一种旋转开锁的EAS标签及其使用方法与流程
一种旋转开锁的eas标签及其使用方法
技术领域
1.本发明涉及一种不仅使用稳定性更好,而且生产效率更快,同时生产成本更低,同时使用效果好的一种旋转开锁的eas标签及其使用方法,属于商品保护技术领域。
背景技术:
2.现有市场的商品保护方案,是基于eas标签与单磁钢上下吸附式开锁配合使用的防盗方式。
3.而本公司所设计的标签都是基于多组磁钢(1个上下吸附,另外至少两个旋转吸附的动态组合),即专用磁性开锁器,这样大大增加了eas标签破解难度,从而提高eas标签的防盗效果,为此本公司及子公司研发设计了一系列匹配此专用磁性开锁器的商品保护装置。
4.如本技术人全资子公司所有的在先专利,cn 210087044 u、名称“一种商品的保护装置”,包括壳体、锁芯件、频率元件和防盗钉,所述壳体内设有锁芯安装腔且锁芯安装腔中设有锁芯件,所述锁芯件中的旋转件在磁性开锁器的驱动下进行旋转时能够推动锁芯柱下移且下移的锁芯柱压缩复位弹簧,所述锁芯安装腔的底面两侧分别开有一道弧形坡道槽且两道弧形坡道槽的坡道顶口处分别设有一个定位凹槽;所述旋转件的下端面设有两个钢球限位凹槽,所述两个钢球限位凹槽内分别设有一颗钢球且两颗钢球停在对应弧形坡道槽的最低处,所述定位凹槽的深度小于等于钢球的半径,或者所述定位凹槽的深度大于钢球的半径。所述壳体内设有环形空腔且环形空腔位于锁芯安装腔外侧,所述环形空腔中设有频率元件。所述壳体包括上盖和下壳;在上盖和下壳扣合形成壳体时上盖中的上锁芯安装腔与下壳中的下锁芯安装腔合拢形成锁芯安装腔、上盖中的上环形空腔与下壳中的下环形空腔合拢形成环形空腔。所述锁芯安装腔的底面开有两个卡槽且两个卡槽位于对应弧形坡道槽的坡底处内侧,所述卡槽与对应弧形坡道槽相互贯通且卡槽的深度大于弧形坡道槽的最大深度,所述旋转件的下端面设有两个钢球卡槽且两个钢球卡槽与对应钢球限位凹槽贯通,在两个钢球限位凹槽位于对应弧形坡道槽坡底处的正上方时两个钢球卡槽位于对应卡槽的正上方。所述锁芯安装腔的底面正中间设有凸柱且凸柱的上端面开有与锁芯柱底面轮廓吻合的凹槽,所述锁芯柱通过锁芯柱的下端头与凹槽插接配合后安装在锁芯安装腔中且锁芯柱与凹槽底面间设有复位弹簧,所述旋转件的下端面正中间开有圆形凹槽且旋转件通过圆形凹槽与凸柱凹凸配合后安装在锁芯安装腔中。所述锁芯柱外圆面下部均匀设有多个凸块,所述凹槽的内壁面上设有多个凸块插槽且凸块插槽的尺寸与凸块的尺寸匹配。所述凸柱的外壁面等距开有三个内陷凹槽,所述凸柱的长度大于圆形凹槽的深度。所述定位凹槽为球面凹槽。 其不足之处在于:该种商品的保护装置,其是通过钢球带动配件(旋转件)旋转从而实现锁芯的解锁,由于装置是通过钢球和旋转件组合作用实现上锁和解锁的,其部件更多(这样装置出现问题的概率更大,生产成本更高),且其内部结构更复杂(这样装置的生产效率更低,同时会进一步增加生产成本)。
技术实现要素:
5.设计目的:为避免背景技术中的不足,设计一种不仅使用稳定性更好,而且生产效率更快,同时生产成本更低,同时使用效果好的一种旋转开锁的eas标签及其使用方法。
6.设计方案:为实现上述设计目的。
7.1、所述锁芯件中的锁芯柱的外周面上设有限位板,所述锁芯安装腔内设有钢球,当标签处于锁定状态时钢球夹在锁芯安装腔的底面和限位板之间;所述限位板的外周面上设有缺口,在旋转的侧面磁钢带动钢球移动并使钢球对准缺口时端面磁钢通过吸引锁芯件中钢珠使锁芯柱压缩弹性元件且钢球位于缺口内,此时标签处于解锁状态的设计,是本发明的技术特征之一。这样设计的目的在于:当使用磁力开锁器进行解锁时,先将eas标签放置在磁力开锁器上,此时侧面磁钢将吸引对应的钢球,钢球在对应的侧面磁钢的吸引下紧贴锁芯安装腔的腔体内壁面且钢球正对对应的侧面磁钢,即钢球就会从游离的无序状态,变成有序状态;之后磁力开锁器旋转,多个旋转的侧面磁钢将带动对应的钢球同步旋转,当钢球旋转至对应缺口的正下方时,即钢球被外部的开锁器旋转着同时带入对应的解锁区时,端面磁钢将带动锁芯柱及限位板一起下移,实现解锁;将eas标签从磁力开锁器上取出,由于吸引力消失,在弹性元件回复力的作用下锁芯柱及限位板一起上行,实现限位板的复位,限位元件恢复原位后,底部空间露出,钢球滚动到卡位区任意处,之后当防盗钉再次被插入eas标签时,锁芯件会卡住防盗钉,使其不能退出锁芯部分,实现上锁;由于本发明使钢球单独变成了卡位件,这样不仅大大减少了eas标签机构组装配件的使用,而且大大简化了eas标签机构的内部结构设计,同时确保了eas标签机构的使用安全性,从而提高整个机构的使用稳定性、降低了整个机构的生产成本、保证了机构的防盗安全性。
8.2、所述锁芯安装腔的腔体内壁面为圆形壁面的设计,是本发明的技术特征之二。这样设计的目的在于:当钢球的个数为多个,特别是为三个以上时,这些处于无序状态下的钢球,在对应的侧面磁钢的吸引下处于有序状态(此时侧面磁钢将吸引对应的钢球,钢球在对应的侧面磁钢的吸引下紧贴锁芯安装腔的腔体内壁面且钢球正对对应的侧面磁钢),由于锁芯安装腔的腔体内壁面为圆形壁面,处于有序状态的多个钢球在多个侧面磁钢的带动下同步且同时移动到对应的解锁区域(缺口所在区域),钢球的个数越多,不仅对限位板的限位具有更好的限制效果,而且能够提高防盗效果(侧面磁钢的数量需要与钢球的数量匹配时,才能解锁,从外部外人是无法了解内部钢球数量的)。
9.3、所述钢球的数量为多个,所述限位板的外周面上设有多个缺口且限位板的下端面通过隔板分隔出多个钢球分隔区,每个分隔区内设置有一个缺口和一个钢球的设计,是本发明的技术特征之三。这样设计的目的在于:所述钢球的数量为多个,所述限位板的外周面上设有多个缺口且限位板的下端面通过隔板分隔出多个钢球分隔区,每个分隔区内设置有一个缺口和一个钢球,隔板防止两个甚至多个钢珠重置在同一区域内(即防止两个甚至多个钢珠被同一个侧面磁钢吸附住),从而避免上述无法解锁的问题出现。
10.4、所述隔板分别位于对应缺口的孔口一侧的设计,是本发明的技术特征之四。这样设计的目的在于:所述隔板分别位于对应缺口的孔口一侧,这样隔板不仅起到防止两个甚至多个钢球重置在同一区域内的问题,而且隔板能够对移动到解锁区域的钢球起到定位作用,确保钢球同时位于对应的解锁区域,从而进一步保证eas标签机构能够正常解锁。
11.5、所述锁芯安装腔的底面设有弹性元件安装槽且弹性元件安装槽的槽口处设有
环形挡板的设计,是本发明的技术特征之五。这样设计的目的在于:所述锁芯安装腔的底面设有弹性元件安装槽且弹性元件安装槽的槽口处设有环形挡板,环形挡板的设置不仅能够对钢球起到限位作用(对钢球卡位区进行限定,避免钢球与弹性体接触),而且环形挡板(环形挡板的高度与钢球的半球径匹配)对下行的限位板也能起到限位作用,避免钢球与缺口处出现卡死的可能。
12.6、所述缺口的两侧壁面呈“八”字形设置,所述缺口的内侧壁面为外凸的弧形面的设计,是本发明的技术特征之六。这样设计的目的在于:所述缺口的两侧壁面呈“八”字形设置,所述缺口的内侧壁面为外凸的弧形面,此缺口的构造不仅能够让下行的限位板更顺畅的通过钢球,而且能够进一步的避免钢球与缺口处出现卡死的可能。
13.技术方案1:一种旋转开锁的eas标签,包括壳体,所述壳体中的锁芯安装腔内设有锁芯件,所述锁芯件中的锁芯柱的外周面上设有限位板,所述锁芯安装腔内设有钢球,在标签处于锁定状态时钢球夹在锁芯安装腔的底面和限位板之间;所述限位板的外周面上设有缺口,当旋转的侧面磁钢带动钢球移动并使钢球对准缺口时端面磁钢通过吸引锁芯件中钢珠使锁芯柱压缩弹性元件且钢球位于缺口内,此时标签处于解锁状态。
14.技术方案2:一种旋转开锁的eas标签的使用方法,包括由多个侧面磁钢和一个端面磁钢组成的磁力开锁器,所述多个侧面磁钢能够同步进行旋转,当使用磁力开锁器进行解锁时,先将壳体放置在磁力开锁器上,此时侧面磁钢将吸引对应的钢球,钢球在对应的侧面磁钢的吸引下紧贴锁芯安装腔的腔体内壁面且钢球正对对应的侧面磁钢;之后磁力开锁器旋转,多个旋转的侧面磁钢将带动对应的钢球同步旋转,当钢球旋转至对应缺口的正下方时,端面磁钢将带动锁芯柱及限位板一起下移,实现解锁。
15.本发明与背景技术相比,一是一种旋转开锁的eas标签使钢球单独变成了卡位件,这样不仅大大减少了eas标签机构组装配件的使用,而且大大简化了eas标签机构的内部结构设计,同时确保了eas标签机构的使用安全性,从而提高整个机构的使用稳定性、降低了整个机构的生产成本、保证了机构的防盗安全性;二是一种旋转开锁的eas标签中隔板的设置,使其具有更好的使用效果。
附图说明
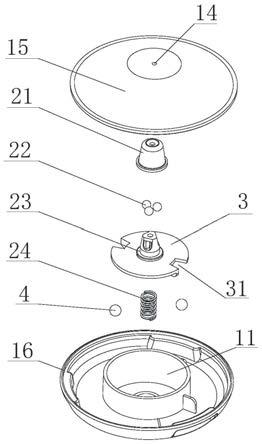
16.图1是一种旋转开锁的eas标签的爆炸结构示意图。
17.图2是一种旋转开锁的eas标签(上锁状态)的剖视结构示意图。
18.图3是锁芯件和限位板装配后的仰视结构示意图。
19.图4是锁芯件和限位板装配后的俯视结构示意图。
20.图5是一种旋转开锁的eas标签(解锁状态)的剖视结构示意图。
21.图6是一种旋转开锁的eas标签放置在磁力开锁器上时(磁力开锁器未旋转)的剖视结构示意图。
22.图7是一种旋转开锁的eas标签放置在磁力开锁器上时(磁力开锁器旋转后)的剖视结构示意图。
23.图8是侧面磁钢对处于无序状态的钢球进行吸引的结构示意图。
24.图9是侧面磁钢将无序状态的钢球调整到有序状态的结构示意图。
25.图10是在旋转的侧面磁钢的带动下钢球到达解锁区域时的结构示意图。
具体实施方式
26.实施例1:参照附图1
‑
图10。一种旋转开锁的eas标签,包括壳体1,所述壳体1由上壳体15和下壳体16构成,所述上壳体15上设有供防盗钉钉杆通过的通孔14,所述通孔14一端与外界相通、一端与锁芯安装腔11相通,防盗钉的钉杆在通过通孔14后能够进入锁芯件2的锁芯孔内且锁芯件2能够锁住防盗钉的钉杆,所述壳体1中的锁芯安装腔11内设有锁芯件2,所述锁芯件2中的锁芯柱23的外周面上设有限位板3,所述锁芯安装腔11内设有钢球4,在标签处于锁定状态时钢球4夹在锁芯安装腔11的底面和限位板3之间;上锁状态:钢球4在卡位区内无约束移动,卡位区为除缺口31之外的区域,与此同时限位板3上下是被约束的(限位板3上面被锁芯安装腔11的顶壁限定、下面被钢球4限定),通过钢球4的卡位,使限位板3无法上下移动,同时限位板3与锁芯柱23是固定一体的,这样也就同时限制了锁芯柱23,使得其也无法上下移动;所述限位板3的外周面上设有缺口31,当旋转的侧面磁钢5带动钢球4移动并使钢球4对准缺口31时端面磁钢6通过吸引锁芯件2中钢珠使锁芯柱23压缩弹性元件24且钢球4位于缺口31内,此时标签处于解锁状态;解锁状态:钢珠在解锁区内,解锁区为缺口31所在区域,此时限位板3上下无约束,由于没有了钢球4的卡位,使限位板3及锁芯柱23可以上下移动。
27.本发明的使用过程:一、当防盗钉被插入eas标签时,锁芯件2会卡住防盗钉,使其不能退出锁芯部分;二、当使用本公司定制的磁性开锁器(由多个侧面磁钢5和一个端面磁钢6组成的磁力开锁器,所述多个侧面磁钢5能够同步进行旋转)时,钢球4会从无序状态进入有序状态,即此时侧面磁钢5将吸引对应的钢球4,钢球4在对应的侧面磁钢5的吸引下紧贴锁芯安装腔11的腔体内壁面且钢球4正对对应的侧面磁钢5,之后旋转磁力开锁器(多个旋转的侧面磁钢5将带动对应的钢球4同步旋转),从而带入解锁区,即钢球4旋转至对应缺口31的正下方;三、底部磁钢吸附限位件(即端面磁钢6将带动锁芯柱23及限位板3一起下移),从而带动锁芯件2解锁防盗钉。
28.所述锁芯安装腔11的腔体内壁面为圆形壁面或椭圆形壁面。所述钢球4的数量为多个,优选的钢球4的数量为两个,所述限位板3的外周面上设有多个缺口31且限位板3的下端面通过隔板7分隔出多个钢球分隔区,每个分隔区内设置有一个缺口31和一个钢球4。所述隔板7分别位于对应缺口31的孔口一侧。所述锁芯安装腔11的底面设有弹性元件安装槽12且弹性元件安装槽12的槽口处设有环形挡板13。所述缺口31的两侧壁面呈“八”字形设置,所述缺口31的内侧壁面为外凸的弧形面。
29.所述锁芯件2包括钢碗21、多个钢珠22、锁芯柱23和弹性元件24,钢碗21、多个钢珠22、锁芯柱23和弹性元件24组装形成的锁芯件2为本领域的现有技术,在此不赘述。所述弹性元件24为弹簧;所述钢珠22的优选个数为三个。
30.实施例2:在实施例1的基础上。一种旋转开锁的eas标签的使用方法,包括由多个侧面磁钢5和一个端面磁钢6组成的磁力开锁器,所述多个侧面磁钢5能够同步进行旋转,当使用磁力开锁器进行解锁时,先将壳体1放置在磁力开锁器上,此时侧面磁钢5将吸引对应的钢球4,钢球4在对应的侧面磁钢5的吸引下紧贴锁芯安装腔11的腔体内壁面且钢球4正对对应的侧面磁钢5,即钢球4就会从游离的无序状态,变成对角(钢球4为两个时)的有序状态;之后磁力开锁器旋转,多个旋转的侧面磁钢5将带动对应的钢球4同步旋转,当钢球4旋转至对应缺口31的正下方时,即钢球4被外部的开锁器旋转着同时带入对应的解锁区时,端
面磁钢6将带动锁芯柱23及限位板3一起下移,实现解锁,即锁芯柱23及限位板3被外部磁钢吸下去,从而达到解锁目的。
31.将壳体1从磁力开锁器上取出,由于吸引力消失,在弹性元件24回复力的作用下锁芯柱23及限位板3一起上行,实现限位板3的复位,限位元件恢复原位后,底部空间露出,钢球4滚动到卡位区任意处。当防盗钉再次被插入eas标签时,锁芯件2会卡住防盗钉,使其不能退出锁芯部分。
32.需要理解到的是:上述实施例虽然对本发明的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本发明设计思路的简单文字描述,而不是对本发明设计思路的限制,任何不超出本发明设计思路的组合、增加或修改,均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1