一种冷冲纸板切割间隔堆垛装置的制作方法
1.本发明涉及冷冲纸板切割堆罗技术领域,具体为一种冷冲纸板切割间隔堆垛装置。
背景技术:
2.冷冲纸板:是用桐油改性的酚醛树脂浸以漂白木浆纸经热压而成,其具有良好的冲孔性和电器性能,主要用于碳膜电位器,电阻件及小型电器绝缘零部件;冷冲纸板是成卷生产,在使用过程先改成较小的板料,之后需要将较小的板料再切割成需要的尺寸,使其达到合适的尺寸,然后进行堆落收集,便于以后工序的进行,现有技术中没有一种切割、堆落于一体的装置,致使冷冲纸板的加工极为不便。
3.授权公告号cn209831836u的实用新型专利公开了一种公塑料板切割装置,涉及了abs塑料板切割设备技术领域,解决了只能竖向切割无法横向切割,导致切割效率底下的问题,包括输送台,输送台上转动设置有传送带,输送台的一端固定有上料台,上料台上固定有厚度控制装置;上料台靠近输送台的一端沿输送台的宽度方向活动设置有多个竖向切割刀,输送台两侧同时滑移设置有基座,两个基座之间于输送台的正上方固定有置刀架,置刀架内部升降设置有横向切割刀,置刀架内还设置有用于定位塑料板的定位装置。该实用新型通过竖向切割刀和横向切割刀对挤出的塑料板进行横向和竖向的自动切割,切割方式简单便捷,切割效率高,提高塑料板生产的整体效率;在此方案中,第一定位板和第二定位板主要起压紧固定的作用,这种方式无法进行精准定位,造成切割时的误差较大,切割质量得不到保证,而且两侧也无法进行切割、修边等操作。
4.授权公告号cn206767237u的实用新型涉及瓦楞纸板堆码机械设备领域,特别涉及一种单面瓦楞纸板堆码机,包括第一传送台、安装架和第二传送台,所述安装架为l型结构,包括竖直安装板和水平安装板,所述水平安装板的下端面上设有夹取装置,所述夹取装置固定安装在水平安装板的下端面上,所述夹取装置包括第一丝杆滑台和第二丝杆滑台,所述第一丝杆滑台上设有第一承载平台,所述第二丝杆滑台上设有第二承载平台,该实用新型的第一传送台将待夹取的瓦楞纸板运送到第一传送台末端,夹取装置上第一丝杆滑台和第二丝杆滑台的相互配合可以实现了多方位的放置,第二传送台上两个接近开关的设置,增大了放置在第二传送台上方位的准确性,进而提高了工作效率;此方案中,堆落时需要夹取装置进行夹取堆落,堆落完成后,还需要人工将堆落的板料重新转移,在拿取堆落的板料时,容易使堆落的板料再次散落,且操作繁琐,不便于转移堆落料。
5.综上所述,在结合现有的一些技术,都没有能解决如下缺陷的装置,这些缺陷是:1、现有技术中无法对板料进行快速精准的定位,导致切割质量得不到保证,2、无法进行快速运送切割板料,加工效率极低,3、拿取堆落料时,容易散落,操作繁琐,不便于转移堆落料。
技术实现要素:
6.本发明的目的,为了解决无法进行快速精准的定位,切割质量差的问题、运送切割速度慢,加工效率低的问题和操作繁琐,不便于转移堆落料的技术问题。
7.本发明的技术方案是这样实现的:一种冷冲纸板切割间隔堆垛装置,其特征在于:包括安装架、固定在安装架顶端的承载台、设置在承载台前端的定位结构、设置在承载台中间的运送结构、设置在承载台中部的切割结构、设置在承载台后端的堆落结构和设置在承载台的后端与堆落结构的前端之间的转载结构,所述转载结构的前端与承载台的后端承接,所述转载结构的后端与堆落结构的前端顶部承接,所述承载台的前段设置有一个运送结构,所述承载台的后段设置有两个运送结构,后段的两个运送结构一个设在另一个的外侧,且后段的两个运送结构与前段的一个运送结构交替转接,所述切割结构在承载台的两侧对应设置有两个,所述切割结构在承载台的中间横向设置有一个;所述定位结构包括阵列在承载台顶面的定位孔、对应设置在定位孔内的定位单元,所述定位孔对称设置,且定位孔内的定位单元配合使用;所述运送结构包括设置在承载台中间两侧的轨道槽、设置在轨道槽内的夹持升降单元和设置在夹持升降单元低端的输送单元,所述输送单元带动夹持升降单元运动;所述切割结构包括切割结构支架、设置在切割结构支架顶端前侧的压紧单元、滑动连接在切割结构支架后侧竖杆上的切刀架、固定在切刀架上的切刀、固定在切割结构支架前侧的切槽和安装在切割结构支架底部的动力单元,所述动力单元带动切刀架运动,所述切刀与切槽配合使用,所述切槽的顶面与承载台的顶面齐平,所述切割结构支架与安装架之间通过调节螺钉连接;所述堆落结构包括设置在承载台后端的堆落结构底架、设置在堆落结构底架两侧的侧向定位板和设置在堆落结构底架后侧的后向定位单元,两个侧向定位板与堆落结构底架之间通过同步调节单元连接,所述后向定位单元与堆落结构底架可拆卸连接,所述堆落结构底架的前侧固定有前侧定位板;所述转载结构包括转载结构支架和设置在转载结构支架顶端的压送单元;定位单元主要是对冷冲纸板进行定位,进而确保其后续的切割精度,提高切割质量,夹持升降单元主要是对冷冲纸板进行夹持,同时自身能进行升降,输送单元主要是带动升降夹持单元进行运动,进而使夹持的冷冲纸板运动,实现冷冲纸板的运送,压紧单元主要是起压紧作用,主要是对切割的冷冲纸板进行压紧,防止切割时出现跑偏的现象,动力单元主要是带动切刀架进行运动,进而切刀架带动切刀运动实现切割,同步调节单元主要是同步调节两侧的两个侧向定位板到堆落架构底架之间的距离,进而适用于不同宽度的冷冲纸板,后向定位单元主要是对冷冲纸板的后向定位。
8.进一步的,所述定位单元包括固定在承载台底端的定位单元固定架、固定在定位单元固定架底端的定位气缸和固定在定位气缸端头的定位板,所述定位气缸倾斜设置,所述定位板与定位单元固定架滑动连接,所述定位板设置在定位孔的内部,所述定位板竖直设置,且定位气缸缩短时定位板的顶端与承载台的顶面齐平,所述定位气缸的气路通过管路与外部气压控制系统连通,定位板的顶端与承载台的顶面齐平的作用主要是不影响冷冲纸板进行运送。
9.进一步的,所述运送单元包括固定在安装架内侧的两个导轨、对应设置在两个导轨内侧的两个传动带、对应滑动在两个导轨上的两个滑动座和固定在安装架一侧的电机一,同侧的滑动座与同侧的传动带固定连接,带动两个传动带转动的两个传动辊通过连接轴连接,且连接轴与电机一的输出轴端部固定连接,所述电机一的输入端与外部电路控制
系统的输出端电性连接,通过控制电机一的转动,即可同时控制两个传动带同步运动,进而使两侧的滑动座同步运动。
10.进一步的,所述夹持升降单元包括固定在滑动座顶端的升降气缸、固定在升降气缸端头的滑杆和夹持气缸,所述滑杆的顶部侧固定有下夹持爪,所述夹持气缸的端头固定有上夹持爪,所述上夹持爪与滑杆滑动连接,所述上夹持爪与下夹持爪配合使用,所述升降气缸的气路和夹持气缸的气路通过管路与外部气压控制系统连通,夹持升降单元主要是对冷冲纸板进行夹持固定,同时能进行升降,作用主要是便于在冷冲纸板底部穿行。
11.进一步的,所述压紧单元包括固定在切割结构支架顶端前侧的压紧气缸和固定在压紧气缸端头的压紧块,所述压紧块与承载台顶面配合使用,所述压紧气缸的气路通过管路与外部气压控制系统连通,压紧单元主要是通过压紧气缸伸缩带动压紧块将冷冲纸板进行压紧。
12.进一步的,所述动力单元包括固定在切割结构支架底端的电机二、固定在电机二输出轴端的偏心轮、与偏心轮的偏心轴活动连接的连杆,所述连杆的另一端与切刀架活动连接,所述电机二的输入端与外部电路控制系统的输出端电性连接,动力单元主要是带动切刀架进行运动,为切刀架提供动力。
13.进一步的,所述同步调节单元包括固定在堆落结构底架内的滑动杆、转动连接在堆落结构底架内的双螺旋丝杠和固定在双螺旋丝杠一端的调节旋钮,所述双螺旋丝杠为一半正螺纹一半反螺纹,两个侧向定位板分别与双螺旋丝杠螺纹连接,且两个侧向定位板对称设置,每个侧向定位板与两个滑动杆滑动连接,同步调节单元主要是同步调节两侧的侧向定位板到堆落结构底架之间的距离。
14.进一步的,所述后向定位单元包括与两个滑动杆卡接的放置架、对应滑动连接在放置架后侧两个滑孔中的两个滑杆二、固定在两个滑杆二后端的后向定位板,所述放置架的两端螺纹连接有锁紧旋钮,所述锁紧旋钮的内端头与滑杆二的侧面挤压配合,所述后向定位板的后侧面固定有推动把手,所述后向定位板的后侧底端设置有辊轮,放置架主要承放切割后的冷冲纸板,把手和辊轮主要是便于转移切割后的冷冲纸板。
15.进一步的,所述压送单元包括固定在转载结构支架顶端的电机三、转动连接在转载结构支架侧面的主动辊轮、滑动连接在转载结构支架顶端滑槽内的固定轴和转动连接在固定轴端头的从动辊轮,所述固定轴与转载结构支架之间设置有下拉弹簧,所述电机三的输出轴端部与主动辊轮的中心固定连接,所述电机三的输入端与外部电路控制系统的输出端电性连接,所述主动辊轮与从动辊轮挤压配合,所述主动辊轮的顶侧与承载台的顶面齐平,所述前侧定位板的顶端设置在主动辊轮的后底侧,压送单元主要是对冷冲纸板进行压紧输送到堆落结构内,实现转接。
16.进一步的,还包括收集槽,所述切割结构支架上固定有收集槽,所述收集槽设置在切槽的正下方,收集槽主要是对切割后的废料进行收集。
17.使用说明:本发明是这样实现的;
18.第一步:通过外部的吊装设备将冷冲纸板吊到承载台的前端顶面,之后通过外部的气压控制系统控制定位气缸伸长,定位气缸推动定位板从定位单元固定架内向上斜向滑出,进而定位板推动冷冲纸板运动,对称设置的定位单元分别推动冷冲纸板的前后、左右侧,使冷冲纸板准确定位到中间位置,定位完成;
19.第二步:初始时升降气缸处于缩短状态,滑杆、上夹持爪和下夹持爪位于承载台的下方,通过输送单元带动夹持升降单元运动到冷冲纸板的前端,然后升降气缸伸长,滑杆、上夹持爪和下夹持爪升高,输送单元向后移动使上夹持爪和下夹持爪之间的空隙对插在冷冲纸板的前侧,然后控制夹持气缸缩短,夹持气缸带动上夹持爪下降与下夹持爪配合将冷冲纸板夹紧,然后控制电机一工作带动两个传动带同步运动,进而带动两个滑动座同步运动,进而使滑动座顶端固定的夹持升降单元运动,随之使冷冲纸板运动,实现对冷冲纸板的运送;
20.第三步:通过运送结构将冷冲纸板运送到切刀与切槽之间后,控制压紧气缸伸长,压紧气缸带动压紧块运动将冷冲纸板压紧在承载台上,之后通过控制电机二带动偏心轮旋转,偏心轮带动连杆的一端运动,连杆的另一端带动切刀架在切割结构支架后侧的竖杆上下滑,进而切刀向下与切槽配合将冷冲纸板切割;两侧的切割结构主要是对冷冲纸板的两侧进行切割、修边等操作,横置的切割结构主要是将冷冲纸板分切成不同的大小,切割完成之后,通过承载台后段的两个运送结构交替将切割后的冷冲纸板交替抓取运送;
21.第四步:当承载台后段的运送结构将切割后的冷冲纸板运送到主动辊轮与从动辊轮之间的缝隙内时停止运动,运送结构重新从承载台下方穿行到前端重复抓取运送;在下拉弹簧的作用下,固定轴在转载结构支架顶部的滑槽内下滑,使从动辊轮与主动辊轮将冷冲纸板压在中间,然后控制电机三带动主动辊轮转动,主动辊轮与冷冲纸板摩擦,使冷冲纸板向后运动掉落到堆落结构底架上堆落;
22.第五步:调节堆落结构时,通过旋转调节旋钮,调节旋钮带动双螺旋丝杠转动,双螺旋丝杠带动两个侧向定位板运动,进而使侧向定位板到堆落结构底架之间的距离改变,进而适用于不用宽度的冷冲纸板的堆落,通过调节两个滑杆二在放置架内的长度即可改变后向定位板到前侧定位板之间的距离,进而适用于不同长度的冷冲纸板,调节完成之后通过锁紧旋钮锁紧即可,在冷冲纸板堆落到一定的高度之后,下压推动把手,定位板底端的辊轮接地使放置架翘起,之后即可通过推动把手整体拉出,便于搬运。
23.本发明的有益效果概括为:其一,通过控制定位气缸伸长,定位气缸推动定位板从定位单元固定架内向上斜向滑出,进而定位板推动冷冲纸板运动,对称设置的定位单元分别推动冷冲纸板的前后、左右侧,使冷冲纸板准确定位到中间位置,定位较为精准,且是气缸反应速度快,能进行快速定位;其二,承载台前段的一个运送结构运送未切割的冷冲纸板,承载台后段的两个运送结构交替运送切割后较小的冷冲纸板,形成一对二的方式,相比于一对一的方式极大的提高了运送效率,横置的切割结构和两侧的切割结构能同时对冷冲纸板进行切割、修边等操作,极大的提高了切割效率,进而提高了加工效率,其三:堆落结构能使冷冲纸板纸板进行整齐堆落,同时可根据不同的切割大小进行调节,在转移时,拆卸后向定位单元即可进行转移,不需要拿取堆落料,操作简单,便于转移,极大的提高了转移效率。
附图说明
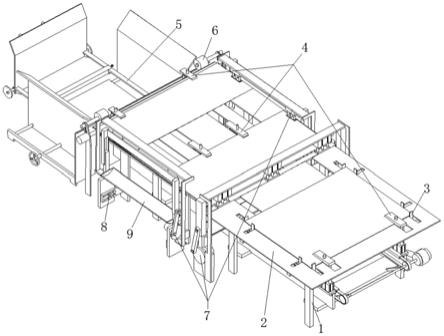
24.图1为本发明的结构示意图;
25.图2为本发明定位结构的结构示意图;
26.图3为本发明运送结构的结构示意图;
27.图4为本发明切割结构的结构示意图;
28.图5为本发明转载结构的结构示意图;
29.图6为本发明堆落结构的结构示意图。
30.图中:1安装架、2承载台、3定位结构、31定位孔、32定位单元、321 定位单元固定架、322定位气缸、323定位板、4运送结构、41轨道槽、42夹持升降单元、421升降气缸、422滑杆、423夹持气缸、424下夹持爪、425上夹持爪、43输送单元、431导轨、432传动带、433滑动座、434电机一、5 堆落结构、51堆落结构底架、52侧向定位板、53后向定位单元、531放置架、 532滑杆二、533后向定位板、534锁紧旋钮、54同步调节单元、541调节旋钮、542滑动杆、543双螺旋丝杠、55前侧定位板、6转载结构、61转载结构支架、62压送单元、621电机三、622主动辊轮、623固定轴、624从动辊轮、 625下拉弹簧、7切割结构、71切割结构支架、72压紧单元、721压紧气缸、 722压紧块、73切刀架、74切刀、75切槽、76动力单元、761电机二、762 偏心轮、763连杆、8调节螺钉、9收集槽。
具体实施方式
31.为了加深对本发明的理解,下面将结合实例和附图对本发明一种冷冲纸板切割间隔堆垛装置作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
32.如图1至图6所示,一种冷冲纸板切割间隔堆垛装置,其特征在于:包括安装架1、固定在安装架1顶端的承载台2、设置在承载台2前端的定位结构3、设置在承载台2中间的运送结构4、设置在承载台2中部的切割结构7、设置在承载台2后端的堆落结构5和设置在承载台2的后端与堆落结构5的前端之间的转载结构6,转载结构6的前端与承载台2的后端承接,转载结构 6的后端与堆落结构5的前端顶部承接,承载台2的前段设置有一个运送结构 4,承载台2的后段设置有两个运送结构4,后段的两个运送结构4一个设在另一个的外侧,且后段的两个运送结构4与前段的一个运送结构4交替转接,切割结构7在承载台2的两侧对应设置有两个,切割结构7在承载台2的中间横向设置有一个;定位结构3包括阵列在承载台2顶面的定位孔31、对应设置在定位孔31内的定位单元32,定位孔31对称设置,且定位孔31内的定位单元32配合使用;运送结构4包括设置在承载台2中间两侧的轨道槽41、设置在轨道槽41内的夹持升降单元42和设置在夹持升降单元2低端的输送单元43,输送单元43带动夹持升降单元42运动;切割结构7包括切割结构支架71、设置在切割结构支架71顶端前侧的压紧单元72、滑动连接在切割结构支架71后侧竖杆上的切刀架73、固定在切刀架73上的切刀74、固定在切割结构支架71前侧的切槽75和安装在切割结构支架71底部的动力单元76,动力单元76带动切刀架73运动,切刀74与切槽75配合使用,切槽75的顶面与承载台2的顶面齐平,切割结构支架71与安装架1之间通过调节螺钉8 连接;堆落结构5包括设置在承载台2后端的堆落结构底架51、设置在堆落结构底架51两侧的侧向定位板52和设置在堆落结构底架51后侧的后向定位单元53,两个侧向定位板52与堆落结构底架51之间通过同步调节单元54连接,后向定位单元53与堆落结构底架51可拆卸连接,堆落结构底架51的前侧固定有前侧定位板55;转载结构6包括转载结构支架61和设置在转载结构支架61顶端的压送单元62;定位单元32主要是对冷冲纸板进行定位,进而确保其后续的切割精度,提高切割质量,夹持升降单元42主要是对冷冲纸板进行夹持,同时自身能进行升降,输送单元43主要是带动升降夹
持单元42 进行运动,进而使夹持的冷冲纸板运动,实现冷冲纸板的运送,压紧单元72 主要是起压紧作用,主要是对切割的冷冲纸板进行压紧,防止切割时出现跑偏的现象,动力单元76主要是带动切刀架73进行运动,进而切刀架73带动切刀74运动实现切割,同步调节单元54主要是同步调节两侧的两个侧向定位板52到堆落架构底架51之间的距离,进而适用于不同宽度的冷冲纸板,后向定位单元53主要是对冷冲纸板的后向定位;定位单元32包括固定在承载台2底端的定位单元固定架321、固定在定位单元固定架321底端的定位气缸322和固定在定位气缸322端头的定位板323,定位气缸322倾斜设置,定位板323与定位单元固定架321滑动连接,定位板323设置在定位孔31的内部,定位板323竖直设置,且定位气缸322缩短时定位板323的顶端与承载台2的顶面齐平,定位气缸322的气路通过管路与外部气压控制系统连通,定位板323的顶端与承载台2的顶面齐平的作用主要是不影响冷冲纸板进行运送;运送单元43包括固定在安装架1内侧的两个导轨431、对应设置在两个导轨431内侧的两个传动带432、对应滑动在两个导轨431上的两个滑动座 433和固定在安装架1一侧的电机一434,同侧的滑动座433与同侧的传动带 432固定连接,带动两个传动带432转动的两个传动辊通过连接轴连接,且连接轴与电机一434的输出轴端部固定连接,电机一434的输入端与外部电路控制系统的输出端电性连接,通过控制电机一434的转动,即可同时控制两个传动带432同步运动,进而使两侧的滑动座433同步运动;夹持升降单元 42包括固定在滑动座433顶端的升降气缸421、固定在升降气缸421端头的滑杆422和夹持气缸423,滑杆422的顶部侧固定有下夹持爪424,夹持气缸 423的端头固定有上夹持爪425,上夹持爪425与滑杆422滑动连接,上夹持爪425与下夹持爪424配合使用,升降气缸421的气路和夹持气缸423的气路通过管路与外部气压控制系统连通,夹持升降单元42主要是对冷冲纸板进行夹持固定,同时能进行升降,作用主要是便于在冷冲纸板底部穿行;压紧单元72包括固定在切割结构支架71顶端前侧的压紧气缸721和固定在压紧气缸721端头的压紧块722,压紧块722与承载台2顶面配合使用,压紧气缸 721的气路通过管路与外部气压控制系统连通,压紧单元72主要是通过压紧气缸721伸缩带动压紧块722将冷冲纸板进行压紧;动力单元76包括固定在切割结构支架71底端的电机二761、固定在电机二761输出轴端的偏心轮762、与偏心轮762的偏心轴活动连接的连杆763,连杆763的另一端与切刀架73 活动连接,电机二761的输入端与外部电路控制系统的输出端电性连接,动力单元76主要是带动切刀架73进行运动,为切刀架73提供动力;同步调节单元54包括固定在堆落结构底架51内的滑动杆542、转动连接在堆落结构底架51内的双螺旋丝杠543和固定在双螺旋丝杠543一端的调节旋钮541,双螺旋丝杠543为一半正螺纹一半反螺纹,两个侧向定位板52分别与双螺旋丝杠543螺纹连接,且两个侧向定位板52对称设置,每个侧向定位板52与两个滑动杆542滑动连接,同步调节单元54主要是同步调节两侧的侧向定位板 52到堆落结构底架71之间的距离;后向定位单元53包括与两个滑动杆542 卡接的放置架531、对应滑动连接在放置架531后侧两个滑孔中的两个滑杆二 532、固定在两个滑杆二532后端的后向定位板533,放置架531的两端螺纹连接有锁紧旋钮534,锁紧旋钮534的内端头与滑杆二532的侧面挤压配合,后向定位板533的后侧面固定有推动把手,后向定位板533的后侧底端设置有辊轮,放置架531主要承放切割后的冷冲纸板,把手和辊轮主要是便于转移切割后的冷冲纸板;压送单元62包括固定在转载结构支架61顶端的电机三621、转动连接在转载结构支架61侧面的主动辊轮622、滑动连接在转载结构支架61顶端滑槽内的固定轴623和转动连接在固定轴623端头的从动辊轮624,
固定轴623与转载结构支架61之间设置有下拉弹簧625,电机三621 的输出轴端部与主动辊轮622的中心固定连接,电机三621的输入端与外部电路控制系统的输出端电性连接,主动辊轮622与从动辊轮624挤压配合,主动辊轮622的顶侧与承载台2的顶面齐平,前侧定位板55的顶端设置在主动辊轮622的后底侧,压送单元62主要是对冷冲纸板进行压紧输送到堆落结构5内,实现转接;还包括收集槽9,切割结构支架71上固定有收集槽9,收集槽9设置在切槽75的正下方,收集槽9主要是对切割后的废料进行收集。
33.使用说明:本发明是这样实现的;
34.第一步:通过外部的吊装设备将冷冲纸板吊到承载台2的前端顶面,之后通过外部的气压控制系统控制定位气缸322伸长,定位气缸322推动定位板323从定位单元固定架321内向上斜向滑出,进而定位板323推动冷冲纸板运动,对称设置的定位单元32分别推动冷冲纸板的前后、左右侧,使冷冲纸板准确定位到中间位置,定位完成;
35.第二步:初始时升降气缸421处于缩短状态,滑杆422、上夹持爪425和下夹持爪424位于承载台2的下方,通过输送单元43带动夹持升降单元42 运动到冷冲纸板的前端,然后升降气缸421伸长,滑杆422、上夹持爪425和下夹持爪424升高,输送单元43向后移动使上夹持爪425和下夹持爪424之间的空隙对插在冷冲纸板的前侧,然后控制夹持气缸423缩短,夹持气缸423 带动上夹持爪425下降与下夹持爪424配合将冷冲纸板夹紧,然后控制电机一434工作带动两个传动带432同步运动,进而带动两个滑动座433同步运动,进而使滑动座433顶端固定的夹持升降单元42运动,随之使冷冲纸板运动,实现对冷冲纸板的运送;
36.第三步:通过运送结构4将冷冲纸板运送到切刀74与切槽75之间后,控制压紧气缸721伸长,压紧气缸721带动压紧块722运动将冷冲纸板压紧在承载台2上,之后通过控制电机二761带动偏心轮762旋转,偏心轮762 带动连杆763的一端运动,连杆763的另一端带动切刀架73在切割结构支架 71后侧的竖杆上下滑,进而切刀74向下与切槽75配合将冷冲纸板切割;两侧的切割结构7主要是对冷冲纸板的两侧进行切割、修边等操作,横置的切割结构7主要是将冷冲纸板分切成不同的大小,切割完成之后,通过承载台2 后段的两个运送结构4交替将切割后的冷冲纸板交替抓取运送;
37.第四步:当承载台2后段的运送结构4将切割后的冷冲纸板运送到主动辊轮622与从动辊轮624之间的缝隙内时停止运动,运送结构4重新从承载台2下方穿行到前端重复抓取运送;在下拉弹簧625的作用下,固定轴623 在转载结构支架61顶部的滑槽内下滑,使从动辊轮624与主动辊轮622将冷冲纸板压在中间,然后控制电机三621带动主动辊轮622转动,主动辊轮622 与冷冲纸板摩擦,使冷冲纸板向后运动掉落到堆落结构底架51上堆落;
38.第五步:调节堆落结构时,通过旋转调节旋钮541,调节旋钮541带动双螺旋丝杠543转动,双螺旋丝杠543带动两个侧向定位板52运动,进而使侧向定位板52到堆落结构底架51之间的距离改变,进而适用于不用宽度的冷冲纸板的堆落,通过调节两个滑杆二532在放置架531内的长度即可改变后向定位板533到前侧定位板55之间的距离,进而适用于不同长度的冷冲纸板,调节完成之后通过锁紧旋钮534锁紧即可,在冷冲纸板堆落到一定的高度之后,下压推动把手,定位板533底端的辊轮接地使放置架531翘起,之后即可通过推动把手整体拉出,便于搬运。
39.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1