螺纹刀及装置的制作方法
1.本发明是关于螺纹加工领域,特别是关于一种螺纹刀及装置。
背景技术:
2.现有的陶瓷螺纹刀,其刃面多采用30度等常规夹角,但是这些螺纹刀在生产加工时会致使加工螺纹存在“不通”“不直”的问题,从而影响加工效率和成品率。
3.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本发明的目的在于提供一种螺纹刀及装置,其通过对螺纹刀的刀刃结构进行设计能够有效改善传统陶瓷螺纹刀在加工时锁存在的固有缺陷,从而有效改善加工质量和加工效率。
5.为实现上述目的,本发明的实施例提供了螺纹刀,包括刀杆和刀头,刀头形成有刃部,刃部包括第一刃面和第二刃面,第一刃面与第二刃面之间所成的夹角为55
°±1°
。
6.在本发明的一个或多个实施方式中,刀头上以第一刃面和第二刃面连接所形成的刃尖所在的面为界面,第一刃面与界面的夹角为27
°±1°
。
7.在本发明的一个或多个实施方式中,刀头主体为近圆盘形,第一刃面和第二刃面为圆盘的两个对面并相对设置,刃部形成于刀头的圆周位置。
8.在本发明的一个或多个实施方式中,刀头包括主体以及形成于主体表面的钎焊层。
9.在本发明的一个或多个实施方式中,钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。
10.在本发明的一个或多个实施方式中,磨料至少包括人造金刚石、立方氮化硼中的一种。
11.在本发明的一个或多个实施方式中,人造金刚石为smd人造金刚石或 mbd人造金刚石或dmd人造金刚石中的至少一种。
12.在本发明的一个或多个实施方式中,磨料的粒径限制为最大径为1
‑
2mm。
13.在本发明的一个或多个实施方式中,装置,包括如前述的螺纹刀。
14.在本发明的一个或多个实施方式中,还包括用于驱动连接螺纹刀的驱动结构。
15.与现有技术相比,根据本发明实施方式的一种螺纹刀及装置,针对现有陶瓷螺纹刀在加工螺纹时存在的缺陷,通过合理设计螺纹刀的结构,从而极大地改善了加工质量和加工精度,同时提升了加工作业的效率和良品率。
附图说明
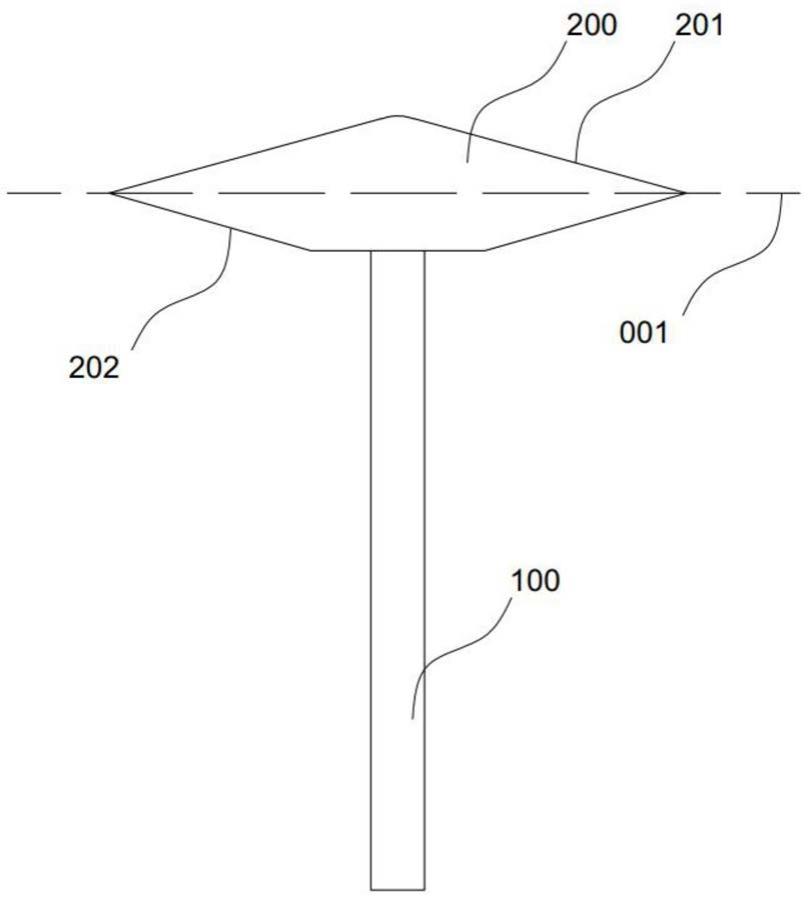
16.图1是根据本发明一实施方式的主视方向的结构示意图;
17.图2是根据本发明两种实施方式的俯视方向的结构示意图。
具体实施方式
18.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
19.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
20.如图1所示,根据本发明优选实施方式的螺纹刀,包括刀杆100,刀杆 100通常为一个规则的柱体结构,该柱体结构可以为圆柱或者圆柱,其目的在于提供一个稳定的连接结构,用于连接驱动该螺纹刀的装置,从而可以由电机等驱动刀杆100并带动刀头200工作,进行螺纹磨削作业,完成螺纹的加工。
21.在一个实施方式中,刀头200,其连接到刀杆100端部,并且刀头200形成有刃部,这里的刃部可以是连续的,也可以是间断而不连续的,通过刃部在旋转过程中完成螺纹加工作业。刃部包括第一刃面201和第二刃面202,无论刃部是连续的还是间断不连续的状态下,刀头200的重心和质心在最优状态下hi应当与转轴重合的,当然受限于工艺等原因,发生许可范围内的偏移也是允许的,第一刃面201与第二刃面202之间所成的夹角为55
°±1°
。此外,第一刃面201和第二刃面202其各自以中轴为对称线具有对称结构,或者以经过中轴的点具有中心对称结构。
22.在一个实施方式中,刀头200主体为近圆盘形,第一刃面201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置。此时,如图所示的,第一刃面201和第二刃面202可以分别形成了刀头200主体的两个盘面结构。
23.实施例1
24.本实施例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,如图2a所示,刀头200形成有刃部,刃部包括第一刃面201和第二刃面 202,第一刃面201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为27
°
,第二刃面202与界面001的夹角为28
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为lmm的smd 人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
25.实施例2
26.本实施例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为28
°
,第二刃面202 与界面001的夹角为27
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为2mm且体积比1∶1的dmd 人造金刚石、立方氮化硼的混合颗粒。
这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
27.实施例3
28.本实施例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形并且在圆盘的圆周外具有突出的三分结构(即形成有3个突出的刃部,这里的三分并非指严格数学意义的三等分,允许有合理的偏差,满足螺纹刀的运作需求即可,当然三等分是最优方案),如图2b所示,刃部包括第一刃面 201和第二刃面202,从而使得刃部形成为刀头200的圆周位置的间断的刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为27
°
,第二刃面202与界面001的夹角为 28
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1.5mm的mbd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
29.实施例4
30.本实施例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形并且在圆盘的圆周外具有突出的三分结构(即形成有3个突出的刃部,这里的三分并非指严格数学意义的三等分,允许有合理的偏差,满足螺纹刀的运作需求即可,当然三等分是最优方案),刃部包括第一刃面201和第二刃面 202,从而使得刃部形成为刀头200的圆周位置的间断的刃结构,以第一刃面 201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为28
°
,第二刃面202与界面001的夹角为27
°
。刀头200 包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1.3mm的smd人造金刚石、mbd人造金刚石的混合颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
31.对比例1
32.本对比例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为30
°
,第二刃面202 与界面001的夹角为30
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1mm的smd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
33.对比例2
34.本对比例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为25
°
,第二刃面202 与界面001的夹角为30
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1mm的smd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
35.对比例3
36.本对比例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为25
°
,第二刃面202 与界面001的夹角为25
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1mm的smd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
37.对比例4
38.本对比例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为45
°
,第二刃面202 与界面001的夹角为45
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1mm的smd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
39.对比例5
40.本对比例中的螺纹刀,包括刀杆100和刀头200,刀头200主体为近圆盘形,刀头200形成有刃部,刃部包括第一刃面201和第二刃面202,第一刃面 201和第二刃面202为圆盘的两个对面并相对设置,刃部形成于刀头200的圆周位置的连续刃结构,以第一刃面201和第二刃面202连接所形成的刃尖所在的面为界面001,第一刃面201与界面001的夹角为45
°
,第二刃面202 与界面001的夹角为30
°
。刀头200包括合金材质的主体部分以及形成于主体表面的钎焊层。钎焊层包括分散于主体表面的磨料以及用钎料通过钎焊形成并用于固定磨料的钎焊结构。磨料是最大径为1mm的smd人造金刚石颗粒。这里的钎料可以为银基钎料或者钛基钎料或者其它的钎料。
41.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1