割刀滑动座1202上,所述切割刀滑动座1202,所述切割刀组件沿垂直于定长切断机架送料方向的方向水平滑动设置在行走架120上,所述切割刀驱动电机1201和减速机1209设于切割刀滑动座1202上,所述切割刀驱动电机1201通过减速机1209驱动切割刀1212转动,所述切割刀平移伺服电机1250设于行走架120上,并驱动切割刀滑动座1202滑动,所述行走架120沿定长切断机架121的送料方向滑动,行走架驱动伺服电机129设于定长切断机架121上,并驱动行走架120水平滑动。
34.所述前夹辊组1210包括两个第一下压气缸1203、1204、第一上夹辊1213以及第一下夹辊1214,所述第一上夹辊1213和第一下夹辊1214水平转动设置在行走架120上,所述第一上夹辊1213位于第一下夹辊1214的上方,所述两个第一下压气缸1203、1204设于行走架上,并驱动第一上夹辊1213上下滑动。
35.所述后夹辊组1211包括两个第二下压气缸1205、1206、第二上夹辊1215以及第二下夹辊1216,所述第二上夹辊1215和第二下夹辊1216水平转动设置在行走架120上,所述第二上夹辊1215位于第二下夹辊1216的上方,所述两个第二下压气缸1205、1206设于行走架上,并驱动第二上夹辊1215上下滑动。
36.作为本实用新型更具体的技术方案。
37.所述前伸缩支撑架122水平滑动设置在定长切断机架121上,并位于行走架120的前侧,所述后伸缩支撑架123水平滑动设置在定长切断机架121上,并位于行走架120的后侧。
38.所述前伸缩支撑架122和后伸缩支撑架123是剪式伸缩架,所述前伸缩支撑架122和后伸缩支撑架123均包括多个滑动支撑架1219,相邻的两个滑动支撑架1219通过x型折叠架1220连接,所述x型折叠架1220包括第一连接折叠臂1221和第二连接折叠臂1222,第一连接折叠臂1221和第二连接折叠臂1222,第一连接折叠臂1221和第二连接折叠臂1222的上端分别转动连接在相邻的两个滑动支撑架1219上,第一连接折叠臂1221和第二连接折叠臂1222的下端分别滑动设置相邻的两个滑动支撑架1219上,所述滑动支撑架1219上对应第一连接折叠臂1221和第二连接折叠臂1222的下端设有滑槽1223,第一连接折叠臂1221和第二连接折叠臂1222的下端滑动设置在对应的滑槽1223内,所述滑动支撑架1219的顶端设有支撑光轴1224,所述滑动支撑架1219沿定长切断机架121的送料方向滑动设置定长切断机架121上。
39.所述行走架驱动伺服电机129通过第一丝杆传动机构1230与行走架120丝杆传动连接。所述切割刀平移伺服电机1250通过第二丝杆传动机构1240与切割刀滑动座1202丝杆传动连接。所述第一丝杆传动机构和第二丝杆传动机构均为现有技术在此便不再详细描述。
40.所述行走架120的两侧对应第一上夹辊1213的两端设有两个第一升降滑动座1241,所述第一上夹辊1213的两端分别水平转动设置在两个第一升降滑动座1241上,所述第一下压气缸1203、1204驱动第一升降滑动座1241上下滑动。
41.所述行走架120上对应第二上夹辊1215的两端设有第二升降滑动座,所述第二上夹辊1215的两端水平转动设置在第二升降滑动座上,所述第二下压气缸1205、1206驱动第二升降滑动座上下滑动。
42.所述螺旋自动排屑机128设于定长切断机架121上,并位于后伸缩支撑架123的底部。
43.所述定长切断机架121的左右两侧设有滑轨1217,所述行走架120的左右两端滑动设于滑轨1217上。
44.所述前夹辊组1210和后夹辊组1211的前侧设有第一毛刷1218。
45.所述前防尘盖126伸缩设置在行走架120的前侧,所述前防尘盖126的前端与定长切断机架121固定连接,所述前防尘盖126的后端与行走架120连接,所述后防尘盖127伸缩设置在行走架120的后侧,所述前防尘盖126和后防尘盖127均位于第一丝杆传动机构的上方,所述后防尘盖127的前端与行走架120连接,所述后防尘盖127的后端与定长切断机架121固定连接。
46.所述定长过渡架125上设有输送电机1226和输送皮带1225,所述输送电机1226驱
动输送皮带1225转动,输送皮带带动其上的板材往后输送。
47.本实用新型的工作原理是:
48.本实用新型复合板生产线的板材由牵引装置驱动,牵引装置驱动复合板14往后输送至前伸缩支撑架122上,当复合板14在前伸缩支撑架122上滑动,复合板生产线上设置有实时检测料长的板材长度检测器,当板材长度检测器检测到板材的料长达到设定的长度时,板材长度检测器(图中未示出)反馈信号给控制器,控制器启动板材定长切断装置,行走架驱动伺服电机129驱动行走架120往后滑动,并保持行走架120的滑动速度等于板材的输送速度,接着前夹辊组1210的第一下压气缸1203、1204驱动第一上夹辊1213往下移动,后夹辊组1211的第二下压气缸1205、1206驱动第二上夹辊1215往下移动,前夹辊组1210的第一上夹辊1213和第一下夹辊1214上下夹住板材,后夹辊组1211的第二上夹辊1215和第二下夹辊1216上下夹住板材,然后切割刀驱动电机1201驱动切割刀1212旋转,切割刀平移伺服电机1250正向转动而驱动切割刀1212沿垂直于定长切断机架送料方向的方向移动而切断板材,由于行走架120与板材同速,切割刀1212在板材上进行直线切割,板材被切成前、后两段,前、后两段分别坐于前伸缩支撑架122和后伸缩支撑架123上,后段板材为所生产的定长板材,切断后的前段板材在牵引装置、行走架120、前夹辊组1211作用下继续往后输送,切断后的后段板材在行走架120和后夹辊组1211的作用下继续往后输送,在此过程中,前伸缩支撑架122在行走架120的带动下逐渐伸长,前伸缩支撑架122在行走架120的带动下逐渐收缩,切割刀1212切割断板材之后,切割刀平移伺服电机1250开始反向转动,切割刀平移伺服电机1250驱动切割刀1212往初始位置返回移动。当行走架120往后滑动至终点时,前夹辊组1210和后夹辊组1211的第一下压气缸1203、1204和第二下压气缸1205、1206分别驱动各自的上夹辊往上移动,前夹辊组1210和后夹辊组1211松开板材,后段板材的一端输送至定长过渡架125上,与此同时,行走架驱动伺服电机129开始反转,行走架驱动伺服电机129驱动行走架120往前滑动复位,在此过程中,前伸缩支撑架122逐渐伸长,前伸缩支撑架122逐渐收缩,定长过渡架125的输送电机1226驱动输送皮带1225转动,输送皮带1225带动后段板材继续往后输送。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1