一种筒类工件的集成化卡压装置的制作方法
1.本实用新型涉及一种筒类工件的集成化卡压装置,属于机械加工制造技术领域。
背景技术:
2.里巴斯双折线绳槽滚筒类工件,直径小,壁薄,而内部卡压工作台t型槽长度不够,外部卡压与加工部位又干涉,卡压找正较为困难。目前,工件在加工时一般均采用t型槽螺栓、压板、垫块、矩形垫铁、螺母、垫圈的组合方式,通过工作台台面的t型槽结构进行“一顶一拉”来保证支撑卡压的可靠性要求。但是,由于工件加工部位的限制易出现卡压位置无t型槽而无法卡压的情况。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种筒类工件的集成化卡压装置,该装置适用于双折线绳槽滚筒类零件加工时的卡压找正,也可应用于机床或其他基础部件精度调整时的调整卡压,方便实用,解决小直径加工工件由于卡压位置无t型槽或卡压后与待加工位置干涉而无法卡压找正的问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种筒类工件的集成化卡压装置,包括双头螺柱、圆压板、侧顶螺钉和t型槽螺钉,还包括卡压块。
5.卡压块前侧面为放倒的l形工件,其直角处有一凸起的长方形块状体,在卡压块短边侧上平面的中心处开有一垂直的螺纹孔a,在螺纹孔a后方,卡压块的左侧内部开有一水平的螺纹孔b,卡压块的长边侧中线处开有一长孔,且长孔的末端不封口;卡压块以固定卡压台的旋转主轴中心线为基准,均匀的布置在固定卡压台上;卡压块通过t型槽螺钉由下向上穿过长孔与固定卡压台紧固连接,筒类工件吊起后平稳的落于卡压块的块状体的水平上平面处,侧顶螺钉水平穿过螺纹孔b进行粗找正并固定顶紧筒类工件的内壁;双头螺柱的一端垂直穿过筒类工件与卡压块的螺纹孔a垂直螺纹连接,圆压板穿过双头螺柱的另一端,平稳落于筒类工件的上平面并固定;再次利用侧顶螺钉来精找正,找正后将筒类工件的内壁顶紧固定。
6.卡压块的数量按筒类工件规定的支撑点来确定,且卡压块直角处的块状体的上平面均处在同一水平面上。
7.卡压块上的长方形块状体有效的将筒类工件支撑起来,使其底部与固定卡压台的上平面之间形成悬空,方便侧顶螺钉的紧固和调整;由双头螺柱和圆压板将筒类工件进行卡压,通过双头螺柱和螺母拉紧圆压板的同时将拉紧力反作用于筒类工件上;由与卡压块水平连接的侧顶螺钉进行调整找正,使筒类工件的中心与固定卡压台的旋转主轴中心线重合。该筒类工件的集成化卡压装置有效的将支撑、卡压、找正功能集成为一体,保证了加工筒类工件卡压找正的可靠性。
8.本实用新型的有益效果是:本实用新型结构简单、设计合理、操作方便,可解决小直径加工工件由于卡压位置无t型槽或卡压后与待加工位置干涉而无法卡压找正的难题;
通过运用该集成化卡压装置保证待加工筒类工件卡压找正的可靠性,进而保证零件精度的可靠性;该装置充分利用筒类工件自身的结构特点,减少了矩形垫铁使用,保证卡压找正可靠性的同时降低了对工作台t型槽的依赖性,而且方法简单可靠,可操作性强。
附图说明
9.下面结合附图和具体实施方式对本实用新型进一步说明。
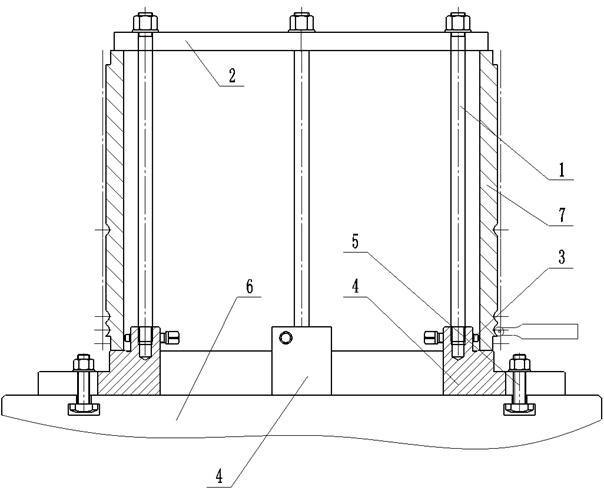
10.图1是本实用新型的结构示意图。
11.图2是本实用新型的卡压块的主视图。
12.图3是本实用新型的卡压块的俯视图。
13.图中标号:
14.1、双头螺柱,
ꢀꢀ
2、圆压板,
ꢀꢀ
3、侧顶螺钉,
ꢀꢀ
4、卡压块,
ꢀꢀ
401、块状体,
ꢀꢀ
402、螺纹孔a,
ꢀꢀ
403、螺纹孔b,
ꢀꢀ
404、长孔,
ꢀꢀ
5、t型槽螺钉,
ꢀꢀ
6、固定卡压台,
ꢀꢀ
7、筒类工件。
具体实施方式
15.如图1—3所示,一种筒类工件的集成化卡压装置,包括双头螺柱1、圆压板2、侧顶螺钉3和t型槽螺钉5,还包括卡压块4,卡压块4前侧面为放倒的l形工件,其直角处有一凸起的长方形块状体401,在卡压块4短边侧上平面的中心处开有一垂直的螺纹孔a402,在螺纹孔a402后方,卡压块4的左侧内部开有一水平的螺纹孔b403,卡压块4的长边侧中线处开有一长孔404,且长孔404的末端不封口;卡压块4以固定卡压台6的旋转主轴中心线为基准,均匀的布置在固定卡压台6上;卡压块4通过t型槽螺钉5由下向上穿过长孔404与固定卡压台6紧固连接,筒类工件7吊起后平稳的落于卡压块4的块状体401的水平上平面处,侧顶螺钉3水平穿过螺纹孔b403进行粗找正并固定顶紧筒类工件7的内壁;双头螺柱1的一端垂直穿过筒类工件7与卡压块4的螺纹孔a402垂直螺纹连接,圆压板2穿过双头螺柱1的另一端,平稳落于筒类工件7的上平面并固定;再次利用侧顶螺钉3来精找正,找正后将筒类工件7的内壁顶紧固定。
16.卡压块4的数量按筒类工件7规定的支撑点来确定,且卡压块4直角处的块状体401的上平面均处在同一水平面上。
17.卡压块4上的长方形块状体401有效的将筒类工件7支撑起来,使其底部与固定卡压台6的上平面之间形成悬空,方便侧顶螺钉3的紧固和调整;由双头螺柱1和圆压板2将筒类工件7进行卡压,通过双头螺柱1和螺母拉紧圆压板2的同时将拉紧力反作用于筒类工件7上;由与卡压块4水平连接的侧顶螺钉3进行调整找正,使筒类工件7的中心与固定卡压台6的旋转主轴中心线重合。该筒类工件的集成化卡压装置有效的将支撑、卡压、找正功能集成为一体,保证了加工筒类工件7卡压找正的可靠性。
技术特征:
1.一种筒类工件的集成化卡压装置,包括双头螺柱(1)、圆压板(2)、侧顶螺钉(3)和t型槽螺钉(5),其特征在于:还包括卡压块(4),卡压块(4)前侧面为放倒的l形工件,其直角处有一凸起的长方形块状体(401),在卡压块(4)短边侧上平面的中心处开有一垂直的螺纹孔a(402),在螺纹孔a(402)后方,卡压块(4)的左侧内部开有一水平的螺纹孔b(403),卡压块(4)的长边侧中线处开有一长孔(404),且长孔(404)的末端不封口;卡压块(4)以固定卡压台(6)的旋转主轴中心线为基准,均匀的布置在固定卡压台(6)上;卡压块(4)通过t型槽螺钉(5)由下向上穿过长孔(404)与固定卡压台(6)紧固连接,筒类工件(7)吊起后平稳的落于卡压块(4)的块状体(401)的水平上平面处,侧顶螺钉(3)水平穿过螺纹孔b(403)进行粗找正并固定顶紧筒类工件(7)的内壁;双头螺柱(1)的一端垂直穿过筒类工件(7)与卡压块(4)的螺纹孔a(402)螺纹连接,圆压板(2)穿过双头螺柱(1)的另一端,平稳落于筒类工件(7)的上平面并固定;再次利用侧顶螺钉(3)来精找正,找正后将筒类工件(7)的内壁顶紧固定。2.根据权利要求1所述的一种筒类工件的集成化卡压装置,其特征在于:卡压块(4)的数量按筒类工件(7)规定的支撑点来确定,且卡压块(4)直角处的块状体(401)的上平面均处在同一水平面上。
技术总结
本实用新型公开了一种筒类工件的集成化卡压装置,属于机械加工制造技术领域。它包括双头螺柱、圆压板、侧顶螺钉和T型槽螺钉,还包括卡压块,卡压块直角处有一凸起的块状体,在卡压块短边侧上平面的中心处开有一垂直的螺纹孔A,卡压块的左侧内部开有一水平的螺纹孔B,卡压块的长边侧开有一长孔;卡压块通过T型槽螺钉与固定卡压台连接,筒类工件落于卡压块的块状体上,侧顶螺钉水平穿过螺纹孔B找正顶紧筒类工件的内壁;双头螺柱穿过工件与卡压块的螺纹孔A垂直螺纹连接,圆压板穿过双头螺柱落于筒类工件的上平面并固定。本实用新型方便实用,解决小直径加工工件由于卡压位置无T型槽或卡压后与待加工位置干涉而无法卡压找正的问题。的问题。的问题。
技术研发人员:邢春艳 赵朋飞 孙长龙 韩在铭 曹雨 徐忠和 夏丽娟 徐壮 祝宏锋 高同宝 董琦 张文强 刘磊 冯娜
受保护的技术使用者:齐重数控装备股份有限公司
技术研发日:2020.12.28
技术公布日:2021/9/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1