一种电连接器中的基座与盖板组装设备的制作方法
1.本实用新型属于非标设备技术领域,尤其是涉及一种电连接器中的基座与盖板组装设备。
背景技术:
2.随着科学技术的不断发展,圆形电连接器的使用量大,使用范围广,但长期以来,并没有引起人们的足够重视,在生产过程中往往忽略电连接器的连接工艺。由于电连接器连接引起的故障问题,对飞机产生了较大的影响,因此必须重视对电连接器连接的工艺。圆形电连接器的组装工艺中涉及到基座与盖板的扣合工序,基座与盖板之间通过柱孔连接结构实现扣合。盖板与基座中均设置有若干个用于安装电连接针的圆孔,盖板与基座在最终装配之前需要精确地调整相对位置,以防止盖板与基座中的圆孔错位。
3.由于盖板与基座之间的装配精度高,目前,两个零件的装配主要依赖手动组装。虽然手动组装过程中能保证圆孔精准对位,但是手动组装工艺效率很低,制约着电连接器的产能
技术实现要素:
4.本实用新型要解决的技术问题是:提供一种能自动化组装盖板与基座,且装配精度高的自动化组装设备。
5.为达前述目的,本实用新型提供的技术方案如下:
6.一种电连接器中的基座与盖板组装设备,包括:盖板上料装置、基座上料装置、激光打磨装置、ccd拍照装置一、ccd拍照装置二、基座翻转装置、基座取胶装置、盖板定位装置、精定位装置、压合装置和下料流水线;
7.所述盖板上料装置包括首尾相接的盖板上料线和盖板中转线,于两条线的旁侧设置有盖板转移机构;所述基座上料装置包括首尾相接的基座上料线和基座中转线,于两条线的旁侧设置有基座转移机构;
8.激光打磨装置设置于所述盖板上料线与基座上料线的上方,用于打磨盖板与基座的上表面;
9.所述基座翻转装置对应设置在所述基座中转线的末端,用于将所述基座翻转180
°
;所述盖板定位装置对应设置在所述盖板中转线的末端,用于调节所述盖板在平面上的角度;
10.所述ccd拍照装置一抓取所述基座当前的图像,所述ccd拍照装置一抓取所述盖板当前的图像;
11.所述基座取胶装置设置于所述ccd拍照装置一的旁侧,所述精定位装置设置于所述ccd拍照装置二的旁侧,所述精定位装置根据基座的当面角度调整盖板的角度;
12.所述压合装置设置于所述精定位装置的旁侧,所述下料流水线设置于所述精定位装置的旁侧。
13.在本技术方案中,上述组装设备的组装流程为:
14.第一步,基座上料和盖板上料;
15.第二步,激光打磨装置分步将基座和盖板表面的注塑毛刺打磨掉,并增加基座和盖板表面的粗糙度;
16.第三步,基座由中转线带至基座翻转设备处,机械手装置将基座抓取至基座翻转设备中,基座翻转设备将基座翻转180
°
,使基座的打磨面朝下;盖板由中转线带至盖板定位装置处,机械手装置将基座抓取至盖板定位装置,盖板定位装置初步调整盖板的位置;
17.第四步,机械手装置将基座由基座翻转设备抓取至ccd拍照装置一中进行拍照;机械手装置将盖板由盖板定位装置抓取至ccd拍照装置二中进行拍照;
18.第五步,机械手装置先将盖板抓取至精定位装置内,由精定位装置调整盖板的角度,机械手装置再将基座从ccd拍照装置一中抓取至基座取胶装置内,使打磨面蘸取胶水,最后再移动至精定位装置中的盖板上,使两者的打磨面贴合;
19.第六步,机械手装置将胶合的盖板与基座抓取至压合装置中加压,使盖板与基座之间胶合的更加紧固;
20.第七步,机械手装置将组装完成的盖板与基座从压合装置抓取至下料流水线中。
21.与现有技术相比,本实用新型具有以下有益效果:1.本设备通过两组ccd拍照装置分别抓取盖板和基座中的实时圆孔角度,系统根据角度计算出两者之间的错位角度,盖板的角度根据基座的角度进行调整,保证盖板与基座之间的相对位置精度,提高了盖板与基座的组装质量;2.本设备实现了盖板和基座的自动上料、自动组装和自动下料,整个流程全自动化进行,大幅提高了盖板与基座的组装效率。
附图说明
22.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
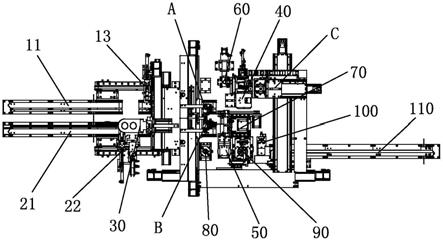
23.图1是基座与盖板组装设备的结构图;
24.图2是基座与盖板组装设备的主视图;
25.图3是盖板上料装置与基座上料装置的结构图;
26.图4是基座翻转装置的结构图;
27.图5是基座取胶装置的结构图;
28.图6是基座取胶装置的局部结构图;
29.图7是精定位装置的结构图;
30.图8是气动侧推机构的结构图;
31.图9是精定位装置的局部结构图;
32.图10是压合装置的结构图。
33.图中的附图标记是:
34.10
‑
盖板上料装置、20
‑
基座上料装置、30
‑
激光打磨装置、40
‑
ccd拍照装置一、50
‑
ccd拍照装置二、60
‑
基座翻转装置、70
‑
基座取胶装置、80
‑
盖板定位装置、90
‑
精定位装置、100
‑
压合装置、110
‑
下料流水线。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
36.实施例
37.图1和2中所示的电连接器中的基座与盖板组装设备包括:盖板上料装置10、基座上料装置20、激光打磨装置30、ccd拍照装置一40、ccd拍照装置二50、基座翻转装置60、基座取胶装置70、盖板定位装置80、精定位装置90、压合装置100和下料流水线110。盖板上料装置10包括首尾相接的盖板上料线11和盖板中转线12,于两条线的旁侧设置有盖板转移机构13;基座上料装置20包括首尾相接的基座上料线21和基座中转线22,于两条线的旁侧设置有基座转移机构23。激光打磨装置30设置于盖板上料线11与基座上料线21的上方,用于打磨盖板与基座的上表面。基座翻转装置60对应设置在基座中转线22的末端,用于将基座翻转180
°
;盖板定位装置80对应设置在盖板中转线12的末端,用于调节盖板在平面上的角度。ccd拍照装置一40抓取基座当前的图像,ccd拍照装置一40抓取盖板当前的图像。基座取胶装置70设置于ccd拍照装置一40的旁侧,精定位装置90设置于ccd拍照装置二50的旁侧,精定位装置90根据基座的当面角度调整盖板的角度。压合装置100设置于精定位装置90的旁侧,下料流水线110设置于精定位装置90的旁侧。
38.在本技术方案中,上述组装设备的组装流程为:
39.第一步,基座上料和盖板上料;
40.第二步,激光打磨装置30分步将基座和盖板表面的注塑毛刺打磨掉,并增加基座和盖板表面的粗糙度;
41.第三步,基座由中转线带至基座翻转设备处,机械手装置一a将基座抓取至基座翻转设备中,基座翻转设备将基座翻转180
°
,使基座的打磨面朝下;盖板由中转线带至盖板定位装置80处,机械手装置二b将基座抓取至盖板定位装置80,盖板定位装置80初步调整盖板的位置;
42.第四步,机械手装置三c将基座由基座翻转设备抓取至ccd拍照装置一40中进行拍照;机械手装置四d将盖板由盖板定位装置80抓取至ccd拍照装置二50中进行拍照;
43.第五步,机械手装置四d先将盖板抓取至精定位装置90内,由精定位装置90调整盖板的角度,机械手装置三c再将基座从ccd拍照装置一40中抓取至基座取胶装置70内,使打磨面蘸取胶水,最后再移动至精定位装置90中的盖板上,使两者的打磨面贴合;
44.第六步,机械手装置五e将胶合的盖板与基座抓取至压合装置100中加压,使盖板与基座之间胶合的更加紧固;
45.第七步,机械手装置五e将组装完成的盖板与基座从压合装置100抓取至下料流水线110中。
46.本设备实现了盖板和基座的自动上料、自动组装和自动下料,整个流程全自动化进行,大幅提高了盖板与基座的组装效率。本设备通过两组ccd拍照装置分别抓取盖板和基座中的实时圆孔角度,系统根据角度计算出两者之间的错位角度,盖板的角度根据基座的角度进行调整,保证盖板与基座之间的相对位置精度,提高了盖板与基座的组装质量。
47.参见图4,基座翻转装置60包括气动夹爪61、翻转气缸62、底座63和接收平台64,气动夹爪61的夹持部位于侧面,气动夹爪61的转轴安装于底座63的轴承内圈内,翻转气缸62
驱动气动夹爪61来回旋转;接收平台64设置于翻转气缸62的旁侧,接收平台64的底部设置有驱动其升降的升降机构。优选地,升降机构包括伺服电机65、凸轮和连接板67,伺服电机65驱动凸轮旋转,连接板67的顶端与接收平台64固连,底端与凸轮活动连接。气动夹爪61从机械手装置一a中夹取基座,翻转气缸62驱动气动夹爪61和基座翻转180
°
,然后伺服电机65驱动接收平台64上升到预设位置,气动夹爪61将松开基座,基座自动落至接收平台64。
48.在基座翻转步骤中,基座的打磨面由顶部变成底部,打磨形成的粉尘可能会落在接收平台64上,本实施例在接收平台64的顶部设置有若干条状的凹槽,打磨面上的粉尘落在凹槽,于接收平台64的旁侧设置的吸尘机构68,可及时将凹槽内的粉尘吸走。
49.参见图5
‑
6,基座取胶装置70包括取胶平台71、刮胶机构72、筛网73和垫块74,刮胶机构72设置于取胶平台71的上方,取胶平台71的顶部设置有水平滑轨75,刮胶机构72滑接于水平滑轨75上,并由伺服电机65驱动沿水平滑轨75移动;取胶平台71中设置有取胶口,在取胶口上安装有筛网73;垫块74设置于取胶口内,并由气缸76驱动向靠近或者远离筛网73的方向移动。其中,刮胶机构72包括机架721、刮胶板722和气缸一723,机架滑接于水平滑轨75的顶部,机架中设置有导向槽,刮胶板竖直安装于导向槽内;气缸一固定于机架的顶部,气缸一的伸缩杆与刮胶板的顶部固连。基座取胶装置采用筛网73和刮胶机构72配合的结构,实现了让基座均匀等量地取到胶水的目的。
50.参见图7
‑
9,精定位装置90包括旋转平台和气动侧推机构,旋转平台包括转台91、轴承座92和动力驱动件,转台91底部的转轴安装于轴承座92的轴承内圈中,动力驱动件驱动转台91旋转。优选地,动力驱动件包括伺服电机一93、主动齿轮94和从动齿轮95,从动齿轮与转台91固连,主动齿轮设置于从动齿轮的旁侧,伺服电机一驱动主动齿轮旋转。气动侧推机构安装于转台91中,其包括相对设置的两只夹爪96、升降气缸97、两块导向板98和两块导向块99,夹爪设置于转台91的顶部,导向板和导向块设置于转台91的内腔中,升降气缸驱动两块导向板在转台91内同时升降,导向板中设置有倾斜的导向槽981,两块导向板中的导向槽相互交叉设置;导向块安装于转台91对应设置的横向导槽内,导向块侧面设置的销轴安装于导向槽内,导向块顶部设置有向上延伸到转台91顶部的连接杆,夹爪与连接杆固连。上述气动侧推机构的升降气缸的伸缩杆缩回,导向板在转台91内腔中向下行走,导向块在导向槽和横向导槽的双重导向作用以及在导向板的向下拉力的作用下向转台91内部平移,两个夹爪向内靠近将盖板推到正确的位置。升降气缸的伸缩杆伸出,导向板在转台91内腔中向上升起,导向块在导向槽和横向导槽的双重导向作用以及在导向板的向下拉力的作用下向转台91外部平移,两个夹爪向外对向打开松开盖板。通过对气动夹爪61的结构进行重新设计,使两只夹爪具备侧推板的功能,如此只需一只气缸便可完成盖板的双向侧推动作,简化了旋转平台的结构,使得平台不会占用设备较多空间。
51.参见图10,压合装置与下料流水线之间设置有接料盒120,机械手装置六f夹住基座后,如果盖板与基座压合不牢,盖板自动落入接料盒内。
52.在下料流水线的入口处设置光电传感器,此光电传感器的光电信号可被盖板切断,如果盖板与基座脱离,光电传感器的信号未被切断,设备会根据此信号作出报警或者剔除不良品的指令。
53.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所动义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实
现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1