一种半耳拉簧夹具的制作方法
1.一种半耳拉簧夹具,用于制作半耳拉簧的耳朵,属于拉簧夹具制造技术领域。
背景技术:
2.半耳拉簧属于特制件,由于制作拉簧的钢丝原料具有较强的弹性,并且钢丝原料的每一段的弹性系数都有细微的差别,在制造时需要工人不断地使用测量工具进行边测量边制造,因此不利于使用大型机器进行机械化大批量制造,
3.目前,在制作半耳拉簧时,由于拉簧两端的耳朵是半圆的,因此制造时通常采用的是工人一手用钳子夹住拉簧端部余出的钢丝,一手握住拉簧,然后再根据经验将拉簧的耳朵弄出来,这种方式十分费力且效率低,具体原因有:(1)、当制造比较小的拉簧时,握弹簧的手将换成指尖协同指甲进行拉簧固定,这样比较伤手,且时间久了,会产生眼睛疲劳;(2)、在进行拉簧的耳朵制造时,钳子的使用极其依赖工人的经验和熟练度,从而导致人工培养成本增加。
技术实现要素:
4.本实用新型的目的是针对现有技术的缺点,采用在夹具本体上设置沟壑通道、拉簧夹持腔、撬动凹槽、压板的方式,设计一种半耳拉簧夹具,能够实现普通员工快速将半耳拉簧的耳朵制造出来,节约了人工培养成本,解决了现有技术在加工半耳拉簧的耳朵时极其依赖工人的经验和熟练度,从而导致人工培养成本增加的问题。
5.为解决以上技术问题,本实用新型采用的技术方案如下:
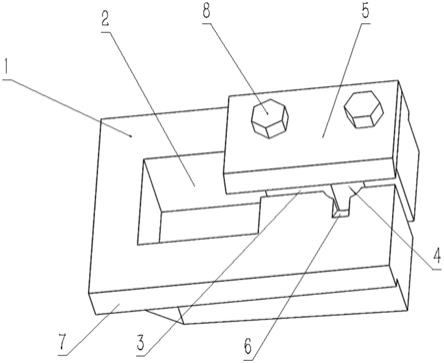
6.一种半耳拉簧夹具,包括钢块制成的夹具本体,所述夹具本体上纵向设有空腔通道、沟壑通道,所述沟壑通道一端与所述空腔通道连通,另一端延伸至夹具本体外,在所述沟壑通道上设有拉簧夹持腔,所述拉簧夹持腔纵向分为两部分且分别位于沟壑通道两侧壁上,夹具本体上还固定设有压板,所述压板的一端位于沟壑通道的两个侧壁之间连线的中垂线上,夹具本体的上表面在拉簧夹持腔的开口边沿设有撬动凹槽。
7.在本实用新型中,使用时,先将夹具本体放置在老虎钳上(使老虎钳夹持在夹具本体上位于沟壑通道两侧的侧壁上,且夹持部位靠近沟壑通道延伸至夹具本体外的一端),然后将原料钢丝绕制成的螺旋状放入拉簧夹持腔内,调整老虎钳的夹紧力度,由于夹具本体上有空腔通道,使得老虎钳在调整沟壑通道的两个侧壁对原料钢丝绕制成的螺旋状压力容易调节,在夹紧调节好之后,将起子插入到撬动凹槽内,将原料钢丝绕制成的螺旋状的最上端一圈的钢丝撬起,由于压板压住了原料钢丝绕制成的螺旋状的最上端一圈的一半部分,从而使得起子撬起来形成拉簧耳朵的钢丝圈为一个半圆,也就形成了半耳拉簧,(如图3所示),本实用新型采用在夹具本体上设置沟壑通道、拉簧夹持腔、撬动凹槽、压板的方式,设计一种半耳拉簧夹具,能够实现普通员工快速将半耳拉簧的耳朵制造出来,节约了人工培养成本,解决了现有技术在加工半耳拉簧的耳朵时极其依赖工人的经验和熟练度,从而导致人工培养成本增加的问题。
8.作为一种优选的方式,所述压板的上表面在靠近沟壑通道一端设有向下倾斜的斜面。
9.作为一种优选的方式,所述撬动凹槽的底面为朝向沟壑通道一侧向下倾斜的斜面。
10.作为一种优选的方式,在位于所述沟壑通道两侧的夹具本体侧壁上设有台肩,所述台肩的上表面与夹具本体的上表面齐平。
11.作为一种优选的方式,所述压板通过螺栓可拆卸地安装在夹具本体的上表面。
12.作为一种优选的方式,所述空腔通道的横截面为矩形或圆形。
13.与现有技术相比,本实用新型的有益效果是:
14.(1)本实用新型采用在夹具本体上设置沟壑通道、拉簧夹持腔、撬动凹槽、压板的方式,设计一种半耳拉簧夹具,能够实现普通员工快速将半耳拉簧的耳朵制造出来,节约了人工培养成本,解决了现有技术在加工半耳拉簧的耳朵时极其依赖工人的经验和熟练度,从而导致人工培养成本增加的问题。
15.(2)本实用新型通过在压板的上表面上靠近沟壑通道一端设置向下倾斜的斜面,目的是考虑到制造半耳拉簧的弹性钢丝的回弹系数,例如需要使半耳拉簧耳朵与半耳拉簧的端面呈90度夹角时,利用起子撬器半耳拉簧的端部的第一圈时就需要根据计算使撬起来的部分与撬半耳拉簧的端面之间的夹角大于90度(具体的角度数根据生产过程中采用的原料钢丝的弹性系数进行计算),然后在收回起子后,半耳拉簧的耳朵便与半耳拉簧的端面之间呈90度夹角,所以,压板的上表面在靠近沟壑通道一端就需要有向下倾斜的斜面。
16.(3)本实用新型将撬动凹槽的底面设为朝向沟壑通道一侧向下倾斜的斜面,便于将起子的刃部插入到拉簧的螺距中去,以撬起撬半耳拉簧的端部的第一圈。
17.(4)本实用新型通过在位于所述沟壑通道两侧的夹具本体侧壁上设有台肩,台肩的上表面与夹具本体的上表面齐平,方便在将夹具本体放置在老虎钳上时,避免夹具本体歪斜。
18.(5)本实用新型的压板通过螺栓可拆卸地安装在夹具本体的上表面,由于压板会对半耳拉簧的顶端第一圈被起子撬起来的部分施力,从而使得压板朝向沟壑通道一端容易变形,因此,用螺栓固定压板使得方便在压板变形时更换压板。
附图说明
19.图1为本实用新型的结构示意图;
20.图2为图1的右侧的结构示意图;
21.图3为本实用新型的应用场景图。
22.其中,1、夹具本体;2、空腔通道;3、沟壑通道;4、拉簧夹持腔;5、压板;6、撬动凹槽;7、台肩;8、螺栓;9、起子;10、老虎钳。
具体实施方式
23.实施例1:
24.参见图1
‑
3,一种半耳拉簧夹具,包括钢块制成的夹具本体1,所述夹具本体1上纵向设有空腔通道2、沟壑通道3,所述沟壑通道3一端与所述空腔通道2连通,另一端延伸至夹
具本体1外,在所述沟壑通道3上设有拉簧夹持腔4,所述拉簧夹持腔4纵向分为两部分且分别位于沟壑通道3两侧壁上,夹具本体1上还固定设有压板5,所述压板5的一端位于沟壑通道的两个侧壁之间连线的中垂线上,夹具本体1的上表面在拉簧夹持腔4的开口边沿设有撬动凹槽6。
25.在本实施例中,使用时,先将夹具本体1放置在老虎钳10上(使老虎钳10夹持在夹具本体1上位于沟壑通道3两侧的侧壁上,且夹持部位靠近沟壑通道3延伸至夹具本体1外的一端),然后将原料钢丝绕制成的螺旋状放入拉簧夹持腔4内,调整老虎钳10的夹紧力度,由于夹具本体1上有空腔通道2,使得老虎钳10在调整沟壑通道3的两个侧壁对原料钢丝绕制成的螺旋状压力容易调节,在夹紧调节好之后,将起子9插入到撬动凹槽6内,将原料钢丝绕制成的螺旋状的最上端一圈的钢丝撬起,由于压板5压住了原料钢丝绕制成的螺旋状的最上端一圈的一半部分,从而使得起子9撬起来形成拉簧耳朵的钢丝圈为一个半圆,也就形成了半耳拉簧,(如图3所示),本实用新型采用在夹具本体上设置沟壑通道3、拉簧夹持腔4、撬动凹槽6、压板5的方式,设计一种半耳拉簧夹具,能够实现普通员工快速将半耳拉簧的耳朵制造出来,节约了人工培养成本,解决了现有技术在加工半耳拉簧的耳朵时极其依赖工人的经验和熟练度,从而导致人工培养成本增加的问题。
26.实施例2:
27.参见图1
‑
3,一种半耳拉簧夹具,包括钢块制成的夹具本体1,所述夹具本体1上纵向设有空腔通道2、沟壑通道3,所述沟壑通道3一端与所述空腔通道2连通,另一端延伸至夹具本体1外,在所述沟壑通道3上设有拉簧夹持腔4,所述拉簧夹持腔4纵向分为两部分且分别位于沟壑通道3两侧壁上,夹具本体1上还固定设有压板5,所述压板5的一端位于沟壑通道的两个侧壁之间连线的中垂线上,夹具本体1的上表面在拉簧夹持腔4的开口边沿设有撬动凹槽6。
28.在利用老虎钳10夹持夹具本体1时,有两种方式:(1)、老虎钳10夹持在夹具本体1上位于沟壑通道3两侧的侧壁上,且夹持部位靠近沟壑通道3延伸至夹具本体1外的一端;
29.(2)在夹具本体1上靠近空腔通道2一端设置倒角,这样可以直接将夹具本体1放置在老虎钳10上进行夹持(如图3所示)。
30.优选的,所述压板5的上表面在靠近沟壑通道3一端设有向下倾斜的斜面,目的是考虑到制造半耳拉簧的弹性钢丝的回弹系数,例如需要使半耳拉簧耳朵与半耳拉簧的端面呈90度夹角时,利用起子9撬起半耳拉簧的顶端第一圈时就需要根据计算使撬起来的部分与撬半耳拉簧的端面之间的夹角大于90度(具体的角度数根据生产过程中采用的原料钢丝的弹性系数进行计算),然后在收回起子9后,半耳拉簧的耳朵便与半耳拉簧的端面之间呈90度夹角,所以,压板5的上表面在靠近沟壑通道3一端就需要有向下倾斜的斜面。
31.优选的,所述撬动凹槽6的底面为朝向沟壑通道3一侧向下倾斜的斜面,便于将起子的刃部插入到拉簧的螺距中去,以撬起撬半耳拉簧的端部的第一圈。
32.优选的,在位于所述沟壑通道3两侧的夹具本体侧壁上设有台肩7,所述台肩7的上表面与夹具本体1的上表面齐平,方便在将夹具本体1放置在老虎钳10上时,避免夹具本体1歪斜。
33.优选的,所述压板5通过螺栓8可拆卸地安装在夹具本体1的上表面,由于压板5会对半耳拉簧的顶端第一圈被起子10撬起来的部分施力,从而使得压板5朝向沟壑通道3一端
容易变形,因此,用螺栓8固定压板使得方便在压板5变形时更换压板5。
34.优选的,所述空腔通道2的横截面可以是为矩形或圆形或其他形状,目的是使得老虎钳10在调整沟壑通道3的两个侧壁对原料钢丝绕制成的螺旋状压力容易调节,所以在实际运用时,在保证夹具本体1的韧度的情况下,空腔通道2的横截面的面积应尽可能大。
35.本实施例的其他部分与实施例1相同,这里就不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1