一种自动送料的铝材加工用切割装置及施工方法与流程
一种自动送料的铝材加工用切割装置及施工方法
1.技术领域:本发明涉及一种管道侧切装置及施工方法,特别涉及一种自动送料的铝材加工用切割装置及施工方法。
2.
背景技术:
在对铝合金管道进行侧切时,传统的做法为:
①
、将管道搬至夹具内,并进行夹紧固定;
②
、工作人员在管道侧面进行切割标记划线,最后工作人员利用电锯沿划线标记处进行切割;上述做法的弊端为:
①
、切割处所在的工作台较高,管道需要人工搬运至工作台的切割处,比较麻烦;
②
、切割时,容易出现打滑、偏斜的情况,降低了切割的质量。
3.
技术实现要素:
本发明所要解决的技术问题是:克服现有技术的不足,提供一种自动送料的铝材加工用切割装置及施工方法,能够快速对铝合金管道进行移动及切割,同时避免铝合金管道切割过程中出现偏斜、打滑的情况。
4.本发明为解决技术所采取的技术方案是:一种自动送料的铝材加工用切割装置,包括工作台、支腿和斜板,所述工作台底部的两侧分别设置有支腿,所述工作台的右侧设置斜板,且在斜板上滑动连接有送料组件,所述送料组件由底板、手柄和弧形支撑板组成;所述工作台的中间位置处挖设有第一弧形凹槽,且在第一弧形凹槽左侧一端插设有电锯固定组件,所述电锯固定组件由支撑台、第二插件和弹性固定带组成;所述第一弧形凹槽内设置有第二导向滚轮,所述第一弧形凹槽外部的右侧设置有第一导向滚轮。
5.所述斜板与工作台呈135
°
夹角分布。
6.所述第一弧形凹槽的两侧分别对应挖设有至少两个第一通孔,且在左、右相对应的第一通孔内插设有第一插件,所述第一插件的底部贯穿工作台,且在第一插件的底部套设有压板,并在压板下方的第一插件上设置有螺母;所述第一插件呈u型状分布,所述螺母通过螺纹与第一插件的支腿连接在一起。
7.所述第一插件顶部中心的内壁处设置有顶部导向轮。
8.所述斜板的左端通过转轴与设置在工作台右侧的轴套转动连接在一起,且在轴套的上方设置有导向辊;所述斜板上挖设有位移凹槽,且在位移凹槽的上方通过滑块滑动连接有底板,所述底板上设置有弧形支撑板,且在弧形支撑板的背面与底板之间设置有加强板;所述底板的两端分别设置有手柄。
9.所述斜板的左端与工作台右侧的中间位置处固定来接在一起,且在斜板左端的上方设置有导向辊;所述斜板上挖设有位移凹槽,且在位移凹槽的上方通过滑块滑动连接有底板,所述底板上设置有弧形支撑板,且在弧形支撑板的背面与底板之间设置有加强板;所述底板的两端分别设置有手柄。
10.所述支撑台一侧的中部设置有第一定位环,且在第一定位环下方的两侧分别设置有第二定位环,所述第一定位环上设置有弹性固定带,且固定带的另一端设置有钩子。
11.所述第一弧形凹槽内挖设有至少两个第二凹槽,且第二凹槽内设置有第二导向滚
轮;所述第一弧形凹槽右侧的工作台上挖设有至少一个第一凹槽,且在第一凹槽内设置有第一导向滚轮。
12.所述的一种自动送料的铝材加工用切割装置的施工方法,包括如下步骤:
①
、将底板移动位移凹槽的最底部;
②
、将第一插件、第二插件分别从对应的工作台或支撑台上取出;
③
、将手持式电锯放置在支撑台的第二凹槽内,将第二插件插设在第二插孔内,将电锯两端压紧;最后通过弹性固定带对电锯中部进行缠绕,再次进行固定;弹性固定带的钩子最后钩在第二定位环上;
④
、将待切割的铝合金管道放置弧形支撑板内,工作人员手扶手柄,并沿着位移凹槽移动,直至铝合金管道沿着导向辊移动至第一弧形凹槽内;
⑤
、将第一插件插设在第一弧形凹槽两侧的第一插孔内,并通过压板和螺母进行固定,第一插件满足顶部的导线轮与铝合金顶部管道紧密接触在一起;
⑥
、根据铝合金管道的侧面切割的位置,调节电机在第二弧形凹槽内的位置,同时调节插板在导向套内的位置,最后通过定位螺栓进行固定;
⑦
、对铝合金管道进行局部调整,使铝合金管道一端与电锯所在位置对齐;
⑧
、启动电锯,同时工作人员推动铝合金管道,即可进行管道侧面进行切割。
13.本发明的积极有益效果是:1、本发明通过在工作台右侧设置有斜板,并斜板上滑动连接有送料组件,便于工作人员快速将管道移动至工作台上,同时在底板的两侧设置有手柄,便于工作人员的施工;通过在斜板左端的轴套上设置有导向辊,当管道移动至位移凹槽最上端时,工作人员滚动管道即可将管道移动至第一弧形凹槽内,省时省力。
14.2、本发明通过在第一弧形凹槽及第一插件上分别设置有第二导向滚轮和顶部导向轮,便于管道切割时,能够横向移动,同时尤其到限位的作用,使切割出来的管道工整、不偏斜。
15.3、本发明通过在工作台左侧的一端设置有电锯固定组件,既能够将对电锯进行固定,还可以根据管道切割的位置进行自由调整,使用方便,操作简单。
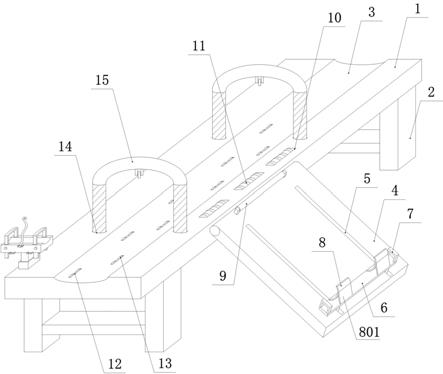
16.附图说明:图1为本发明的结构示意图;图2为本发明电锯固定组件的结构示意图;图3为本发明第一插件的结构示意图。
17.具体实施方式:下面结合附图对本发明作进一步的解释和说明:实施例:参见图1
‑
图3,一种自动送料的铝材加工用切割装置,包括工作台1、支腿2和斜板4,在工作台1底部的两侧分别设置有支腿2,工作台1的右侧固定连接有斜板4,且在斜板4上滑动连接有送料组件,送料组件由底板6、手柄7和弧形支撑板8组成;工作台的中间位置处挖设有第一弧形凹槽3,且在第一弧形凹槽3左侧一端插设有电锯固定组件,电锯固定组件由支撑台19、第二插件21和弹性固定带24组成;第一弧形凹槽3内设置有第二导向滚轮13,第一弧形凹槽3外部的右侧设置有第一导向滚轮11。
18.斜板4与工作台1呈135
°
夹角分布。
19.第一弧形凹槽3的两侧分别对应挖设有至少两个第一通孔14,且在左、右相对应的第一通孔14内插设有第一插件15,第一插件15的底部贯穿工作台1,且在第一插件15的底部套设有压板152,并在压板152下方的第一插件15上设置有螺母153;第一插件15呈u型状分布,螺母153通过螺纹与第一插件15的支腿连接在一起。
20.第一插件15顶部中心的内壁处设置有顶部导向轮151。
21.斜板4的左端通过转轴与设置在工作台1右侧的轴套转动连接在一起,且在轴套的上方设置有导向辊9;斜板4上挖设有位移凹槽5,且在位移凹槽5的上方通过滑块滑动连接有底板6,底板6上设置有弧形支撑板8,且在弧形支撑板8的背面与底板6之间设置有加强板801;底板6的两端分别设置有手柄7。
22.斜板4的左端与工作台1右侧的中间位置处固定来接在一起,且在斜板4左端的上方设置有导向辊9;斜板4上挖设有位移凹槽5,且在位移凹槽5的上方通过滑块滑动连接有底板6,底板6上设置有弧形支撑板8,且在弧形支撑板8的背面与底板6之间设置有加强板801;底板6的两端分别设置有手柄7。
23.支撑台19一侧的中部设置有第一定位环21,且在第一定位环21下方的两侧分别设置有第二定位环23,第一定位环21上设置有弹性固定带24,且固定带24的另一端设置有钩子25。
24.第一弧形凹槽3内挖设有至少两个第二凹槽12,且第二凹槽12内设置有第二导向滚轮13;第一弧形凹槽3右侧的工作台1上挖设有至少一个第一凹槽10,且在第一凹槽10内设置有第一导向滚轮11。
25.上述的一种自动送料的铝材加工用切割装置的施工方法,包括如下步骤:
①
、将底板6移动位移凹槽5的最底部;
②
、将第一插件、第二插件分别从对应的工作台或支撑台上取出;
③
、将手持式电锯放置在支撑台的第二凹槽20内,将第二插件21插设在第二插孔21a内,将电锯两端压紧;最后通过弹性固定带24对电锯中部进行缠绕,再次进行固定;弹性固定带24的钩子最后钩在第二定位环上;
④
、将待切割的铝合金管道放置弧形支撑板8内,工作人员手扶手柄7,并沿着位移凹槽5移动,直至铝合金管道沿着导向辊9移动至第一弧形凹槽3内;
⑤
、将第一插件15插设在第一弧形凹槽3两侧的第一插孔14内,并通过压板152和螺母153进行固定,第一插件满足顶部的导线轮151与铝合金顶部管道紧密接触在一起;
⑥
、根据铝合金管道的侧面切割的位置,调节电机在第二弧形凹槽内的位置,同时调节插板18在导向套16内的位置,最后通过定位螺栓17进行固定;
⑦
、对铝合金管道进行局部调整,使铝合金管道一端与电锯所在位置对齐;
⑧
、启动电锯,同时工作人员推动铝合金管道,即可进行管道侧面进行切割。
26.上述描述中,若第一插孔14的位置满足,切割时,铝合金管道位于第一插件内;同时第一插件的位置还满足:位于电锯固定组件的一侧。
27.上述描述中,顶部导向轮151的位置位于第一弧形凹槽上方中间的位置处。
28.上述描述中,电锯固定组件上的弹性固定带使用时,固定带环绕电锯手柄进行固定,应该避开插板的所在位置,并沿着插板两侧进行交叉缠绕。
29.上述描述中,位移凹槽的上端位于导向辊的下方。
30.上述描述中,斜板的长度满足,斜板底部与地面接触即可。
31.上述描述中,第二插件底部的长度满足:当第二插件插设在第二插孔内,第二插件底部与工作台的台面之间不接触。
32.上述描述中,第二导向滚轮的运动方向与第一弧形凹槽的走向一致;而第一导向滚轮的运动方向与位移凹槽的走向一致。
33.本发明通过在斜板上滑动连接有上料组件,便于工作人员将管道移动至工作台上;通过在第一弧形凹槽两侧设置第一插件,便于对管道进行固定,通过起到切割导向的作用;通过在工作台一侧设置电锯固定组件,能够对电锯进行固定及局部调整,避免切割出现偏斜的情况,优化了施工步骤,提高了施工效率及施工质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1