一种折叠桌套管支撑焊接冲孔装置的制作方法
1.本实用新型涉及五金加工领域,具体地涉及一种折叠桌套管支撑焊接冲孔装置。
背景技术:
2.图3示出了一种折叠桌的套管支撑组件100,其包括呈t字形的套管101和斜撑管102。套管101和斜撑管102通过焊接连接在一起。套管101的其中一端附近钻有一通孔1011。斜撑管102的末端焊接有连接件103。现有套管支撑组件100的加工工艺,冲孔和焊接是在不同的机台上进行的,需要在不同机台之间转移和定位,非常麻烦,工作效率低。
技术实现要素:
3.本实用新型旨在提供一种折叠桌套管支撑焊接冲孔装置,以解决上述问题。为此,本实用新型采用的具体技术方案如下:
4.一种折叠桌套管支撑焊接冲孔装置,其可包括作业平台和安装在所述作业平台上的套管固定夹具组件、斜撑管固定夹具组件和冲孔组件,所述套管固定夹具组件和所述管固定夹具组件分别用于固定待焊接冲孔的套管及斜撑管,所述冲孔组件安装在所述作业平台的冲孔工位上,用于对所述套管进行冲孔。
5.进一步地,所述套管固定夹具组件包括两个第一支撑块、两个第一压头和两个第一气缸,两个所述第一支撑块间隔开一定距离固定在所述作业平台上,其顶端具有第一卡槽,用于接纳所述套管,两个所述第一气缸间隔开一定距离固定在所述作业平台上,所述第一压头与所述第一气缸的伸缩杆驱动连接并且位于所述套管上方,以能在所述第一气缸的驱动下压住所述套管。
6.进一步地,所述斜撑管固定夹具组件包括倾斜底座、两个第二支撑块、两个第二压头、两个第二气缸和一手动夹具,所述倾斜底座固定在所述作业平台上,两个所述第二支撑块间隔开一定距离固定在所述倾斜底座上,其顶端具有第二卡槽,用于接纳所述斜撑管,两个所述第二气缸间隔开一定距离固定在所述倾斜底座上,所述第二压头与所述第二气缸的伸缩杆驱动连接并且位于所述斜撑管上方,以能在所述第二气缸的驱动下压住所述斜撑管,所述手动夹具固定安装在所述倾斜底座的上端,用于夹住待焊接于所述斜撑管的连接件。
7.进一步地,所述第一卡槽和所述第二卡槽的一侧比另一侧高。
8.进一步地,所述第一压头和所述第二压头为具有中心通孔的圆柱体。
9.进一步地,所述第一压头和所述第二压头分别固定在第一转臂和第二转臂的一端,所述第一转臂和第二转臂的另一端分别铰接于所述第一气缸和所述第二气缸的伸缩杆。
10.进一步地,所述套管固定夹具组件还包括第三气缸和限位块,所述第三气缸与所述限位块分别布置在所述套管的轴向两端,以将所述套管固定在其之间。
11.进一步地,所述冲孔组件包括安装支架、上模、下模、冲头、冲头座、导柱和气缸,所
述安装支架和所述下模固定在所述作业平台上,所述气缸固定在所述安装支架上,所述冲头座与所述气缸的伸缩杆固定连接,所述冲头固定在所述冲头座上并穿过所述上模,所述导柱的下端固定在所述下模上,所述上模和所述冲头座通过相应直线轴承安装在所述导柱上,所述上模和所述下模的相对端面上分别具有半圆形凹槽。
12.本实用新型采用上述技术方案,具有的有益效果是:本实用新型结构紧凑,工件在加工过程无需转移和重新定位,工作效率高。
附图说明
13.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
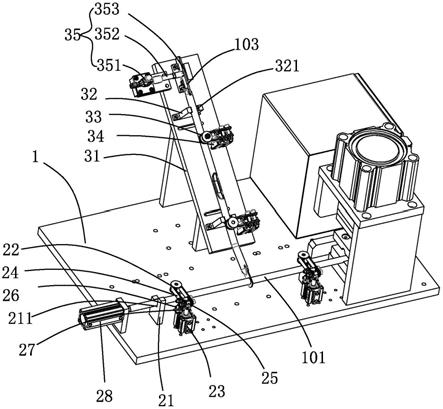
14.图1是本实用新型的折叠桌套管支撑焊接冲孔装置的立体图;
15.图2是图1所示的折叠桌套管支撑焊接冲孔装置的另一立体图;
16.图3是折叠桌的套管支撑组件的立体图。
具体实施方式
17.现结合附图和具体实施方式对本实用新型进一步说明。
18.如图1和2所示,一种折叠桌套管支撑焊接冲孔装置可包括作业平台1和安装在所述作业平台1上的套管固定夹具组件、斜撑管固定夹具组件、冲孔组件和控制柜5等。控制柜5上设有电源开关及各种功能按钮等。通过控制柜5可以控制套管固定夹具组件、管固定夹具组件和冲孔组件的动作,以实现固定待焊接冲孔的套管101及斜撑管102并对套管101进行冲孔。下面对套管固定夹具组件、斜撑管固定夹具组件和冲孔组件的具体结构进行描述。
19.套管固定夹具组件可包括两个第一支撑块21、两个第一压头22和两个第一气缸23。两个第一支撑块21间隔开一定距离固定(例如,通过螺钉)在作业平台1上,其顶端具有第一卡槽211,用于接纳套管101。在本实施例中,第一卡槽211的一侧(内侧)比另一侧(外侧)高,以方便套管101取放。两个第一气缸23间隔开一定距离固定(例如,通过螺钉)在作业平台1上。第一压头22与第一气缸23的伸缩杆驱动连接并且位于套管101上方,以能在第一气缸23的驱动下压住套管101。具体地说,第一压头22固定在第一转臂24的一端,第一转臂24的另一端通过销轴25铰接于第一气缸23的伸缩杆。第一转臂24通过转轴26可转动地安装在支架27上,支架27固定在第一气缸23的壳体上。优选地,第一压头22为具有中心通孔的圆柱体,以增加接触面积。
20.套管固定夹具组件还可包括第三气缸28和限位块29,第三气缸28与限位块29分别布置在套管101的轴向两端,以将套管101固定在其之间。即,第三气缸28伸出,抵靠套管101的一端,套管102的另一端抵接限位块29。
21.斜撑管固定夹具组件3可包括倾斜底座31、两个第二支撑块32、两个第二压头33、两个第二气缸34和一手动夹具35。倾斜底座31固定在作业平台1上。两个第二支撑块32间隔开一定距离固定在倾斜底座31上,其顶端具有第二卡槽321,用于接纳斜撑管102。两个第二气缸34间隔开一定距离固定在倾斜底座31上。第二压头33与第二气缸34的伸缩杆驱动连接
并且位于斜撑管102上方,以能在第二气缸34的驱动下压住斜撑管102。手动夹具35固定安装在倾斜底座31的上端,用于夹住待焊接于斜撑管102的连接件103。手动夹具35可包括操作手柄351、夹头352和固定块353。操作手柄351与夹头352驱动连接,夹头352与固定块353分别位于连接件103的两侧。通过扳动操作手柄351,可以使夹头352向固定块353移动以将连接件103夹住。
22.第二支撑块32、第二压头33和第二气缸34与第一支撑块21、第一压头22和第一气缸23的结构相同,这里不再赘述。
23.如图2所示,冲孔组件可包括安装支架41、上模42、下模43、冲头44、冲头座45、导柱46和气缸47等。安装支架41固定在作业平台1上,呈门字形。下模43固定在作业平台1上,位于套管101下方。气缸47固定在安装支架41(具体地,横梁)上。冲头座45与气缸47的伸缩杆固定连接。冲头44固定在冲头座45上并穿过上模42。导柱46的下端固定在下模42上。上模42和冲头座45通过相应直线轴承安装在导柱46上。上模42和下模43的相对端面上分别具有半圆形凹槽,以夹住待冲孔的套管101。冲孔时,按下冲孔按钮,气缸47动作,驱动冲头44和上模42下降,自动完成冲孔,非常方便。
24.下面简要说明一下本实用新型的工作原理:将套管101放置在第一支撑块21上,按下套管固定按钮,第一气缸23和第三气缸28动作,实现套管101的固定,然后斜撑管102放置在第二支撑块32上,按下斜撑管固定按钮,第二气缸34动作,实现斜撑管102的固定,接着将连接件103通过手动夹具35固定到位,此时可以进行焊接和冲孔作业。焊接和冲孔可以同时进行,也可以分开进行。本实用新型在同一作业平台上实现焊接和冲孔作业,工件无需转移和重新定位,工作效率高。
25.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1