一种弧形齿轮件加工治具的制作方法
[0001]
本申请涉及加工治具的领域,尤其是涉及一种弧形齿轮件加工治具。
背景技术:
[0002]
目前治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。
[0003]
现有公开号为cn210307502u的中国实用新型专利公开了一种齿轮夹具,包括支撑架、托盘、限位块、压块和动力装置,支撑架呈u形,托盘的两端转动连接在支撑架上,并且其中一端穿过支撑架与动力装置连接,托盘的边缘固定有多个限位块,每个限位块上螺栓连接压块,当托盘上放置有齿轮时,压紧压块,在动力装置的带动下,托盘沿托盘与支撑架的连接线回转。
[0004]
针对上述中的相关技术,发明人认为存在有当此齿轮夹具在使用时,只适合夹持普通圆形齿轮,而限位块夹持弧形齿轮件时因夹持位置固定,会导致弧形齿轮件加持的位置不准确,导致弧形齿轮件夹持不稳固,不利于弧形齿轮件的加工的缺陷。
技术实现要素:
[0005]
为了改善相关技术中的缺陷,本申请提供一种弧形齿轮件加工治具,其具有准确夹持弧形齿轮件的头部、弯折部和尾部,有利于弧形齿轮件夹持的稳固,有利于弧形齿轮件的加工的优点。
[0006]
本申请提供的一种弧形齿轮件加工治具采用如下的技术方案:
[0007]
一种弧形齿轮件加工治具,包括底座,所述底座上设置有夹紧机构,夹紧机构包括第一支撑杆、第二支撑杆、第三支撑杆以及设置在第一支撑杆、第二支撑杆、第三支撑杆上的夹块,第一支撑杆设置在底座上的一端,第二支撑杆和第三支撑杆均设置在底座上的另一端;所述第一支撑杆、第二支撑杆以及第三支撑杆靠近底座的一端分别可升降固定设置在底座上,第一支撑杆、第二支撑杆和第三支撑杆远离底座的一端分别与夹块滑动设置,第一支撑杆、第二支撑杆和第三支撑杆上分别设置有对夹块进行限位的挡块。
[0008]
通过采用上述技术方案,当弧形齿轮件加工治具在使用时,将弧形齿轮件放置在底座上,通过夹块分别在第一支撑杆、第二支撑杆和尾部支持杆上滑动,分别抵接弧形齿轮件的头部、弯折部和尾部,进而通过第一支撑杆、第二支撑杆和第三支撑杆靠近底座的一端升降固定,第一支撑杆、第二支撑杆和第三支撑杆分别带动挡块移动,挡块将夹块分别抵紧在弧形齿轮件的头部、弯折部和尾部,然后夹块将弧形齿轮件固定在底座上。如此设置,有利于准确夹持弧形齿轮件的头部、弯折部和尾部,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工。
[0009]
优选的,所述底座靠近夹块的侧壁上设置有多个对弧形齿轮件进行限位的限位杆。
[0010]
通过采用上述技术方案,当弧形齿轮件加工治具在使用时,将弧形齿轮件放置在底座上,进而将弧形齿轮件推到限位杆旁边,通过多个限位杆进行限位。有利于将弧形齿轮件放置在准确的位置,便于弧形齿轮件头部、夹持部和尾部的夹持固定,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工。
[0011]
优选的,所述底座靠近夹块的侧壁上设置有多个加工槽。
[0012]
通过采用上述技术方案,在弧形齿轮件加工治具对弧形齿轮件远离底座的一侧壁进行钻孔加工时,加工槽有利于对弧形齿轮件钻孔的钻刀留有余量,有利于防止钻刀损坏底座,有利于保护底座。
[0013]
优选的,所述夹块和底座之间分别设置有抵紧件,抵紧件远离夹块的一端抵接底座,抵紧件远离底座的一端和夹块连接。
[0014]
通过采用上述技术方案,当挡块将夹块分别抵紧在弧形齿轮件的头部、弯折部和尾部时,抵紧件将夹块远离弧形齿轮件的一端顶起,进而使夹块分别夹持的弧形齿轮件的头部、弯折部和尾部更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0015]
优选的,所述夹块上分别设置有螺纹孔,抵紧件穿设螺纹孔和夹块螺纹连接。
[0016]
通过采用上述技术方案,当弧形齿轮件加工治具在使用时,抵紧件穿设螺纹孔和夹块螺纹连接,便于夹块的升降,有利于适应不同厚度的弧形齿轮件,有利于提高弧形齿轮件加工治具的适应性。
[0017]
优选的,所述抵紧件上分别设置有紧固件,且紧固件位于夹块和底座之间。
[0018]
通过采用上述技术方案,当抵紧件和夹块通过螺纹连接升降固定时,紧固件有利于进一步将抵紧件和夹块固定的更加紧密,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0019]
优选的,所述夹块和底座之间设置有升降驱动件,且升降驱动件的一端和夹块转动连接,其另一端设置在底座上。
[0020]
通过采用上述技术方案,当弧形齿轮件加工治具在使用时,升降驱动件带动夹块升降,有利于适应不同厚度的弧形齿轮件,有利于提高弧形齿轮件加工治具的适应性。且当挡块将夹块分别抵紧在弧形齿轮件的头部、弯折部和尾部时,气缸将夹块远离弧形齿轮件的一端顶起,进而使夹块分别夹持的弧形齿轮件的头部、弯折部和尾部更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0021]
优选的,所述挡块和夹块之间设置有垫片。
[0022]
通过采用上述技术方案,当挡块将夹块抵紧在弧形齿轮件上时,垫片有利于防止夹块与挡块抵触时产生刮痕,有利于保护夹块,且有利于挡块和夹块抵紧的更加紧密,进而有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0023]
优选的,所述夹紧机构在底座上设置为多组。
[0024]
通过采用上述技术方案,当弧形齿轮件加工治具在使用时,将夹紧机构设置为多组,有利于提高弧形齿轮件的加工效率,有利于弧形齿轮件的批量生产。
[0025]
综上所述,本申请包括以下至少一种有益技术效果:
[0026]
1.当弧形齿轮件加工治具在使用时,将弧形齿轮件放置在底座上,通过夹块分别在第一支撑杆、第二支撑杆和尾部支持杆上滑动,分别抵接弧形齿轮件的头部、弯折部和尾部,进而通过第一支撑杆、第二支撑杆和第三支撑杆靠近底座的一端升降固定,第一支撑
杆、第二支撑杆和第三支撑杆分别带动挡块移动,挡块将夹块分别抵紧在弧形齿轮件的头部、弯折部和尾部,然后夹块将弧形齿轮件固定在底座上。如此设置,有利于准确夹持弧形齿轮件的头部、弯折部和尾部,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工;
[0027]
2.当弧形齿轮件加工治具在使用时,将弧形齿轮件放置在底座上,进而将弧形齿轮件推到限位杆旁边,通过多个限位杆进行限位。有利于将弧形齿轮件放置在准确的位置,便于弧形齿轮件头部、夹持部和尾部的夹持固定,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工;
[0028]
3.当挡块将夹块分别抵紧在弧形齿轮件的头部、弯折部和尾部时,抵紧件将夹块远离弧形齿轮件的一端顶起,进而使夹块分别夹持的弧形齿轮件的头部、弯折部和尾部更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
附图说明
[0029]
图1是本申请弧形齿轮件的整体结构示意图;
[0030]
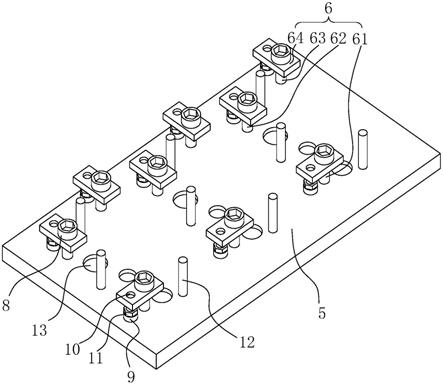
图2是本申请实施例1的整体结构示意图;
[0031]
图3是本申请实施例2的整体结构示意图。
[0032]
附图标记说明:1、头部;2、弯折部;3、尾部;4、加工孔;5、底座;6、夹紧机构;61、第一支撑杆;62、第二支撑杆;63、第三支撑杆;64、夹块;7、垫片;8、挡块;9、抵紧件;10、螺纹孔;11、紧固件;12、限位杆;13、加工槽;14、升降驱动件。
具体实施方式
[0033]
以下结合附图1-3对本申请作进一步详细说明。
[0034]
本申请实施例公开一种弧形齿轮件加工治具。
[0035]
实施例1
[0036]
参照图1,弧形齿轮件包括头部1、弯折部2和尾部3,且弧形齿轮件上设置有3个插接截面为圆形的加工孔4。
[0037]
参照图2,一种弧形齿轮件加工治具包括呈长方体状的底座5,底座5上设置有多组夹紧机构6,且夹紧机构6呈直线均匀分布,本实施例夹紧机构6优选为3组。多组夹紧机构6有利于提高弧形齿轮件的加工效率,有利于弧形齿轮件的批量生产。
[0038]
夹紧机构6包括第一支撑杆61、第二支撑杆62、第三支撑杆63以及设置在第一支撑杆61、第二支撑杆62、第三支撑杆63上的夹块64,第一支撑杆61、第二支撑杆62和第三支撑杆63均呈圆柱状,夹块64呈长方体状,本实施例第一支撑杆61、第二支撑杆62、第三支撑杆63均优选为螺杆。第一支撑杆61设置在底座5上的一端,第二支撑杆62和第三支撑杆63均设置在底座5上的另一端;第一支撑杆61、第二支撑杆62以及第三支撑杆63靠近底座5的一端分别通过螺纹连接升降固定设置在底座5上,第一支撑杆61、第二支撑杆62和第三支撑杆63远离底座5的一端滑动穿设夹块64。第一支撑杆61、第二支撑杆62和第三支撑杆63上分别设置有对夹块64进行限位的挡块8,挡块8呈圆柱状,且挡块8远离底座5的一侧壁上设置有呈六角形的沉槽。第一支撑杆61、第二支撑杆62和第三支撑杆63分别带动挡块8移动,挡块8将夹块64分别抵紧在弧形齿轮件的头部1、弯折部2和尾部3,然后夹块64将弧形齿轮件固定在
底座5上,有利于准确夹持弧形齿轮件的头部1、弯折部2和尾部3,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工。
[0039]
夹块64和底座5之间分别设置有抵紧件9,夹块64靠近底座5的一侧壁上设置有呈圆形的螺纹孔10,抵紧件9远离夹块64的一端抵接底座5,抵紧件9远离底座5的一端穿设螺纹孔10和夹块64螺纹连接,本实施例抵紧件9优选为螺栓。抵紧件9穿设螺纹孔10和夹块64螺纹连接,便于夹块64的升降,有利于适应不同厚度的弧形齿轮件,同时挡块8将夹块64分别抵紧在弧形齿轮件的头部1、弯折部2和尾部3时,抵紧件9将夹块64远离弧形齿轮件的一端顶起,进而使夹块64分别夹持的弧形齿轮件的头部1、弯折部2和尾部3更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件时的稳定性。
[0040]
抵紧件9上套设有紧固件11,且紧固件11位于夹头和底座5之间,本实施例紧固件11优选为六角螺母,且紧固件11和抵紧件9螺纹连接。当抵紧件9和夹块64通过螺纹连接升降固定时,紧固件11有利于进一步将抵紧件9和夹块64固定的更加紧密,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0041]
底座5靠近夹块64的侧壁上设置有多个对弧形齿轮件进行限位的限位杆12,限位杆12呈圆柱状,本实施例每组夹紧机构6处的限位杆12优选为3个。当弧形齿轮件加工治具在使用时,将弧形齿轮件放置在底座5上,进而将齿轮件推到限位杆12旁边,通过多个限位杆12进行限位,有利于将弧形齿轮件放置在准确的位置,便于弧形齿轮件头部1、夹持部和尾部3的夹持固定,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工。
[0042]
底座5靠近夹块64的侧壁上设置有多个呈圆形的加工槽13。本实施例每组夹紧机构6处的加工槽13的数量优选为3个,在弧形齿轮件加工治具对弧形齿轮件远离底座5的一侧壁进行钻孔加工时,加工槽13有利于对弧形齿轮件钻孔的钻刀留有余量,有利于防止钻刀损坏底座5,有利于保护底座5。
[0043]
本实施例1的实施原理:当弧形齿轮件加工治具在使用时,将多个弧形齿轮件放置在底座5上,进而将弧形齿轮件推到限位杆12旁边,通过多个限位杆12进行限位。抵紧件9穿设螺纹孔10和夹块64螺纹连接,同时夹块64分别穿设滑动在第一支撑杆61、第二支撑杆62和第三支撑杆63上,继而夹块64分别抵接弧形齿轮件的头部1、弯折部2和尾部3,然后通过紧固件11和抵紧件9螺纹连接,将抵紧件9和挡块8进一步固定,然后通过第一支撑杆61、第二支撑杆62和第三支撑杆63靠近底座5的一端升降固定,进而第一支撑杆61、第二支撑杆62和第三支撑杆63分别带动挡块8移动,抵紧件9将挡块8远离弧形齿轮件的端部顶起,同时挡块8将夹块64分别抵紧在弧形齿轮件的头部1、弯折部2和尾部3,然后夹块64将弧形齿轮件固定在底座5上。如此设置,有利于准确夹持弧形齿轮件的头部1、弯折部2和尾部3,有利于将弧形齿轮件夹持的更加稳固,有利于弧形齿轮件的加工。
[0044]
实施例2
[0045]
参照图3,本实施例与实施例1的不同之处在于:夹块64和底座5之间设置有升降驱动件14,且升降驱动件14的一端和夹块64通过圆柱销转动连接,其另一端设置在底座5上,本实施例升降驱动件14优选为气缸。升降驱动件14带动夹块64升降,有利于适应不同厚度的弧形齿轮件。且当挡块8将夹块64分别抵紧在弧形齿轮件的头部1、弯折部2和尾部3时,气缸将夹块64远离弧形齿轮件的一端顶起,进而使夹块64分别夹持的弧形齿轮件的头部1、弯折部2和尾部3更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件时的稳定性。
[0046]
挡块8和夹块64之间设置有呈环形的垫片7,且垫片7套设支撑杆上,本实施例垫片7的材料优选为硅胶。垫片7有利于防止夹块64与挡块8抵触时产生刮痕,有利于保护夹块64,且有利于挡块8和夹块64抵紧的更加紧密,进而有利于提高弧形齿轮件加工治具加工弧形齿轮件时的稳定性。
[0047]
实施例2的实施原理为:当弧形齿轮件加工治具在使用时,升降驱动件14带动夹块64升降,同时夹块64分别穿设滑动在第一支撑杆61、第二支撑杆62和第三支撑杆63上,继而夹块64分别抵接弧形齿轮件的头部1、弯折部2和尾部3,气缸将夹块64远离弧形齿轮件的一端顶起,进而使夹块64分别夹持的弧形齿轮件的头部1、弯折部2和尾部3更加紧固,有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。垫片7有利于防止夹块64与挡块8抵触时产生刮痕,有利于保护夹块64,且有利于挡块8和夹块64抵紧的更加紧密,进而有利于提高弧形齿轮件加工治具加工弧形齿轮件的稳定性。
[0048]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1