一种用于阀的装配工装的制作方法
1.本实用新型涉及阀的安装,尤其涉及一种用于阀的装配工装。
背景技术:
2.如图1~图3所示,阀包括壳体、位于所述壳体内的球体,以及支撑所述球体的阀座,所述壳体内球体的另一侧设有阀球顶杆。
3.由于图1~图3所示的阀的尺寸小,安装困难且安装精度要求较高,因此借助于安装工装。
技术实现要素:
4.为了解决现有技术中存在的技术问题,本实用新型提供了一种用于阀的装配工装,具体采用的技术方案如下:
5.一种用于阀的装配工装,包括支架、上定位套、下定位套、固定在所述支架上的安装座和调节机构,还包括用于安装阀球顶杆的顶杆安装件;所述安装座用于安装下定位套,所述上定位套和所述下定位套配合使用,用于固定阀的壳体;所述调节机构用于将阀的球体和阀座移动到合适位置,当安装所述阀座时,所述上定位套对所述阀座的移动方向起限位作用;所述调节机构位于所述安装座的上端。
6.优选的,所述调节机构包括压力传感器,所述压力传感器用于检测作用在所述阀的球体或所述阀座的力,当数值突变时,说明安装到合适位置。所述调节机构采用所述压力传感器,使得所述阀的球体和所述阀座的安装便捷,准确。
7.对所述调节机构的进一步优选,所述调节机构还包括固定在所述支架上的箱体、螺杆、螺母、连轴二、连轴一和压杆,所述螺杆上端与所述箱体转动连接,所述螺母通过螺纹与所述螺杆连接,所述螺母下端面设有与所述压力传感器一端连接的连接柱,所述压力传感器另一端与所述连轴二连接,所述连轴二另一端与所述连轴一连接,所述连轴一另一端与所述压杆连接;所述螺母在螺杆的转动下向下移动,所述螺母向下移动的同时带动所述压力传感器、所述连轴二、所述连轴一和所述压杆向下移动;所述连轴一用于压着所述阀的球体,当所述阀的球体移动到合适位置后,所述连轴一撤回到合适位置,装上所述压杆,所述压杆用于压着所述阀座向下移动,当所述阀座移动到合适位置后,所述压杆可撤回。
8.所述压杆用于压着所述阀座向下移动,当所述阀座移动到合适位置后,所述压杆可撤回。
9.所述箱体与所述螺杆转动连接,具体可以采用,所述箱体与所述螺杆通过轴承连接,为了方便旋转所述螺杆,所述螺杆顶端套设有方便旋转的转盘。
10.更进一步的优选,所述螺杆的中心线所在直线、所述螺母的中心线所在直线、所述压力传感器的中心线所在直线、所述连轴二的中心线所在直线、所述连轴一的中心线所在直线、所述压杆的中心线所在直线与所述阀的壳体的中心线所在直线重合。
11.所述螺母的移动方向对所述阀的球体和所述阀座的安装影响至关重要,为了避免
所述螺母的移动发生偏移,所述螺母外侧对称设有导向槽,所述箱体上设有与所述导向槽配合连接的限位件一,所述限位件一用于限制所述螺母仅在直线方向上移动。
12.当安装所述阀座时,所述上定位套对所述阀座的移动方向起限位作用,当使螺杆转动时,所述螺母在螺杆的转动下向下移动,所述螺母向下移动的同时带动所述压力传感器、所述连轴二、所述连轴一和所述压杆向下移动;所述压杆用于压着所述阀座向下移动,当压力传感器的数值突变时,说明安装到合适位置,使得所述阀座的安装方便且精确。
13.由于所述阀的壳体上的圆孔一与所述阀座的孔二的位置对应,为了对所述阀的壳体进行定位,本实用新型所述的装配工装还包括球头紧定螺钉,所述上定位套设有与所述球头紧定螺钉配合连接的连接孔一,所述球头紧定螺钉贯穿所述上定位套,用于定位位于上定位套内侧的所述阀的壳体上的圆孔一;进一步优选的,本实用新型所述的装配工装还包括定位杆,所述上定位套设有与所述定位杆配合连接的连接孔二,所述定位杆用于定位所述阀座安装时的初始放置位置。
14.所述球头紧定螺钉可以采用其他的替换方案,需要满足:具有能够对所述阀的壳体上的圆孔一定位的定位头,所述定位头可以为球形头或半球形头。
15.由于所述壳体上的圆孔一与所述阀座的孔二位置对应,通过对阀的壳体进行定位,就有了安装的基础,并通过所述定位杆对所述阀座安装时的初始位置定位,能保证安装后的阀的壳体上的圆孔一与所述阀座的孔二位置精准对应。
16.所述顶杆的尺寸小,为了使所述顶杆的安装精准且快速,本实用新型所述的装配工装还包括顶杆安装件,所述顶杆安装件包括千分尺微分头,使用所述千分尺微分头用于对所述顶杆进行安装,根据试验所得的尺寸,加上所述千分尺微分头显示的初始尺寸,计算需要安装的最终尺寸,通过所述千分尺微分头能够精准实现安装。
17.由于在阀的装配过程中,所述压杆与所述连轴一需要多次拆卸,所述压杆采用磁吸的方式与所述连轴一连接,拆卸、安装便捷。
18.本实用新型还提供了装配方法,具体步骤如下:先将所述球头紧定螺钉旋入所述上定位套,将所述阀的壳体套入所述上定位套,使所述球头紧定螺钉卡入所述阀的壳体的孔上的孔,将阀的阀球顶杆插入阀的壳体,然后整体装入所述下定位套,通过锁紧所述安装座以对所述下定位套锁紧,接着从阀的壳体的上面放入阀的球体,使所述螺杆旋转,进而使所述螺母、所述压力传感器、所述连轴二和所述连轴一整体往下移动,当所述连轴一头部进入阀的壳体内后需同时看压力传感器的压力值的变化,当压力值突然变大,说明阀的球体已顶到阀的壳体;此时,将千分尺微分头从所述安装座下端伸入,使所述千分尺微分头端面顶住阀的阀球顶杆,读取千分尺数值s0,接着反向旋转螺杆,使所述连轴一撤回,与所述阀的球体分离;然后根据原始读数s0,及需要调节的尺寸l,将所述千分尺微分头调至数值:s0+l;最后将阀体的阀座套入所述上定位套孔内,用所述定位杆对阀体的阀座定位,定好后松开所述定位杆,在所述连轴一上套上所述压杆,在所述压杆上装上磁铁,再次使所述螺杆旋转,使压杆端面顶住所述阀座慢慢往下压,此时观察所述压力传感器的数值,当压力值突然增大时,说明所述阀座已安装到位。
19.本实用新型的有益效果:采用本实用新型所述的装配工装装配阀,安装精准且快速,安装得到的阀的合格率达99.8%。
附图说明
20.图1是阀的主视图的结构示意图;
21.图2是图1中b
‑
b向剖视图的结构示意图;
22.图3是阀的立体图的结构示意图;
23.图4是本实用新型所述的用于阀的装配工装的主视图的结构示意图;
24.图5是图4中a
‑
a向剖视图的结构示意图;
25.图6是图4的左视图的结构示意图;
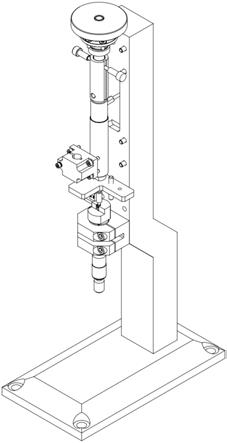
26.图7是图4的立体图的结构示意图;
27.图8是图4的局部放大图;
28.图9是本实用新型所述的压杆的结构示意图;
29.图10是本实用新型所述的螺母的结构示意图。
30.图中:1、千分尺微分头,2、安装座,3、下定位套,4、上定位套,401、连接孔一,402、连接孔二,5、压杆,501、端面一,6、连轴一,7、千分表安装座,8、连轴二,9、压力传感器,10、箱体,11、螺母,1101、连接柱,1102、导向槽,12、螺杆,13、端盖,14、转盘,15、磁铁,16、立柱,17、底座,18、支撑板,19、阀,1901、壳体,1902、阀座,1903、球体,1904、阀球顶杆,1905、圆孔一,20、限位一,21、球头紧定螺钉,22、定位杆。
具体实施方式
31.如图1~图3所示,阀19包括壳体1901、位于所述壳体内的球体1903,以及用于安装所述球体的阀座1902,所述壳体内球体的另一侧设有阀球顶杆1904,壳体1901上半部有圆孔一1905。
32.实施例1
33.如图4至图7所示,一种用于阀的装配工装,包括支架、上定位套4、下定位套3、固定在所述支架上的安装座2和调节机构,还包括用于安装阀球顶杆的顶杆安装件;所述安装座2用于安装下定位套3,所述上定位套4和所述下定位套3配合使用,用于固定阀的壳体1901;所述调节机构用于将阀的球体1903和阀座1902移动到合适位置,当安装所述阀座1902时,所述上定位套4对所述阀座1902的移动方向起限位作用;所述调节机构位于所述安装座2的上端。
34.所述支架包括底座17和立柱16,所述立柱16固定在所述底座17上。
35.参阅图5,所述调节机构包括固定在所述立柱16上的箱体10、螺杆12、螺母11、压力传感器9、连轴二8、连轴一6和压杆5,所述螺杆12上端与所述箱体10转动连接,所述螺母11通过螺纹与所述螺杆12连接,所述螺母11下端面设有与所述压力传感器9一端连接的连接柱1101,所述压力传感器9另一端与所述连轴二8连接,所述连轴二8另一端与所述连轴一6连接,所述连轴一6另一端与所述压杆5连接,所述压杆5与所述连轴一6通过磁吸方式连接;所述螺杆12的中心线所在直线、所述螺母11的中心线所在直线、所述压力传感器9的中心线所在直线、所述连轴二8的中心线所在直线、所述连轴一6的中心线所在直线、所述压杆5的中心线所在直线与所述阀的壳体1901的中心线所在直线重合。
36.所述螺母11在螺杆12的转动下向下移动,所述螺母11向下移动的同时带动所述压力传感器9、所述连轴二8、所述连轴一6和所述压杆5向下移动;所述连轴一6用于压着所述
阀的球体1903,当所述阀的球体1903移动到合适位置后,所述连轴一6撤回到合适位置,装上所述压杆5,所述压杆5用于压着所述阀座1902向下移动,当所述阀座1902移动到合适位置后,所述压杆5可撤回。
37.参阅图5,所述箱体10与所述螺杆12通过轴承连接,所述螺杆12上套设有端盖13,所述端盖13与所述箱体10固定连接。
38.为了方便旋转所述螺杆12,所述螺杆12顶端套设有方便旋转的转盘14。
39.如图10所示,所述螺母11外侧对称设有导向槽1102,所述箱体10上设有与所述导向槽1102配合连接的限位件一20,所述限位件一20用于限制所述螺母11仅在直线方向上移动。
40.结合参阅图4、图5和图8,所述顶杆安装件包括千分尺微分头1,所述千分尺微分头1从所述安装座2下端伸入至所述下定位套3内,将千分尺微分头1从所述安装座2下端伸入,使所述千分尺微分头1端面顶住阀的阀球顶杆1904,读取千分尺数值s0,接着反向旋转螺杆12,使所述连轴一6与所述球体1903分离;然后根据原始读数s0,及需要调节的尺寸l,将所述千分尺微分头调至数值:s0+l;其中l为试验得到的尺寸。
41.图4、图5和图8中所述压杆连接的阀座1902是安装初始时的状态。
42.参阅图9,所述压杆5一端与所述连轴一6连接,另一端设有用于压着阀座1902,将阀座1902移动至合适位置的端面一501。
43.实施例2
44.在实施例1的基础上,还包括球头紧定螺钉21,所述上定位套4设有与所述球头紧定螺钉21配合连接的连接孔一401,所述球头紧定螺钉21贯穿所述上定位套4,用于定位位于上定位套4内侧的所述阀的壳体1901上的圆孔一1905。将所述球头紧定螺钉21旋入所述上定位套4,将所述阀的壳体1901套入所述上定位套4,使所述球头紧定螺钉21卡入所述阀的壳体的孔上的圆孔一1905。
45.实施例3
46.在实施例2的基础上,还包括定位杆22,所述上定位套4设有与所述定位杆22配合连接的连接孔二402,所述定位杆22用于定位所述阀座1902安装时的初始放置位置,定位后,撤出所述定位杆22,使所述压杆5压着所述阀座1902向下移动至所述阀的壳体1901,当所述压力传感器的数值突变时,说明所述阀座安装到位。
47.实施例4
48.在实施例3的基础上,还包括千分表安装座7,以及支撑板18,所述支撑板18固定在连轴一上,所述千分表安装座7用于放置千分表,千分表表头顶在支撑板18上,随支撑板18一起移动,用于确定一定扭力值下的位移量。
49.实施例5
50.装配方法具体步骤如下:先将所述球头紧定螺钉21旋入所述上定位套4,将所述阀的壳体1901套入所述上定位套4,使所述球头紧定螺钉21卡入所述阀的壳体的孔上的圆孔一1905,将阀球顶杆1904插入阀的壳体1901,然后整体装入所述下定位套3,通过锁紧所述安装座2以对所述下定位套3锁紧,接着从阀的壳体1901的上面放入阀的球体1903,使所述螺杆12旋转,进而使所述螺母11、所述压力传感器9、所述连轴二8、所述连轴一6整体往下移动,当所述连轴一6头部进入阀的壳体1901内后需同时看压力传感器的压力值的变化,当压
力值突然变大,说明阀的球体1903已顶到阀的壳体;此时,将千分尺微分头1从所述安装座2下端伸入,使所述千分尺微分头1端面顶住阀的阀球顶杆1904,读取千分尺数值s0,接着反向旋转螺杆12,使所述连轴一6与所述球体1903分离;然后根据原始读数s0,及需要调节的尺寸l,将所述千分尺微分头调至数值:s0+l;最后将阀体的阀座1902套入所述上定位套4孔内,用所述定位杆22对阀体的阀座1902定位,定好后松开所述定位杆22,在所述连轴一6上套上所述压杆5,在所述压杆5上装上磁铁15(通过磁铁的磁力防止压杆往下落),再次使所述螺杆12旋转,使压杆5端面顶住所述阀座慢慢往下压,此时观察所述压力传感器的数值,当压力值突然增大时,说明所述阀座已安装到位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1