奶嘴的冲压检测设备的制作方法
1.本实用新型涉及奶嘴的加工设备的技术领域,特别涉及奶嘴的冲压检测设备。
背景技术:
2.奶嘴是婴儿用品中常见的产品,一般奶嘴的外沿边上设有一字孔,而奶嘴的头部会设有十字孔,现有的加工工序中,一般都通过人工冲孔的方式来加工一字孔和十字孔,并且在加工好孔位后,一般也是通过人工手持气体流量计,来检测一字孔和十字孔的气流量是否合格,这样的加工方式及气检方式,十分传统落后,工人的劳动强度大,人力成本高,耗时费力,而且产品质量的一致度低,产品质量参差不齐;现有的部分设备可以单独对奶嘴进行冲孔操作,但是设备的功能单一,体积较大,难以自动化操作,工人的劳动强度依旧比较大,产品加工的精准度一般,产品良率低,难以确保产品的质量。
3.因此,如何实现一种结构设计科学合理,操作简易便捷,有效降低工人的劳动强度,自动化程度高,省时省力,产品加工的精准度高,产品良率高,可以确保产品的质量,体积小巧的奶嘴的冲压检测设备是业内亟待解决的技术问题。
技术实现要素:
4.本实用新型的主要目的是提供奶嘴的冲压检测设备,旨在实现一种结构设计科学合理,操作简易便捷,有效降低工人的劳动强度,自动化程度高,省时省力,产品加工的精准度高,产品良率高,可以确保产品的质量,体积小巧的奶嘴的冲压检测设备。
5.本实用新型提出奶嘴的冲压检测设备,包括底座、设于底座内的控制装置、安装于底座上的外罩、设于外罩上的与控制装置连接的控制面板、设于底座上的若干控制按钮、设于底座上的转盘电机、设于底座上并与转盘电机连接的分割器、设于分割器上端的工位分度转盘、设于工位分度转盘上的若干转盘工装位、安装于底座上并依次排列于工位分度转盘侧面处的一字孔冲压机构、十字孔冲压机构、十字孔气检机构、带有一字孔气检装置的下料机构,一字孔冲压机构对奶嘴的外沿边冲压一字孔,十字孔冲压机构对奶嘴的头部冲压十字孔,十字孔气检机构检测十字孔的气流量是否达标,一字孔气检装置检测一字孔的气流量是否达标;一字孔冲压机构包括立于底座上的带有第一导轨的第一支架、设于第一导轨上的一字孔冲压装置、设于一字孔冲压装置上端的第一气缸,第一气缸带动一字孔冲压装置沿第一导轨进行升降移动,一字孔冲压装置下端设有可对奶嘴的外沿边冲压一字孔的一字孔压模;十字孔冲压机构包括立于底座上的带有第二导轨的第二支架、设于第二导轨上的十字孔冲压装置、设于十字孔冲压装置上端的第二气缸、设于第二导轨上并位于转盘工装位下方的可将奶嘴的头部导正并固定住的导正夹爪组件,第二气缸带动十字孔冲压装置沿第二导轨进行升降移动,十字孔冲压装置下端设有十字孔压模,十字孔压模下端设有十字刀;十字孔气检机构包括立于底座上的带有第三导轨的第三支架、设于第三导轨上的十字孔气检装置、与十字孔气检装置连接的第一气检显示器、设于十字孔气检装置上端的第三气缸,第三气缸带动十字孔气检装置沿第三导轨进行升降移动,十字孔气检装置下端
设有气检头,十字孔气检装置内设有与气检头连接的第一气体流量计。
6.优选地,下料机构包括立于底座上的第四支架、设于第四支架上的横向移栽机构、设于横向移栽机构上并可沿横向移栽机构进行横向移动的第四气缸、设于第四气缸下端的可将奶嘴吸起来的吸嘴模组、设于吸嘴模组内的一字孔气检装置、与一字孔气检装置连接的第二气检显示器,第四气缸带动吸嘴模组进行升降移动,吸嘴模组上设有可将奶嘴吸起来的环形吸盘,环形吸盘上设有与一字孔对应的气检孔,一字孔气检装置内设有连通气检孔的第二气体流量计,下料机构还包括设于第四支架侧面处的收料盒组件。
7.优选地,导正夹爪组件包括设于第二导轨上的移动平台、设于移动平台上的移动平台气缸、设于移动平台上的夹爪气缸、设于夹爪气缸上的可夹住奶嘴头部并起到导正固定作用的导正夹块,移动平台气缸带动移动平台沿第二导轨进行升降移动。
8.优选地,收料盒组件包括收料通道,收料通道内部通过隔板分隔成不良品通道与合格品通道,不良品通道底部设有不良品收料盒,合格品通道底部设有合格品收料盒,隔板上铰接有摆动板,摆动板与摆动气缸连接,摆动气缸控制摆动板的左右摆动来控制不良品通道与合格品通道的开合。
9.优选地,转盘工装位上设有可卡插入一字孔中并起到定位作用的定位销。
10.本实用新型实现了一种结构设计科学合理,操作简易便捷,有效降低工人的劳动强度,自动化程度高,省时省力,产品加工的精准度高,产品良率高,可以确保产品的质量,体积小巧的奶嘴的冲压检测设备。
附图说明
11.图1为本实用新型奶嘴的冲压检测设备的一实施例中奶嘴的立体结构放大示意图之一;
12.图2为本实用新型奶嘴的冲压检测设备的一实施例中奶嘴的立体结构放大示意图之二;
13.图3为本实用新型奶嘴的冲压检测设备的一实施例中奶嘴的内部结构放大示意图;
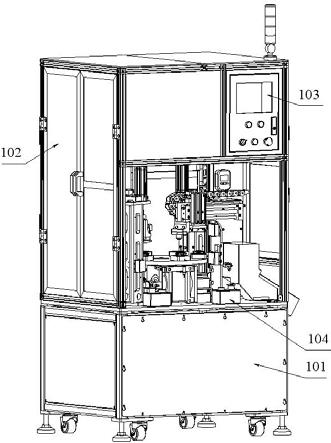
14.图4为本实用新型奶嘴的冲压检测设备的一实施例的立体结构示意图;
15.图5为本实用新型奶嘴的冲压检测设备的一实施例的俯视结构示意图,其中,外罩、控制面板未示出;
16.图6为本实用新型奶嘴的冲压检测设备的一实施例的立体结构示意图,其中,外罩、控制面板未示出;
17.图7为本实用新型奶嘴的冲压检测设备的一实施例的立体结构分解示意图,其中,外罩、控制面板未示出;
18.图8为本实用新型奶嘴的冲压检测设备的一实施例中十字孔冲压机构的立体结构放大示意图;
19.图9为本实用新型奶嘴的冲压检测设备的一实施例中下料机构的立体结构放大示意图之一;
20.图10为本实用新型奶嘴的冲压检测设备的一实施例中下料机构的立体结构放大示意图之二。
21.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
22.应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.参照图1至图10,提出本实用新型的奶嘴的冲压检测设备的一实施例,包括底座101、设于底座101内的控制装置、安装于底座101上的外罩102、设于外罩102上的与控制装置连接的控制面板103、设于底座101上的若干控制按钮104、设于底座101上的转盘电机105、设于底座101上并与转盘电机105连接的分割器106、设于分割器106上端的工位分度转盘107、设于工位分度转盘107上的若干转盘工装位108、安装于底座101上并依次排列于工位分度转盘107侧面处的一字孔冲压机构109、十字孔冲压机构110、十字孔气检机构111、带有一字孔气检装置的下料机构112,一字孔冲压机构109对奶嘴201的外沿边204冲压一字孔202,十字孔冲压机构110对奶嘴的头部205冲压十字孔203,十字孔气检机构111检测十字孔的气流量是否达标,一字孔气检装置检测一字孔的气流量是否达标。本实施例中,工位分度转盘107顺时针转动,一字孔冲压机构109、十字孔冲压机构110、十字孔气检机构111、下料机构112是依次顺时针排列于工位分度转盘107侧面处的。
24.一字孔冲压机构109包括立于底座101上的带有第一导轨的第一支架113、设于第一导轨上的一字孔冲压装置114、设于一字孔冲压装置114上端的第一气缸115,第一气缸115带动一字孔冲压装置114沿第一导轨进行升降移动,一字孔冲压装置114下端设有可对奶嘴的外沿边冲压一字孔的一字孔压模116。
25.十字孔冲压机构110包括立于底座101上的带有第二导轨118的第二支架117、设于第二导轨118上的十字孔冲压装置119、设于十字孔冲压装置119上端的第二气缸120、设于第二导轨118上并位于转盘工装位108下方的可将奶嘴的头部导正并固定住的导正夹爪组件,第二气缸120带动十字孔冲压装置119沿第二导轨118进行升降移动,十字孔冲压装置119下端设有十字孔压模121,十字孔压模121下端设有十字刀。
26.在完成一字孔冲压之后的转盘工装位108上会设有可卡插入一字孔中并起到定位作用的定位销122。
27.导正夹爪组件包括设于第二导轨118上的移动平台123、设于移动平台123上的移动平台气缸124、设于移动平台123上的夹爪气缸125、设于夹爪气缸125上的可夹住奶嘴头部并起到导正固定作用的导正夹块126,移动平台气缸124带动移动平台123沿第二导轨118进行升降移动。
28.十字孔气检机构111包括立于底座101上的带有第三导轨128的第三支架127、设于第三导轨128上的十字孔气检装置129、与十字孔气检装置129连接的第一气检显示器130、设于十字孔气检装置129上端的第三气缸131,第三气缸131带动十字孔气检装置129沿第三导轨128进行升降移动,十字孔气检装置129下端设有气检头132,十字孔气检装置129内设有与气检头132连接的第一气体流量计。第三气缸131带动十字孔气检装置129下移使气检头132伸入奶嘴头部中,第一气体流量计朝向奶嘴头部出气,通过检测十字孔的通气量来判断是否合格,若通气量在设定范围内,则十字孔的气流量合格,若通气量超出设定范围,则十字孔的气流量不及格。
29.下料机构112包括立于底座101上的第四支架133、设于第四支架133上的横向移栽机构134、设于横向移栽机构134上并可沿横向移栽机构134进行横向移动的第四气缸135、设于第四气缸135下端的可将奶嘴吸起来的吸嘴模组、设于吸嘴模组内的一字孔气检装置、与一字孔气检装置连接的第二气检显示器136,第四气缸135带动吸嘴模组进行升降移动,吸嘴模组上设有可将奶嘴吸起来的环形吸盘137,环形吸盘137上设有与一字孔对应的气检孔138,一字孔气检装置内设有连通气检孔138的第二气体流量计,下料机构112还包括设于第四支架133侧面处的收料盒组件。第四气缸135带动吸嘴模组下移时,环形吸盘137上的气检孔138对准一字孔,第二气体流量计朝向一字孔出气,通过检测一字孔的通气量来判断是否合格,若通气量在设定范围内,则一字孔的气流量合格,若通气量超出设定范围,则一字孔的气流量不及格,检测万之后,吸嘴模组才会吸起奶嘴来进行下料操作。
30.当奶嘴的一字孔、十字孔的气流量均合格时,奶嘴才会被判定为合格品,否则就被判定为不良品。
31.收料盒组件包括收料通道,收料通道内部通过隔板分隔成不良品通道139与合格品通道140,不良品通道139底部设有不良品收料盒,合格品通道140底部设有合格品收料盒,隔板上铰接有摆动板141,摆动板141与摆动气缸142连接,摆动气缸142控制摆动板141的左右摆动来控制不良品通道139与合格品通道140的开合。
32.当下料的是合格品,摆动气缸142控制摆动板141摆向不良品通道139,以关闭不良品通道139的同时打开合格品通道140,这样产品就会落入合格品通道140中并落至合格品收料盒中;当下料的是不良品时,摆动气缸142控制摆动板141摆向合格品通道140,以关闭合格品通道140的同时打开不良品通道139,这样产品就会落入不良品通道139中并落至不良品收料盒中。
33.工作时,工人只需负责上料即可,冲压检测设备会自动完成冲压一字孔、冲压十字孔、对十字孔进行气检、对一字孔进行气检、自动下料等操作,自动化程度高,操作简易便捷,无需专人专机,无需工人上下料,一个工人可以同时兼顾多台设备,充分发挥人工的利用率,省时省力,加工效率高,有效降低工人的劳动强度,产品加工的精准度高,产品良率高,可以确保产品的质量。而且,本冲压检测设备的结构设计科学合理,体积小巧,投入成本低,占用空间小,所需的厂房面积小。
34.本实用新型实现了一种结构设计科学合理,操作简易便捷,有效降低工人的劳动强度,自动化程度高,省时省力,产品加工的精准度高,产品良率高,可以确保产品的质量,体积小巧的奶嘴的冲压检测设备。
35.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1