一种工业机器人用浮动刷胶装置的制作方法
1.本实用新型涉及工业机器人技术,具体涉及一种工业机器人用浮动刷胶装置。
背景技术:
2.工业机器人及自动化技术的广泛应用让智能制造工厂出现在了大众视野,提高了工厂的作业效率,尤其在一些恶劣作业环境下,更是将对作业人员的危害降到了最低。随着应用领域的不断扩大,一些非标复杂零件及行业对自动化装配、作业提出了更高的要求。比如,制鞋行业。当前的国内制鞋行业主要是依赖传统人工作业方式,市场需求大,替换率高,需要投入大量的人力物力,正迫切需要品质和效益的转型升级。其中鞋底刷胶工艺是制鞋工艺中耗时的关键工序,该工序存在生产效率低、涂胶不均匀、管路堵塞、工作环境恶劣等一系列问题,对其进行刷胶自动化作业是当前制鞋行业的现实必要需求。由于鞋型、材质、尺码等诸多变量,通过特定鞋机无法实现较好的柔性作业,因此机器人刷胶就成为了较好的解决方案。
3.现有设备中的刷胶设备多为特定单一设备,对于平面类的工件应用较为广泛,针对曲面型工件适配性不高,刷胶过程无法实现精确变胶量控制。刷胶实现方法中虽采用3d视觉相机,但造价昂贵,识别精度有待进一步提高,直接影响刷胶的稳定性和适配性。
技术实现要素:
4.实用新型目的:本实用新型目的在于提供一种能够解决现有的鞋类刷胶设备中曲面轨迹的适应问题,可在刷胶过程中根据工艺要求改变供胶量的工业机器人用浮动刷胶装置。
5.技术方案:本实用新型的工业机器人用浮动刷胶装置,包括机座,所述机座内水平设置同步输送带,同步输送带侧方设置工业机器人,且工业机器人末端位于同步输送带上方;所述工业机器人末端固定连接浮动刷胶组件,机座内还设有真空供胶装置,真空供胶装置与浮动刷胶组件连接,真空供胶装置用于向浮动刷胶组件输送胶液;所述同步输送带侧边设有编码器定位组件;机座顶面位于同步输送带上方安装视觉相机。
6.所述浮动刷胶组件下半部分包括切向浮动组件和轴向浮动组件,切向浮动组件位于轴向浮动组件上方,切向浮动组件与轴向浮动组件之间通过浮动组件安装板连接,浮动刷胶组件能够做轴向浮动以及自适应切向浮动。
7.所述切向浮动组件包括连接板以及连接在连接板与浮动组件安装板之间的多个球轴连接导杆;所述连接板包括上连接板和下连接板,球轴连接导杆的球部活动安装在上连接板和下连接板之间,球轴连接导杆的末端与浮动组件安装板螺纹连接;所述球轴连接导杆带动轴向浮动组件在下连接板下方进行自适应浮动,实现切向浮动。
8.所述上连接板和下连接板上对称开设用于容纳球轴连接导杆球部的半球型槽,下连接板的半球型槽下方开设通孔,通孔的尺寸大于球轴连接导杆杆部的直径,球轴连接导杆的自适应浮动范围由通孔的尺寸确定。
9.所述轴向浮动组件包括弹簧,弹簧与上弹簧座、下弹簧座焊接;所述上弹簧座包括螺纹连接轴和套筒法兰,套筒法兰通过螺纹连接轴与浮动组件安装板固定连接;所述螺纹连接轴中心沿纵向开设第一接头安装孔。
10.所述下弹簧座底面中央开设胶水流出孔,下弹簧座下方连接刷头;所述弹簧外套设导向套筒,导向套筒上部开设用于安装套筒法兰的内螺纹,导向套筒下半部分的内壁开设凹槽,供下弹簧座在导向套筒内做伸缩运动。
11.所述浮动刷胶组件上半部分包括马达安装板以及固定安装在马达安装板上方的注胶计量泵和伺服马达;所述马达安装板内设主动同步带轮和从动同步带轮,伺服马达输出轴固定连接主动同步带轮,主动同步带轮和从动同步带轮相啮合,从动同步带轮与注胶计量泵连接,伺服马达转动时带动注胶计量泵动作,实现伺服马达与注胶计量泵的传动。
12.还包括清洁回路,所述清洁回路包括清洁液料筒,清洁液料筒通过换向阀和清洁液管路连接第一接头,清洁回路用于清洗述浮动刷胶组件内部胶路,通过对刷胶装置内部进行冲洗,防止胶水固化堵塞胶嘴。
13.有益效果:本实用新型与现有技术相比,其有益效果在于:(1)利用弹簧及球轴导杆结构实现浮动,一定程度上避免了多处使用弹簧装置导致的安装及弹簧拉伸损耗问题,能适用于不同款式的鞋子涂胶;(2)采用的视觉平面相机,在同等精度的条件下,响应速度更为迅速,能够快速采集到轮廓信息(3)配合使用的光电传感器和编码器组件,在节约成本的情况下,使机器人具备一定的定位精度补偿,提高了同步作业跟随的精度,优化了制鞋工艺流程,提高作业精度和作业质量。
附图说明
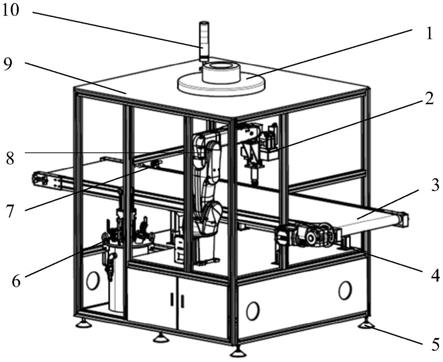
14.图1为本实用新型所述工业机器人用浮动刷胶装置的轴侧图;
15.图2为图1的左视图;
16.图3为图1中浮动刷胶组件的主视图;
17.图4为图3沿a
‑
a面的剖视图;
18.图5为图3沿c
‑
c面的剖视图;
19.图6为图1中浮动刷胶组件的侧视图;
20.图7为图6沿b
‑
b面的剖视图;
21.图8为图1中浮动刷胶组件下半部分的剖视图;
22.图9为图8沿h
‑
h面的剖视图;
23.图10为图1中同步输送带的结构示意图;
24.图11为本实用新型所述工业机器人用浮动刷胶装置使用的流程图。
具体实施方式
25.下面结合具体实施方式和说明书附图对本实用新型做进一步详细描述。
26.如图1和图2所示,本实用新型的工业机器人用浮动刷胶装置包括排风装置1、浮动刷胶组件2、同步输送带3、脚铁支架4、脚杯5、真空供胶装置6、编码器定位组件7、工业机器人8、机座9、警示装置10、视觉相机11、清洁回路。排风装置1设置在机座9顶部中央,排风装置1对刷胶胶水介质产生的刺激或有害气体进行排放,排风装置1连接工厂外部气源处理装
置以实现无污染处理。机座9顶部还设有警示装置10,警示装置10对设备异常情况报警提醒。机座9内水平设置同步输送带3,同步输送带3通过脚铁支架4悬空固定在机座9中部,同步输送带3自带电机实现传动。同步输送带3侧方设置工业机器人8,且工业机器人8末端位于同步输送带3上方。本实施例中,工业机器人8为六轴机器人,六个关节轴内部均设有伺服电机和减速机,伺服电机和减速机传动连接,并与控制箱内控制器连接通讯。浮动刷胶组件2通过第二连接法兰45与工业机器人8末端固定连接。机座9内还设有真空供胶装置6,真空供胶装置6与浮动刷胶组件2连接,用于向浮动刷胶组件2输送胶液。同步输送带3侧边设有编码器定位组件7,编码器定位组件7通过安装板和t型固定座与同步输送带3连接,编码器定位组件7中的聚氨酯同步轮与同步输送带3实现切面实时接触。视觉相机11安装于机座9上方距离同步输送带3距离为h的位置,视野垂直于同步输送带3,机座9底部四周安装脚杯5。
27.如图3至图5所示,浮动刷胶组件2上半部分包括马达安装板20以及采用螺纹连接固定安装在马达安装板20上方的注胶计量泵17和伺服马达18。注胶计量泵17固定安装于马达安装板20的左半部分,伺服马达18固定安装于马达安装板20的右半部分。齿轮计量泵17的出胶口安装第二接头19,第二接头19与第一接头15通过胶管进行连接。
28.如图6和图7所示,注胶计量泵17内设第一齿轮16和第二齿轮24,第一齿轮16和第二齿轮24相啮合。马达安装板20内设主动同步带轮21和从动同步带轮23,伺服马达18输出轴固定连接主动同步带轮21,主动同步带轮21和从动同步带轮23相啮合,从动同步带轮23与注胶计量泵17的第二齿轮24相啮合,伺服马达18转动时带动从动同步带轮23转动,进而带动注胶计量泵17第二齿轮24转动,第二齿轮24带动第一齿轮16转动,实现伺服马达18与齿轮计量泵17的传动。注胶计量泵17的出胶量由伺服马达18的转速控制,可以在刷胶作业过程中,通过plc的程序设定适应作业工件的出胶量。马达安装板20内还设有第一连接法兰44,浮动刷胶组件2上半部分通过第一连接法兰44连接浮动刷胶组件2下半部分。
29.如图8所示,浮动刷胶组件2下半部分包括切向浮动组件和轴向浮动组件,能够进行轴向浮动和自适应切向浮动。切向浮动组件位于轴向浮动组件上方,切向浮动组件与轴向浮动组件之间通过浮动组件安装板31连接。切向浮动组件包括连接板以及连接在连接板与浮动组件安装板31之间的多个球轴连接导杆32。本实施例中,球轴连接导杆32数量为四个,布置在连接板四周。连接板包括上连接板25和下连接板43,上连接板25和下连接板43中央开设对应的螺纹孔,上连接板25和下连接板43通过螺钉连接。球轴连接导杆32的球部活动安装在上连接板25和下连接板43之间,具体为,上连接板25和下连接板43上对称开设用于容纳球轴连接导杆32球部的半球型槽,下连接板43的半球型槽下方开设供球轴连接导杆32穿过的通孔,通孔的尺寸大于球轴连接导杆32杆部的直径,球轴连接导杆32的自适应浮动范围由通孔的尺寸确定。球轴连接导杆32的末端设有外螺纹,球轴连接导杆32与浮动组件安装板31螺纹连接;球轴连接导杆32带动轴向浮动组件在下连接板43下方进行自适应浮动。
30.如图9所示,轴向浮动组件包括弹簧27,弹簧27与上弹簧座、下弹簧座28焊接。上弹簧座包括螺纹连接轴26和套筒法兰41,套筒法兰41通过螺纹连接轴26与浮动组件安装板31固定连接。螺纹连接轴26中心沿纵向开设第一接头15安装孔。下弹簧座28底面中央开设胶水流出孔,但不局限于该种直接流出方式,可根据胶水粘度特性,增设l型等引流管实现与
毛刷内壁的直接接触,从引流管排出的胶水可依照毛刷下垂方向进行流动,待接触工件表面后又通过刷头进行抹平,减少甚至避免胶作业过程中的飞溅情况。下弹簧座28下方连接刷头29。本实施李中,刷头29为回旋状空心环形结构,毛刷缠绕下弹簧座28四周,并通过六角特制螺母与下弹簧座28紧固连接,当毛刷接头使用时长超过工艺设定范围后,该刷头装置可以较容易将六角螺母进行拧脱更换新毛刷。弹簧27外套设导向套筒30,导向套筒30上部开设用于安装套筒法兰41的内螺纹,导向套筒30下半部分的内壁开设凹槽,凹槽供下弹簧座28在导向套筒30内做伸缩运动。同时,导向套筒30上部开设o型圈槽,内部封装密封圈,防止弹簧轴向浮动作业时胶水外溢。
31.清洁回路包括清洁液料筒,清洁液料筒通过换向阀和清洁液管路连接第一接头15,清洁回路用于清洗述浮动刷胶组件2内部胶路。控制系统设定工艺清洁时间a以及停机自清洁时间b,当设定时间达到后系统启动清洁功能,清洁液通过管路对刷胶装置内部进行冲洗,防止胶水固化堵塞胶嘴。
32.同步输送带3侧边设置清洗盒46,一个刷胶周期结束后,工业机器人8将浮动刷胶组件2中毛刷嘴移动至线体旁清洗盒46中,对毛刷粘附的胶水进行浸泡,并适时启动清洁回路清洗管路内部,等待下一个作业时间或刷胶周期的使用。
33.另外,针对上述本发明中提到的刷胶清洁功能,不仅仅适用于单一胶成分。对于市面上存在一定应用的a、b胶两类混合胶液工艺情况,可以将上述伺服电机、同步传动部件、齿轮计量泵、供胶装置、供胶管路等设备进行一组增设;同时,增加双组份混胶电磁阀及混合胶管,当a、b胶流通过混胶电磁阀在混合胶管中实现两种组分的胶液混合,再将混合胶管与第一接头15进行连接,实现双组份定量刷胶。同样的,混合胶管在超出工艺设定时间后,可以较容易进行拔插更换。
34.如图11所示,本实用新型还包括一种工业机器人用浮动刷胶方法,同步跟随装置包括:视觉相机、同步输送带、光电传感器、编码器组件、控制器、存储装置等。下面以鞋底作为作业工件进行举例,包括以下步骤:
35.(a)设置在工业机器人8本体上的机器人初始化模块,根据第一位置信息控制工业机器人8本体进行位姿初始化,再将鞋底等作业工件放置于同步输送带3上,鞋底样本放置方式采用按视觉相机11与鞋底工件地面基本垂直原则,并兼容人工作业时无序角度的丢放;同步输送带3带动作业工件运动至视觉相机11识别范围;
36.(b)视觉相机11被配置成获取作业工件的特征点信息,当作业工件处于视觉相机11识别范围内,视觉相机11至少拍摄一个包含作业工件的图像;
37.(c)同步输送带3两侧安装有第一光电传感器12和第二光电传感器13,第一光电传感器12和第二光电传感器13位于作业工件所处矩形区域中对角线的两个端点。光电传感器获取作业工件的当前位置信息以及以下至少一项:在目标时段内针对作业工件的位置进行上报,针对作业工件连续上报的至少两个位置信息,计算出工件中心位置p,增加轨迹跟随所用辅助判断点位;
38.(d)编码器定位组件7计算作业工件当前位置信息及位移信息;
39.(e)工业机器人8根据作业工件的位置信息所指示的作业工件当前位置和工业机器人8的当前位置,计算并生成作业工件进行同步跟随的路径信息,按照跟随轨迹路径对所述被跟随工件进行同步跟随;
40.需要说明的是,本实施例中刷胶路径并非与鞋底轮廓完全重合,而是需要将步骤(d)得到的轮廓轨迹根据编码器数据进行一定速度下位移量叠加,在不同时间点沿各自法矢方向移动一定距离t,得到刷胶嘴枪口的位置;根据视觉相机11与机械手的标定关系,将胶嘴路径点进行坐标变换并生成路点,形成刷胶路径,然后,把生成的路点发送给机械手的运动程序,让机械手按照收到的路径依照顺序移动到相应的位置。
41.(f)待浮动刷胶组件2与作业工件接触后,工业机器人8根据作业工件外轮廓调整浮动刷胶组件2的位置。胶管穿插在所述穿孔中的一端设置有进胶头,进胶头的一端穿插真空供胶装置6和第一接头15,浮动刷胶组件2沿作业工件外轮廓的轨迹特征点进行刷胶作业,直至一次刷胶作业完成。
42.步骤(f)中,待一次刷胶作业完成后,工业机器人8将浮动刷胶组件2中的刷头29移至清洁盒46内,清洁盒46对刷头29粘附的胶水进行浸泡,并适时启动清洁回路清洗管路,等待下一个作业时间或刷胶周期的使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1