一种铜箔生产分剪自动化加工设备的制作方法
1.本发明涉及铜箔加工领域,特别涉及一种铜箔生产分剪自动化加工设备。
背景技术:
2.铜箔由铜加一定比例的其它金属打制而成,其是锂离子电池及印制电路板中关键性的导电材料,铜箔是一种阴质性电解材料,沉淀于电路板基底层上的一层薄的、连续的金属箔。
3.铜箔根据生产方式的不同分为电解铜箔和压延铜箔,电解铜箔过程主要包括电解溶铜、表面处理和分切处理,压延铜箔主要包括热压、回火韧化、冷轧、酸洗、分切等工序制成,其中在分切环节,需要根据客户或生产要求将铜箔分切成相应大小的尺寸,而在铜箔的分切过程中会出现以下问题:铜箔在处于无外部压制作用的平铺状态接接受分切期间,其较易出现偏移的状况,而此状况则易造成铜箔裁切尺寸有误,同时因铜箔平铺时的整体平整度较低,以致后续铜箔分切断口的质量较低。
技术实现要素:
4.为了解决上述技术问题,本发明提供一种铜箔生产分剪自动化加工设备,包括立架、芯轴、固定板、限位板、固定机构和分切机构,所述的立架安装在已有地面上,立架的上端安装有芯轴,芯轴的后端套设有固定板,固定板位于立架的前侧,芯轴的前端通过螺纹配合方式安装有限位板,立架的右侧设置有固定机构,固定机构置于已有地面上,固定机构的上端设置有分切机构。
5.所述的固定机构包括分切台、压板、竖板、连接板、一号电动推杆、倒l型架、一号电动滑块、二号电动推杆、衔接板和滚轴,分切台置于已有地面上,分切台左端的上方设置有压板,压板的下端面前后对称安装有竖板,竖板的下端之间连接有连接板,连接板的上端面与分切台的下端面之间通过一号电动推杆相连,一号电动推杆前后对称排布,分切台的右侧设置有倒l型架,倒l型架置于已有地面上,倒l型架的水平段前后对称安装有一号电动滑块,一号电动滑块的下端安装有二号电动推杆,二号电动推杆的下端安装有衔接板,衔接板的上端向右倾斜,衔接板的下端之间通过销轴转动安装有滚轴,滚轴位于分切台的上方,通过人工方式取下限位板,然后将通过现有收卷器械收卷成型的铜箔卷套于线轴上并使铜箔卷的后端抵于固定板的前端,紧接着安装限位板以使铜箔卷得到相对固定,随后通过人工方式拉动铜箔以使铜箔覆盖于分切台上,接下来通过一号电动推杆向下推动连接板,连接板带动竖板同步运动,竖板带动压板同步运动,直至压板压制铜箔,铜箔的拉动端被固定后,通过二号电动推杆使滚轴向下运动直至滚轴紧贴铜箔,然后通过一号电动滑块带动二号电动推杆向左运动,二号电动推杆通过衔接板带动滚轴同步运动,滚轴同步自转,在此过程中,滚轴可对铜箔进行捋平处理,当滚轴运动至分切台的左端后,通过二号电动推杆使滚轴再向下运动而紧紧压制铜箔,随后通过分切机构对分切台上的铜箔进行分切处理。
6.所述的分切机构包括三号电动推杆、顶板和切刀,倒l型架水平段的下方设置有顶
板,顶板的上端面和倒l型架水平段的下端面之间连接有三号电动推杆,三号电动推杆从左往右等距离排布,顶板位于二号电动推杆之间,顶板的下端从左往右等距离设置有切刀,切刀位于滚轴的上方,通过三号电动推杆向下推动顶板,顶板带动切刀同步运动,直至切刀切穿铜箔,单次铜箔分切工作完成后,切刀通过三号电动推杆、滚轴通过一号电动滑块和二号电动推杆之间的配合回至原位,压板通过一号电动推杆松离铜箔,然后通过人工方式拾取铜箔切片,之后按照上述操作步骤完成所有铜箔的分切处理。
7.优选技术方案一:所述的固定板和立架之间设置有卡扣,卡扣卡套在芯轴上,卡扣的前端面与固定板的后端面接触,通过人工方式松动卡扣上配套使用的螺栓,然后整体移动卡扣和固定板来调整固定板与芯轴右端面之间的距离,以此来保证不同长度的铜箔卷均可正对分切台的正中位置,进而避免出现铜箔无法接受分切处理的现象,在固定板的位置调整结束后,通过人工方式再次拧紧卡扣上配套使用的螺栓以固定卡扣。
8.优选技术方案二:所述的分切台上端的前后两端对称安装有二号电动滑块,二号电动滑块左右对称排布,二号电动滑块远离分切台的一端安装有竖直板,左右正相对的竖直板的上端之间滑动连接有展板,当滚轴运动至分切台的左端后,通过人工方式向上抬动展板,然后通过二号电动滑块带动竖直板朝着分切台的中心运动,当展板位于铜箔侧端的上方后,通过人工方式使展板向下运动直至展板压紧铜箔,随后再次通过二号电动滑块带动竖直板朝分切台外侧运动,在此过程中,展板在人力的作用下压紧铜箔并随竖直板同步运动,铜箔受到前后双向的拉扯力作用,此操作的目的是为了提高铜箔的展平度,进而提高铜箔分切断口处的质量,在展板对铜箔作用结束后,通过二号电动推杆使滚轴再向下运动而紧紧压制铜箔,之后再进行铜箔的分切处理。
9.优选技术方案三:所述的顶板的下端从左往右等距离开设有安装槽,安装槽的数量多于切刀的数量,切刀的上端卡接于位置对应的安装槽内,切刀上端的前后两端对称安装有紧固板,紧固板贴于顶板的侧端面,紧固板的左右两端均通过紧固螺栓与顶板相连,切刀在通过紧固板与紧固螺栓之间配合下和顶板之间形成组合拼装式结构,而此组合拼装式结构可便于调整切刀之间的距离,进而可根据分切要求调整铜箔分切片的整体尺寸。
10.优选技术方案四:所述的分切台的后端的上方设置有平板,平板位于滚轴的后侧,平板的下端安装有海绵块,海绵块的下端面与分切台的上端面接触,平板的下端面左右对称安装有连接件,连接件的下端与分切台的侧端之间滑动连接,在完成单卷铜箔卷的分切处理后,通过人工方式使平板和海绵块整体沿分切台的上端面向前运动,海绵块对分切台上端面残留的铜箔屑进行清除,进而降低铜箔屑影响后续铜箔的展平度。
11.优选技术方案五:所述的连接件包括竖向板和卡轴,竖向板的上端与平板的下端面固定连接,竖向板的下端卡套有卡轴,卡轴的一端与分切台的侧端之间滑动连接,通过人工方式拔出卡轴,然后向上抬起竖向板直至其与平板整体脱离分切台,随后便可对海绵块进行清洁,以避免海绵块表面积累过多的铜箔屑。
12.优选技术方案六:所述的分切台前端的上端开设有卡接槽,卡接槽内卡接有承接屉,海绵块将铜箔屑向前推动,铜箔屑最终落于承接屉内,并集中储于承接屉内,之后再集中处理铜箔屑,此操作可降低铜箔屑对工作地面的污染,同时也便于提高铜箔屑的回收率。
13.优选技术方案七:所述的切刀的下端滑动安装有校正块,校正块的上端设置有凸起结构,凸起结构与顶板的下端面之间滑动连接,当切刀使用了一段时间后,通过人工方式
将校正块自下而上套于切刀的前端,然后沿着切刀向后移动校正块,当切刀的刀刃部位存在较小变形时,校正块可恢复较小的变形部位,而当切刀的刀刃部位存在较大变形时,校正块的移动会受到阻碍,由此可反映出切刀需要接受更换处理。
14.优选技术方案八:所述的校正块前端的内表面安装有海绵层,校正块沿切刀自前向后运动的过程中,海绵层可对切刀起到表面清理的作用。
15.本发明具备以下有益效果:1、本发明设计的一种铜箔生产分剪自动化加工设备,采用了外加平整结构的设计理念,本发明可对展开的铜箔进行双向侧端压制,以此来提高铜箔于分切过程中的稳定度,同时还增设有提高铜箔展平度的结构,以此来利于后续铜箔的快速分切,进而大大提高了铜箔的分切质量。
16.2、本发明中的展板可使铜箔受到前后双向的拉扯力作用,此作用可提高铜箔的展平度,进而提高了铜箔分切断口处的质量。
17.3、本发明中的切刀在通过紧固板与紧固螺栓之间配合下和顶板之间形成组合拼装式结构,而此组合拼装式结构可便于调整切刀之间的距离,进而可根据分切要求调整铜箔分切片的整体尺寸。
18.4、本发明中的卡扣和固定板的位置可进行调整,以此来保证不同长度的铜箔卷均可正对分切台的正中位置,进而避免出现铜箔无法接受分切处理的现象。
附图说明
19.下面结合附图和实施例对本发明进一步说明。
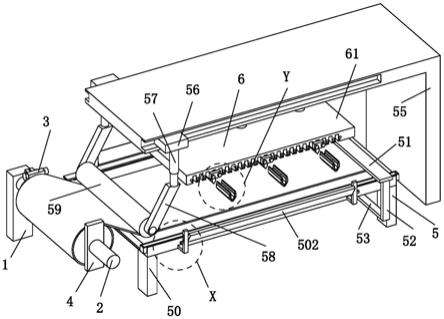
20.图1为本发明在安装有铜箔卷下的立体结构示意图;
21.图2为图1的主视图(从前往后看);
22.图3为图2的a-a向剖视图;
23.图4为图1中附图标记为x的放大图;
24.图5为图1中附图标记为y的放大图;
25.图6为分切台及分切台所连部分结构的立体示意图;
26.图7为立架、芯轴以及芯轴所连结构的立体结构示意图;
27.图8为顶板、切刀、紧固板、紧固螺栓和校正块整体立体结构示意图。
28.图中:1、立架;2、芯轴;3、固定板;30、卡扣;4、限位板;5、固定机构;6、分切机构;50、分切台;500、二号电动滑块;501、竖直板;502、展板;503、平板;504、连接件;505、竖向板;506、卡轴;507、承接屉;51、压板;52、竖板;53、连接板;54、一号电动推杆;55、倒l型架;56、一号电动滑块;57、二号电动推杆;58、衔接板;59、滚轴;60、三号电动推杆;61、顶板;610、紧固板;611、紧固螺栓;62、切刀;620、校正块。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.参阅图1和图2,一种铜箔生产分剪自动化加工设备,包括立架1、芯轴2、固定板3、
限位板4、固定机构5和分切机构6,所述的立架1安装在已有地面上,立架1的上端安装有芯轴2,芯轴2的后端套设有固定板3,固定板3位于立架1的前侧,芯轴2的前端通过螺纹配合方式安装有限位板4,立架1的右侧设置有固定机构5,固定机构5置于已有地面上,固定机构5的上端设置有分切机构6。
31.参阅图1、图2和图3,所述的固定机构5包括分切台50、压板51、竖板52、连接板53、一号电动推杆54、倒l型架55、一号电动滑块56、二号电动推杆57、衔接板58和滚轴59,分切台50置于已有地面上,分切台50左端的上方设置有压板51,压板51的下端面前后对称安装有竖板52,竖板52的下端之间连接有连接板53,连接板53的上端面与分切台50的下端面之间通过一号电动推杆54相连,一号电动推杆54前后对称排布,分切台50的右侧设置有倒l型架55,倒l型架55置于已有地面上,倒l型架55的水平段前后对称安装有一号电动滑块56,一号电动滑块56的下端安装有二号电动推杆57,二号电动推杆57的下端安装有衔接板58,衔接板58的上端向右倾斜,衔接板58的下端之间通过销轴转动安装有滚轴59,滚轴59位于分切台50的上方。
32.通过人工方式取下限位板4,然后将通过现有收卷器械收卷成型的铜箔卷套于线轴上并使铜箔卷的后端抵于固定板3的前端,紧接着安装限位板4以使铜箔卷得到相对固定,随后通过人工方式拉动铜箔以使铜箔覆盖于分切台50上,接下来通过一号电动推杆54向下推动连接板53,连接板53带动竖板52同步运动,竖板52带动压板51同步运动,直至压板51压制铜箔,铜箔的拉动端被固定后,通过二号电动推杆57使滚轴59向下运动直至滚轴59紧贴铜箔,然后通过一号电动滑块56带动二号电动推杆57向左运动,二号电动推杆57通过衔接板58带动滚轴59同步运动,滚轴59同步自转,在此过程中,滚轴59可对铜箔进行捋平处理以提高铜箔于分切台50上的铺设平整度,进而利于后续铜箔的快速分切以及提高了铜箔的分切质量,当滚轴59运动至分切台50的左端后,通过二号电动推杆57使滚轴59再向下运动而紧紧压制铜箔,随后通过分切机构6对分切台50上的铜箔进行分切处理。
33.参阅图1、图2和图5,所述的分切机构6包括三号电动推杆60、顶板61和切刀62,倒l型架55水平段的下方设置有顶板61,顶板61的上端面和倒l型架55水平段的下端面之间连接有三号电动推杆60,三号电动推杆60从左往右等距离排布,顶板61位于二号电动推杆57之间,顶板61的下端从左往右等距离设置有切刀62,切刀62位于滚轴59的上方,通过三号电动推杆60向下推动顶板61,顶板61带动切刀62同步运动,直至切刀62切穿铜箔,单次铜箔分切工作完成后,切刀62通过三号电动推杆60、滚轴59通过一号电动滑块56和二号电动推杆57之间的配合回至原位,压板51通过一号电动推杆54松离铜箔,然后通过人工方式拾取铜箔切片,之后按照上述操作步骤完成所有铜箔的分切处理。
34.参阅图7,所述的固定板3和立架1之间设置有卡扣30,卡扣30卡套在芯轴2上,卡扣30的前端面与固定板3的后端面接触,通过人工方式松动卡扣30上配套使用的螺栓,然后整体移动卡扣30和固定板3来调整固定板3与芯轴2右端面之间的距离,以此来保证不同长度的铜箔卷均可正对分切台50的正中位置,进而避免出现铜箔无法接受分切处理的现象,在固定板3的位置调整结束后,通过人工方式再次拧紧卡扣30上配套使用的螺栓以固定卡扣30。
35.参阅图4和图6,所述的分切台50上端的前后两端对称安装有二号电动滑块500,二号电动滑块500左右对称排布,二号电动滑块500远离分切台50的一端安装有竖直板501,左
右正相对的竖直板501的上端之间滑动连接有展板502,当滚轴59运动至分切台50的左端后,通过人工方式向上抬动展板502,然后通过二号电动滑块500带动竖直板501朝着分切台50的中心运动,当展板502位于铜箔侧端的上方后,通过人工方式使展板502向下运动直至展板502压紧铜箔,随后再次通过二号电动滑块500带动竖直板501朝分切台50外侧运动,在此过程中,展板502在人力的作用下压紧铜箔并随竖直板501同步运动,铜箔受到前后双向的拉扯力作用,此操作的目的是为了提高铜箔的展平度,进而提高铜箔分切断口处的质量,在展板502对铜箔作用结束后,通过二号电动推杆57使滚轴59再向下运动而紧紧压制铜箔,之后再进行铜箔的分切处理。
36.参阅图5和图8,所述的顶板61的下端从左往右等距离开设有安装槽,安装槽的数量多于切刀62的数量,切刀62的上端卡接于位置对应的安装槽内,切刀62上端的前后两端对称安装有紧固板610,紧固板610贴于顶板61的侧端面,紧固板610的左右两端均通过紧固螺栓611与顶板61相连,切刀62在通过紧固板610与紧固螺栓611之间配合下和顶板61之间形成组合拼装式结构,而此组合拼装式结构可便于调整切刀62之间的距离,进而可根据分切要求调整铜箔分切片的整体尺寸。
37.参阅图6,所述的分切台50的后端的上方设置有平板503,平板503位于滚轴59的后侧,平板503的下端安装有海绵块,海绵块的下端面与分切台50的上端面接触,平板503的下端面左右对称安装有连接件504,连接件504的下端与分切台50的侧端之间滑动连接,在完成单卷铜箔卷的分切处理后,通过人工方式使平板503和海绵块整体沿分切台50的上端面向前运动,海绵块对分切台50上端面残留的铜箔屑进行清除,进而降低铜箔屑影响后续铜箔的展平度。
38.参阅图6,所述的连接件504包括竖向板505和卡轴506,竖向板505的上端与平板503的下端面固定连接,竖向板505的下端卡套有卡轴506,卡轴506的一端与分切台50的侧端之间滑动连接,通过人工方式拔出卡轴506,然后向上抬起竖向板505直至其与平板503整体脱离分切台50,随后便可对海绵块进行清洁,以避免海绵块表面积累过多的铜箔屑。
39.参阅图3和图6,所述的分切台50前端的上端开设有卡接槽,卡接槽内卡接有承接屉507,海绵块将铜箔屑向前推动,铜箔屑最终落于承接屉507内,并集中储于承接屉507内,之后再集中处理铜箔屑,此操作可降低铜箔屑对工作地面的污染,同时也便于提高铜箔屑的回收率。
40.参阅图5和图8,所述的切刀62的下端滑动安装有校正块620,校正块620的上端设置有凸起结构,凸起结构与顶板61的下端面之间滑动连接,当切刀62使用了一段时间后,通过人工方式将校正块620自下而上套于切刀62的前端,然后沿着切刀62向后移动校正块620,当切刀62的刀刃部位存在较小变形时,校正块620可恢复较小的变形部位,而当切刀62的刀刃部位存在较大变形时,校正块620的移动会受到阻碍,由此可反映出切刀62需要接受更换处理。
41.参阅图5,所述的校正块620前端的内表面安装有海绵层,校正块620沿切刀62自前向后运动的过程中,海绵层可对切刀62起到表面清理的作用。
42.铜箔生产分剪自动化加工设备工作时,第一步,通过人工方式取下限位板4,然后将通过现有收卷器械收卷成型的铜箔卷套于线轴上并使铜箔卷的后端抵于固定板3的前端,紧接着安装限位板4以使铜箔卷得到相对固定,随后通过人工方式拉动铜箔以使铜箔覆
盖于分切台50上。
43.第二步,通过一号电动推杆54向下推动连接板53,连接板53带动竖板52同步运动,竖板52带动压板51同步运动,直至压板51压制铜箔,铜箔的拉动端被固定后,通过二号电动推杆57使滚轴59向下运动直至滚轴59紧贴铜箔,然后通过一号电动滑块56带动二号电动推杆57向左运动,二号电动推杆57通过衔接板58带动滚轴59同步运动,滚轴59同步自转,直至滚轴59运动至分切台50的左端。
44.第三步,通过人工方式向上抬动展板502,然后通过二号电动滑块500带动竖直板501朝着分切台50的中心运动,当展板502位于铜箔侧端的上方后,通过人工方式使展板502向下运动直至展板502压紧铜箔,随后再次通过二号电动滑块500带动竖直板501朝分切台50外侧运动,在此过程中,展板502在人力的作用下压紧铜箔并随竖直板501同步运动,铜箔受到前后双向的拉扯力作用。
45.第四步,通过三号电动推杆60向下推动顶板61,顶板61带动切刀62同步运动,直至切刀62切穿铜箔,单次铜箔分切工作完成后,切刀62通过三号电动推杆60、滚轴59通过一号电动滑块56和二号电动推杆57之间的配合回至原位,压板51通过一号电动推杆54松离铜箔,然后通过人工方式拾取铜箔切片,之后按照上述操作步骤完成所有铜箔的分切处理。
46.第五步,在完成单卷铜箔卷的分切处理后,通过人工方式使平板503和海绵块整体沿分切台50的上端面向前运动,海绵块对分切台50上端面残留的铜箔屑进行清除,海绵块将铜箔屑向前推动,铜箔屑最终落于承接屉507内,并集中储于承接屉507内,之后再集中处理铜箔屑。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1