一种铸造浇注门把手的模具及浇注门把手的制作方法
一种铸造浇注门把手的模具及浇注门把手
1.【技术领域】
2.本发明创造涉及模具技术领域,特别是一种铸造浇注门把手的模具及浇注门把手。
3.
背景技术:
4.现有铸造生产工艺中所面临问题是在浇注过程中,常常因为模具温度相对于合金液的温度过低,导致了合金液在成型腔的流动性差,不易充满铸型,同时铸造出来的铸造件也因模具腔内的温度不均匀,进一步地导致了铸造件质量差、不符合工件规定参数标准等问题,铸造件也因此而报废;随着现如今原材料疯涨,成本越来越高,如何提升产品质量、避免铸件缺陷以及减少铸件废品率,成为了我们亟待解决的问题。
5.
技术实现要素:
6.为解决上述问题,本发明创造提供一种铸造浇注门把手的模具及浇注门把手。
7.为实现上述目的,本发明创造提供如下技术方案。
8.一种铸造浇注门把手的模具,包括有动模、静模以及用于安装所述静模的安装座,所述动模和静模相对设置,所述动模上横向设置有第一成型腔,所述静模上横向设置有与所述第一成型腔位置相对应的第二成型腔,所述第一成型腔和第二成型腔相互围成门把手本体成型腔,所述动模上设置有若干位于所述第一成型腔两侧的且与所述第一成型腔相贯通的第一凹槽,所述静模上设置有若干位于所述第二成型腔两侧的且与所述第二成型腔相贯通的第二凹槽,所述第一凹槽的位置和所述第二凹槽的位置一一对应,所述第一凹槽和第二凹槽相互围成第一余料成型腔,所述动模上竖向设置有由上至下通口直径逐渐增大的锥形孔,所述静模上固定设置有由上至下直径逐渐增大的并呈锥形状的引流柱,合模时所述锥形孔套设在所述引流柱的外围使所述锥形孔与所述引流柱之间形成锥形浇注通道,所述锥形浇注通道包括有进料口和比所述进料口口径大的出料口,所述进料口设置在所述动模的上端,所述出料口设置在所述动模下端或设置在所述静模上端或设置在所述动模与所述静模合模时所形成的通道口处,所述锥形浇注通道的出料口通过浇注流道与所述门把手本体成型腔相通。
9.作为优选方式进一步限定为:所述第一成型腔包括有第一横向执手成型腔和与所述第一横向执手成型腔相通的容纳槽,所述第二成型腔包括有第二横向执手成型腔,所述第二横向执手成型腔旁侧设置有凸芯模组,所述第一横向执手成型腔和所述第二横向执手成型腔相互围成执手腔,所述容纳槽与所述凸芯模组之间形成有模组腔,所述凸芯模组包括有固定设置在所述静模上的中心柱和若干凸起块,若干所述凸起块围绕所述中心柱中心间距均匀分布使得相邻两个所述凸起块之间形成有间隙槽,所述中心柱与所述凸起块之间形成有与所述间隙槽相通的环形腔,所述中心柱与所述静模的连接处内陷形成有与所述环形腔相通的环形凹槽。
10.作为优选方式进一步限定为:所述中心柱的外周面上对称地设置有向两侧突出的伸出翼。
11.作为优选方式进一步限定为:相对两个所述间隙槽的两侧壁均向内凹形成有位置
相对应的半圆形槽。
12.作为优选方式进一步限定为:所述浇注流道分为主流道和副流道,所述动模上设置有第一流道和第二流道,所述静模上设置有与所述第一流道位置相对应的第三流道和与所述第二流道位置相对的第四流道,所述主流道由所述第一流道和第三流道相互围成,所述副流道由所述第二流道和第四流道相互围成。
13.作为优选方式进一步限定为:所述主流道的一端口和副流道的一端口分别与所述出料口相通,而所述主流道的另一端口和副流道的另一端口分别与所述模组腔相通。
14.作为优选方式进一步限定为:所述主流道与所述模组腔相通的那一端口呈喇叭状。
15.作为优选方式进一步限定为:所述动模的下端设置有向下突出形成的凸台,所述静模的上端设置有向下内凹形成的并能与所述凸台相适配的凹腔,所述第一流道、第二流道和所述容纳槽均设置在所述凸台上,所述第三流道、第四流道和所述凸芯模组设置在所述凹腔中,所述第一流道和第二流道的最高点高于所述第一横向执手成型腔,所述第三流道和第四流道最高点低于所述第二横向执手成型腔,所述动模通过所述凸台与所述静模的凹腔相适配。
16.作为优选方式进一步限定为:所述动模上设置有第一凹口,位于同一侧的所述第一凹槽之间通过第一凹口连通,所述静模上设置有第二凹口,位于同一侧的所述第二凹槽之间通过第二凹口连通,合模时所述第一凹口和第二凹口围成连接通道。
17.作为优选方式进一步限定为:所述动模上还设置有与所述第一成型腔相贯通的第三凹槽,所述静模上还设置有与所述第二成型腔相贯通的第四凹槽,所述第三凹槽的位置和所述第四凹槽的位置对应,所述第三凹槽和第四凹槽相互围成的第二余料成型腔。
18.作为优选方式进一步限定为:所述第一余料成型腔和第二余料成型腔围绕所述执手腔分布。
19.一种用所述铸造浇注门把手的模具制造门把手的工艺,包括有如下步骤,
20.步骤s1:制作模具,所述模具包括有所述动模和所述静模;
21.步骤s2:将金属材料经熔炉加热至400~450℃融化;
22.步骤s3:用压铸机通过压射使液态化的金属材料溶液依次流经所述模具的进料口、锥形浇注通道、出料口、浇注流道、门把手本体成型腔和第一余料成型腔内,直至灌满进料口;通过所述锥形浇注通道形成有锥状柱体,通过所述浇注流道形成有第一连接件,通过门把手本体成型腔形成有门把手本体,通过所述第一余料成型腔形成有第二连接件;
23.步骤s4:冷却、脱模后将浇注门把手取出,所述浇注门把手包括有所述门把手本体、所述锥状柱体、所述第一连接件和所述第二连接件,所述门把手本体分别通过所述第一连接件、所述第二连接件与所述锥状柱体连接;对所述浇注门把手进行余料处理,所述余料处理包括去除所述锥状柱体、所述第一连接件和所述第二连接件,最后得到所述门把手本体。
24.作为优选方式进一步限定为:在步骤s2中,熔炉加热温度至440℃。
25.作为优选方式进一步限定为:所述金属材料为锌锭,或铝锭,或锌铝合金。
26.作为优选方式进一步限定为:所述门把手本体具有执手部和用于与锁体联动的驱动部,所述第一连接件包括有第一连接条和第二连接条,所述锥状柱体的端部分别通过所
述第一连接条、第二连接条与所述驱动部的侧端连接,所述第二连接件包括有第一连接块和第二连接块,所述第一连接块设置有若干,若干所述第一连接块分置于所述执手部的两侧,位于同一侧所述第一连接块之间通过连接桥连接,所述执手部远离所述驱动部的那一端还连接有所述第二连接块。
27.一种用所述的模具铸造的浇注门把手,包括有门把手本体,所述门把手本体具有执手部和用于与锁体联动的驱动部,所述执手部的旁侧设置有中空的锥状柱体,所述锥状柱体的端部通过第一连接件与所述驱动部的侧端连接,所述驱动部的侧端连接有若干第二连接件。
28.作为优选方式进一步限定为:所述第一连接件包括有第一连接条和第二连接条,所述锥状柱体的端部分别通过所述第一连接条、第二连接条与所述驱动部的侧端连接,所述第一连接条主要由弧形部和过渡部组成,所述过渡部的横截面积朝着所述驱动部延伸方向由小逐渐增大使得所述过渡部呈喇叭状。
29.作为优选方式进一步限定为:所述第二连接件包括有第一连接块和第二连接块,所述第一连接块设置有若干,若干所述第一连接块分置于所述执手部的两侧,位于同一侧所述第一连接块之间通过连接桥连接,所述执手部远离所述驱动部的那一端还连接有所述第二连接块。
30.作为优选方式进一步限定为:所述驱动部的内部镂空形成有一开口的方形槽,所述方形槽中设置有向外延伸至其开口外的空心圆柱体,所述空心圆柱体包括有位于所述方形槽内的圆柱本体部和露出所述方形槽开口外的露出部,所述圆柱本体部的外周分别通过若干加强筋与方形槽的侧壁连接,所述露出部沿其径向贯穿形成有缺口。
31.作为优选方式进一步限定为:所述加强筋的数量设置有四个,两两相对设置并呈十字状分布。
32.本发明创造与现有技术相比较,其获得有益效果如下:
33.1、液态化的金属溶液通过锥形浇注通道依次流经门把手本体成型腔、第一余料成型腔内,先流经门把手本体成型腔那部分金属溶液可对门把手本体成型腔起到预热作用,随着后面金属溶液不断的灌入,先前进入门把手本体成型腔那部分的金属溶液会被挤入第一余料成型腔填充,最后才将门把手本体成型腔灌满;本发明创造具有预热效果使得腔内受热均匀,同时在浇注过程中还能将门把手本体成型腔内存有的一些杂质与金属溶液混入一起排到第一余料成型腔内,相比于现有技术,金属溶液流动性好、易充满铸型且成品合格率高。
34.2、浇注流道分为主流道和副流道使得金属溶液可快速充满门把手本体成型腔,以提高生产效率;其中,主流道与模组腔相通的那一端口呈喇叭状,其可起到减缓溶液流速作用,以便充满铸型。
35.3、本发明创造还提供了一种用所述铸造浇注门把手的模具制造门把手的工艺,包括有如下步骤:步骤s1:制作模具,所述模具包括有所述动模和所述静模;步骤s2:将金属材料经熔炉加热至400~450℃融化,步骤s3:用压铸机通过压射使液态化的金属材料溶液依次流经所述模具的进料口、锥形浇注通道、出料口、浇注流道、门把手本体成型腔和第一余料成型腔内,直至灌满进料口;步骤s4:冷却、脱模后将浇注门把手取出,对所述浇注门把手进行余料处理,最后得到所述门把手本体,其工艺制造简单方便且成品合格率高,利于批量
生产,提高市场竞争力。
36.【附图说明】
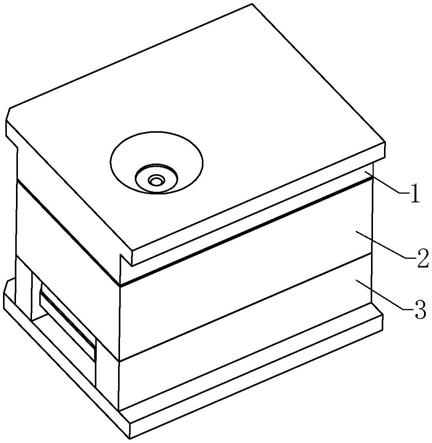
37.图1是本发明创造模具的结构示图。
38.图2是本发明创造模具的分解图。
39.图3是本发明创造模具的剖视图之一。
40.图4是图3的a处的放大图。
41.图5是图3的b处的放大图。
42.图6是本发明创造模具的剖视图之二。
43.图7是图6的c处的放大图。
44.图8是本发明创造模具的剖视图之三。
45.图9是图8的d处的放大图。
46.图10是动模的结构示图。
47.图11是静模的结构示图。
48.图12是图11的e处放大图。
49.图13浇注门把手的结构示图。
50.图14是门把手本体结构示图。
51.【具体实施方式】
52.以下结合附图和具体实施方式对本发明作进一步详细说明。
53.如附图1至附图12所示,一种铸造浇注门把手的模具,包括有动模1、静模2以及用于安装所述静模2的安装座3,所述动模1和静模2相对设置,所述动模1上横向设置有第一成型腔11,所述静模2上横向设置有与所述第一成型腔11位置相对应的第二成型腔21,所述第一成型腔11和第二成型腔21相互围成门把手本体成型腔10,所述动模1上设置有若干位于所述第一成型腔11两侧的且与所述第一成型腔11相贯通的第一凹槽12,所述静模2上设置有若干位于所述第二成型腔21两侧的且与所述第二成型腔21相贯通的第二凹槽22,所述第一凹槽12的位置和所述第二凹槽22的位置一一对应,所述第一凹槽12和第二凹槽22相互围成第一余料成型腔20,所述动模1上竖向设置有由上至下通口直径逐渐增大的锥形孔13,所述静模2上固定设置有由上至下直径逐渐增大的并呈锥形状的引流柱23,合模时所述锥形孔13套设在所述引流柱23的外围使所述锥形孔13与所述引流柱23之间形成锥形浇注通道30,所述锥形浇注通道30包括有进料口301和比所述进料口301口径大的出料口302,所述进料口301设置在所述动模1的上端,所述出料口302设置在所述动模1下端或设置在所述静模2上端或设置在所述动模1与所述静模2合模时所形成的通道口处,所述锥形浇注通道30的出料口302通过浇注流道4与所述门把手本体成型腔10相通;铸造时,液态化的金属溶液通过锥形浇注通道30依次流经门把手本体成型腔10、第一余料成型腔20内,先流经门把手本体成型腔10那部分金属溶液可对门把手本体成型腔10起到预热作用,随着后面金属溶液不断的灌入,先前进入门把手本体成型腔10那部分的金属溶液会被挤入第一余料成型腔20填充,最后才将门把手本体成型腔10灌满;本发明创造具有预热效果使得腔内受热均匀,同时在浇注过程中还能将门把手本体成型腔10内存有的一些杂质与金属溶液混入一起排到第一余料成型腔20内,相比于现有技术,金属溶液流动性好、易充满铸型且成品合格率高。
54.具体地,如附图2至附图6及附图10至附图12所示,所述第一成型腔11包括有第一
横向执手成型腔111和与所述第一横向执手成型腔111相通的容纳槽112,所述容纳槽112被金属溶液填充后形成门把手本体6的驱动部602,所述第二成型腔21包括有第二横向执手成型腔211,所述第二横向执手成型腔211旁侧设置有凸芯模组5,所述第一横向执手成型腔111和所述第二横向执手成型腔211相互围成执手腔,所述执手腔被金属溶液填充后形成门把手本体6的执手部601,所述容纳槽112与所述凸芯模组5之间形成有模组腔,所述凸芯模组5包括有固定设置在所述静模2上的中心柱51和若干凸起块52,若干所述凸起块52围绕所述中心柱51中心间距均匀分布使得相邻两个所述凸起块52之间形成有间隙槽53,间隙槽53被金属溶液填充后形成浇注门把手的加强筋6026,进而增加门把手本体6的刚性和强度,所述中心柱51与所述凸起块52之间形成有与所述间隙槽53相通的环形腔54,所述环形腔54被金属溶液填充后形成空心圆柱体6022,所述中心柱51与所述静模2的连接处内陷形成有与所述环形腔54相通的环形凹槽55,所述环形凹槽55被金属溶液填充后形成露出部6024,所述中心柱51的外周面上对称地设置有向两侧突出的伸出翼511,相对两个所述间隙槽53的两侧壁均向内凹形成有位置相对应的半圆形槽531,所述半圆形槽531被金属溶液填充后形成位于加强筋6026上的强筋柱。
55.具体地,所述浇注流道4分为主流道41和副流道42,所述动模1上设置有第一流道411和第二流道421,所述静模2上设置有与所述第一流道411位置相对应的第三流道412和与所述第二流道421位置相对的第四流道422,所述主流道41由所述第一流道411和第三流道412相互围成,所述副流道42由所述第二流道421和第四流道422相互围成,所述主流道41的一端口和副流道42的一端口分别与所述出料口302相通,而所述主流道41的另一端口和副流道42的另一端口分别与所述模组腔相通;所述浇注流道4分为主流道41和副流道42使得金属溶液可快速充满门把手本体成型腔10,以提高生产效率;其中,所述主流道41与所述模组腔相通的那一端口呈喇叭状,其可起到减缓溶液流速作用,以便充满铸型。
56.具体地,如附图10至附图12所示,所述动模1的下端设置有向下突出形成的凸台14,所述静模2的上端设置有向下内凹形成的并能与所述凸台14相适配的凹腔24,所述第一流道411、第二流道421和所述容纳槽112均设置在所述凸台14上,所述第三流道412、第四流道422和所述凸芯模组5设置在所述凹腔24中,所述第一流道411和第二流道421的最高点高于所述第一横向执手成型腔111,所述第三流道412和第四流道422最高点低于所述第二横向执手成型腔211,所述动模1通过所述凸台14与所述静模2的凹腔24相适配,所述凹腔24底部位置低于与执手腔所处的位置使它们之间形成有高度差,而金属溶液的流向由低处往高处流,以便金属溶液充满型腔。
57.具体地,如附图11所示,所述动模1上设置有第一凹口15,位于同一侧的所述第一凹槽12之间通过第一凹口15连通,所述静模2上设置有第二凹口25,位于同一侧的所述第二凹槽22之间通过第二凹口25连通,合模时所述第一凹口15和第二凹口25围成连接通道100;该连接通道100可以增加金属溶液在模具腔内的流动性,便于模具腔的铸型。
58.具体地,所述动模1上还设置有与所述第一成型腔11相贯通的第三凹槽16,所述静模2上还设置有与所述第二成型腔21相贯通的第四凹槽26,所述第三凹槽16的位置和所述第四凹槽26的位置对应,所述第三凹槽16和第四凹槽26相互围成的第二余料成型腔40,所述第一余料成型腔20和第二余料成型腔40围绕所述执手腔分布,其进一步地增加金属溶液在模具腔内的流动性,便于模具腔的铸型。
59.本发明创造还提供了一种用所述铸造浇注门把手的模具制造门把手的工艺,包括有如下步骤,
60.步骤s1:制作模具,所述模具包括有所述动模1和所述静模2;
61.步骤s2:将金属材料经熔炉加热至400~450℃融化,具体地,熔炉加热温度至440℃,所述金属材料为锌锭,或铝锭,或锌铝合金。
62.步骤s3:用压铸机通过压射使液态化的金属材料溶液依次流经所述模具的进料口301、锥形浇注通道30、出料口302、浇注流道4、门把手本体成型腔10和第一余料成型腔20内,直至灌满进料口301;通过所述锥形浇注通道30形成有锥状柱体61,通过所述浇注流道4形成有第一连接件62,通过门把手本体成型腔10形成有门把手本体6,通过所述第一余料成型腔20形成有第二连接件63;
63.步骤s4:冷却、脱模后将浇注门把手取出,所述浇注门把手包括有所述门把手本体6、所述锥状柱体61、所述第一连接件62和所述第二连接件63,所述门把手本体6分别通过所述第一连接件62、所述第二连接件63与所述锥状柱体61连接;对所述浇注门把手进行余料处理,所述余料处理包括去除所述锥状柱体61、所述第一连接件62和所述第二连接件63,最后得到所述门把手本体6。
64.所述门把手本体6具有执手部601和用于与锁体联动的驱动部602,所述第一连接件62包括有第一连接条621和第二连接条622,所述锥状柱体61的端部分别通过所述第一连接条621、第二连接条622与所述驱动部602的侧端连接,所述第二连接件63包括有第一连接块631和第二连接块632,所述第一连接块631设置有若干,若干所述第一连接块631分置于所述执手部601的两侧,位于同一侧所述第一连接块631之间通过连接桥630连接,所述执手部601远离所述驱动部602的那一端还连接有所述第二连接块632;具体地,所述第一连接条621由主流道41被金属溶液填充后所形成,所述第二连接条622由副流道42被金属溶液填充后所形成,所述第一连接块631由第一余料成型腔20被金属溶液填充后所形成,所述第二连接块632由第二余料成型腔40被金属溶液填充后所形成。
65.如附图13和附图14所示,本发明创造还提供了一种用所述的模具铸造的浇注门把手,包括有门把手本体6,所述门把手本体6具有执手部601和用于与锁体联动的驱动部602,所述执手部601的旁侧设置有中空的锥状柱体61,所述锥状柱体61的端部通过第一连接件62与所述驱动部602的侧端连接,所述驱动部602的侧端连接有若干第二连接件63,所述第一连接件62包括有第一连接条621和第二连接条622,所述锥状柱体61的端部分别通过所述第一连接条621、第二连接条622与所述驱动部602的侧端连接,所述第一连接条621主要由弧形部6211和过渡部6212组成,所述过渡部6212的横截面积朝着所述驱动部602延伸方向由小逐渐增大使得所述过渡部6212呈喇叭状,所述第二连接件63包括有第一连接块631和第二连接块632,所述第一连接块631设置有若干,若干所述第一连接块631分置于所述执手部601的两侧,位于同一侧所述第一连接块631之间通过连接桥630连接,所述执手部601远离所述驱动部602的那一端还连接有所述第二连接块632。本发明创造的浇注门把手是通过模具中的多个型腔铸造而成,所形成的第一连接件62和第二连接件63可作为余料去除,最终可得门把手本体6产品,其结构简单,方便加工、制造以及后期余料的处理。
66.具体地,所述驱动部602的内部镂空形成有一开口的方形槽6021,所述方形槽6021中设置有向外延伸至其开口外的空心圆柱体6022,所述空心圆柱体6022包括有位于所述方
形槽6021内的圆柱本体部6023和露出所述方形槽6021开口外的露出部6024,所述圆柱本体部6023的外周分别通过若干加强筋6026与方形槽6021的侧壁连接,所述露出部6024沿其径向贯穿形成有缺口6025,所述加强筋6026的数量设置有四个,两两相对设置并呈十字状分布,所述驱动部602的内部镂空状,可节省用料,以便降低成本,提高市场竞争力;而加强筋6026可加强圆柱本体部6023固定于方形槽6021稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1