一种冲孔机的制作方法
1.本实用新型涉及一种冲孔机。
背景技术:
2.目前现有技术中的冲床在冲孔时为多孔同时冲压,这样的冲压方式导致套芯容易断裂,大大影响了使用寿命,增强了生产成本。频繁的更换套芯也使得操作师傅的工作十分繁琐。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种冲孔机,具体通过结构的设置,实现了多孔分批冲压的方式来克服套芯容易断裂的问题,大大增强了使用寿命。
4.本实用新型通过以下技术方案来实现:
5.一种冲孔机,包括机架,所述机架上设置有入料装置,所述入料装置的尾端配合连接有送料装置,所述机架上还设置有拨叉机构,所述拨叉机构对应第一工位,所述机架上还设置有第二工位和第三工位,所述送料装置能将工件从入料装置的输出端送至第一工位处,所述拨叉机构能将工件从第一工位处的工件送至第二工位和第三工位处,所述第二工位处设置有第一冲孔机,所述第三工位处设置有第二冲孔机,所述机架的一侧端设置有能与第一工位、第二工位处工件相配合的套芯机构,所述机架的另一侧端设置有能顶住套芯机构的辅助机构。
6.在本实用新型实施例中,所述入料装置包括两侧对应设置形成的导向板,所述导向板内设置有导槽,所述导向板处还配合连接有调整装置,所述调整装置包括调整气缸,所述调整气缸配合连接有调整连杆,所述调整连杆还与一调整轴相配合,所述调整轴上设置有作用于导向板内工件的调整爪。
7.在本实用新型实施例中,所述导向板的下方设置有导向滑轨。
8.在本实用新型实施例中,两侧导向板之间贯穿设置有导向轴,所述导向轴的一端设置有调整盘。
9.在本实用新型实施例中,所述送料装置包括送料气缸和送料块,所述送料块上设置有用于卡推工件的台阶面。
10.在本实用新型实施例中,所述拨叉机构包括移动滑轨,所述移动滑轨上配合连接有拨叉座,所述拨叉座上设置有第一气缸和第二气缸,所述第一气缸控制拨叉座沿移动滑轨移动,所述第二气缸配合连接有拨叉块,所述拨叉块上设置有用于卡接工件的卡槽。
11.在本实用新型实施例中,所述套芯机构包括套芯气缸,所述套芯气缸上配合连接有与第一工位处工件相配合的第一芯轴,还配合连接有与第二工位处工件相配合的第二芯轴。
12.在本实用新型实施例中,所述辅助机构包括第一辅助气缸和第二辅助气缸,所述第一辅助气缸配合连接有与第一芯轴相对应配合的第一辅助顶芯,所述第二辅助气缸配合
连接有与第二芯轴相对应配合的第二辅助顶芯。
13.在本实用新型实施例中,所述机架上还设置有输出板。
14.本实用新型的一种冲孔机,具有如下有益效果:
15.1、通过入料装置、拨叉机构、送料装置、以及第一冲孔机、第二冲孔机、套芯机构和辅助机构的结构设置,实现了多孔的分批进行冲压加工,克服了传统冲床同时冲孔容易引起套芯断裂的弊端,大大增强了使用寿命,避免了操作师傅频繁更换零件而引起的疲惫感。
16.2、拨叉机构的设置,实现了工件加工的连续性。
17.3、导向板的设置方便加工完后的工件进行收集。
附图说明
18.为了更清楚地说明本实用新型的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
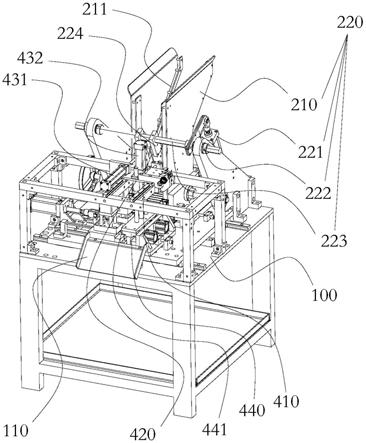
19.图1是本实用新型的立体图。
20.图2是本实用新型的示意图。
21.图3是本实用新型的俯视图。
22.图4是本实用新型的部分示意图。
23.图5是图4结构的俯视图。
24.图6是a-c处的剖视图。
25.图7是a-b处的剖视图。
26.图中:100-机架;110-输出板;200-入料装置;210-导向板;211-导槽; 220-调整装置;221-调整气缸;222-调整连杆;223-调整轴;224-调整爪;231
‑ꢀ
导向滑轨;232-导向轴;233-调整盘;300-送料装置;310-送料气缸;320-送料块;400-拨叉机构;410-移动滑轨;420-拨叉座;431-第一气缸;432-第二气缸;440-拨叉块;441-卡槽;501-第一工位;502-第二工位;503-第三工位; 600-工件;710-第一冲孔机;720-第二冲孔机;800-套芯机构;810-套芯气缸; 821-第一芯轴;822-第二芯轴;900-辅助机构;910-第一辅助气缸;911-第一辅助顶芯;920-第二辅助气缸;921-第二辅助顶芯。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.参考说明书附图,一种冲孔机,包括机架100,所述机架100上设置有入料装置200,所述入料装置200的尾端配合连接有送料装置300,所述机架 100上还设置有拨叉机构400,所述拨叉机构400对应第一工位501,所述机架100上还设置有第二工位502和第三工位503,所述送料装置300能将工件600从入料装置200的输出端送至第一工位501处,所述拨叉机构400能将工件600从第一工位501处的工件送至第二工位502和第三工位503处,所述第二工
位502处设置有第一冲孔机710,所述第三工位503处设置有第二冲孔机720,所述机架100的一侧端设置有能与第一工位501、第二工位 502处工件相配合的套芯机构800,所述机架100的另一侧端设置有能顶住套芯机构800的辅助机构900,本实用新型通过上述结构的设计,改变了传统工件在打多孔时采用冲床的同一冲压实现,而是采用多孔分批进行流水实现,克服了传统套芯在连续冲压下,容易断裂的现象,大大增强了使用寿命,同时避免了因零件破坏,操作师傅频繁更换零件而产生的疲惫感,增强了机台工作的连续性,大大增强了生产效率。
29.进一步的,所述入料装置200包括两侧对应设置形成的导向板210,所述导向板210内设置有导槽211,所述导向板210处还配合连接有调整装置 220,所述调整装置220包括调整气缸221,所述调整气缸221配合连接有调整连杆222,所述调整连杆222还与一调整轴223相配合,所述调整轴223 上设置有作用于导向板210内工件的调整爪224,所述调整装置220设置的目的在于,用户仅需将工件600放入入料装置200的导槽211上,工件600 即可在调整装置220的作用下,有序沿着导槽211移动,最终落入送料装置 300的起始处。
30.进一步的,所述导向板210的下方设置有导向滑轨230,所述导向板210 的下方设置有与导向滑轨231相配合的导向滑块,且两侧导向板之间贯穿设置有导向轴232,所述导向轴232的一端设置有调整盘233,本实用新型通过导向轴232与固定件的配合,实现导向轴232化转动为直线运动,从而改变导向轴232与固定件的相对位置关系,从而改变两侧导向板210之间的距离,其为本领域公知技术,在此不做过多原理介绍,所述调整盘233的设置方便用户操作进行距离长度的调整,该结构设置的目的在于,可通过加工工件600 长度的不同,灵活设置入料装置200的适应规格,大大增强了灵活性。
31.进一步的,所述送料装置300包括送料气缸310和送料块320,所述送料块320上设置有用于卡推工件600的台阶面,在本实用新型具体实施例中,所述工件600为方形管,因此该台阶面的形状呈逆时针旋转90度的l型。
32.进一步的,所述拨叉机构400包括移动滑轨410,所述移动滑轨410上配合连接有拨叉座420,所述拨叉座420上设置有第一气缸431和第二气缸 432,所述第一气缸431控制拨叉座420沿移动滑轨410方向移动,所述第二气缸432配合连接有拨叉块440,所述拨叉块440上设置有用于卡接工件600 的卡槽441,本实用新型通过对第二气缸432的控制提升、下降拨叉块440,从而来实现拨叉块440上卡槽441对工件600的卡接作用,继而再通过对第一气缸431的控制,实现对工件600位置的改变,具体为将处于第一工位501 处的方管移至第二工位502,将第二工位502处的方管移至第三工位503处,将第三工位503处的方管从加工工位上移出。
33.进一步的,所述套芯机构800包括套芯气缸810,所述套芯气缸810上配合连接有与第一工位处501工件相配合的第一芯轴821,还配合连接有与第二工位502处工件相配合的第二芯轴822,所述辅助机构900包括第一辅助气缸910和第二辅助气缸920,所述第一辅助气缸910配合连接有与第一芯轴821相对应配合的第一辅助顶芯911,所述第二辅助气缸920配合连接有与第二芯轴822相对应配合的第二辅助顶芯921。
34.进一步的,所述机架100上还设置有输出板110,所述输出板110的目的在于将冲孔加工完后的工件600导向收集作用。
35.在使用过程中,用户将工件600放入入料装置200内,具体放置于导槽 211上,然后
在电控箱程序的作用下,驱动调整气缸221,带动调整爪224 将工件600拨至于导槽211的底端。同时,驱动送料气缸310,带动驱动块 320向前移动,将位于导槽211底端的工件推入至第一工位501处,此时拨叉机构400,在第一气缸431和第二气缸432和卡槽441的作用下,将第一工位501处的工件推至第二工位502处进行第一孔洞的冲孔,该孔冲完后,拨叉机构400继续将第二工位502处的工件推至第三工位503处进行第二孔洞的冲孔,此时,拨叉机构400同时就将第一工位501处的工件推至第二工位502进行冲孔加工。第三工位503处的工件加工完后,拨叉机构继续将该工件推出,使工件600从输出板110上输出。依次循环。在拨叉机构400将工件推至第二工位502、第三工位503时准备进行加工时,都会驱动套芯气缸810,带动第一芯轴821插入第一工位501处的管件内,带动第二芯轴822 插入第二工位502处的管件内,第一芯轴821插入后,即驱动第一辅助气缸 910带动第一辅助顶芯911顶住第一芯轴821;第二芯轴822插入后,即驱动第二辅助气缸920带动第二辅助顶芯921顶住第二芯轴822。
36.本实用新型给出了两个冲孔工位的实施例,当然,生产商也能根据打孔数量的不同,相应的增设工位进行后续的打孔加工。
37.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1