一种RO膜滤芯的隔网进料及裁切装置的制作方法
一种ro膜滤芯的隔网进料及裁切装置
技术领域
1.本实用新型涉及过滤部件加工技术领域,特别涉及一种ro膜滤芯的隔网进料及裁切装置。
背景技术:
2.随着人们对饮用水水质要求的提高,纯水系统正逐渐进入家家户户的饮水体系中。目前市场上的净水机一般都会采用反渗透膜滤芯(也称为ro膜滤芯),反渗透滤芯可以对原水中的有机物、胶体、细菌、病毒等杂质进行过滤,尤其对于无机盐、重金属例子等杂质有着极高的过滤效率。因而反渗透滤芯构成了净水机的核心部件,净水机的过滤效果与反渗透滤芯的过滤效果直接相关。
3.常见的ro膜滤芯包括有中心管和卷绕于中心管上的反渗透膜单元,其中,反渗透膜单元由裁切后的若干层隔网、膜片及导流布堆叠形成。
4.在现有技术中,通常采用切刀沿隔网的宽幅方向进行裁切,采用切刀平移切割隔网的方式存在以下缺点:隔网被裁切后,裁切端容易出现毛糙的现象,裁切后的平滑度较低,裁切效果较差。
技术实现要素:
5.本实用新型的目的是提供一种ro膜滤芯的隔网进料及裁切装置,具有较高的平滑度、裁切效果较好的作用。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种ro膜滤芯的隔网进料及裁切装置,包括机架,机架上设置有物料卷轴、固定架,固定架的进料端与出料端之间设置有送料平台,固定架上设置有自动送料装置、压紧装置及裁切装置,压紧装置和裁切装置设于出料端;裁切装置包括有无杆气缸、刀盘组件,无杆气缸固定安装于固定架,无杆气缸驱动刀盘组件平移,刀盘组件包括有刀盘架、刀盘及驱动刀盘转动的第一电机。
7.通过采用上述技术方案,加工前,先将隔网料卷安装于物料卷轴上,将其前端穿过进料及裁切装置;进料过程中,在自动送料装置的作用下,隔网自进料端向出料端输送,当输送至一定长度时,压紧装置下压,将隔网压紧固定于送料平台上,此时,自动送料装置停止送料,且裁切装置启动,无杆气缸运动带动刀盘组件沿隔网宽度方向运动,且第一电机带动刀盘转动,如此,当刀盘平移时,高速旋转的刀盘即可对出料端处的隔网进行裁切,由于裁切时隔网受压紧装置压紧固定,一方面可防止隔网在裁切时发生偏移,另一方面还可防止裁切后剩下的隔网从送料平台滑落,如此,裁切后的隔网裁边较平滑,具有更好的裁切效果。当裁切结束后,压紧装置复位,自动送料装置重新开始送料,即可推动后续的隔网伸出于出料端,便于人工或机械手将隔网拉出。
8.本实用新型的进一步设置为:自动送料装置包括有主动转辊、从动转辊及驱动主动转辊转动的第二电机,主动转辊转动连接于固定架,固定架上设置有下压气缸,下压气缸的活塞杆上设置有安装架,从动转辊转动连接于安装架,主动转辊与从动转辊之间形成有
间隙。
9.通过采用上述技术方案,当自动送料装置向前输送隔网时,隔网穿过主动转辊与从动转辊之间的间隙,第二电机驱动主动转辊转动,下压气缸驱动安装架上的从动转辊向主动转辊下压,使得从动转辊将隔网压于主动转辊上,由于隔网与主动转辊、从动转辊之间存在较大的摩擦力,当主动转辊转动时即可带动隔网向前输送。
10.本实用新型的进一步设置为:压紧装置包括有压紧气缸、设于压紧气缸活塞杆的压紧块,压紧块与送料平台压紧配合。
11.通过采用上述技术方案,压紧气缸启动后,驱动压紧块向送料平台运动,即可将隔网压紧固定于送料平台上,即可停止送料。
12.本实用新型的进一步设置为:固定架的进料端设置有导向辊,导向辊转动连接于固定架,导向辊的侧壁间隔套设有两个限位环。
13.通过采用上述技术方案,当隔网在导向辊的导向作用下从进料端进料时,其两侧分别抵于限位环侧壁,限位环即可对隔网在进料方向进行限位,防止进料过程中发生偏移而影响裁切的准确性。
14.本实用新型的进一步设置为:送料平台上设置有限位块,限位块包括固定限位块和活动限位块,固定限位块与活动限位块之间形成送料通道。
15.通过采用上述技术方案,限位块的设置使得隔网在输送过程中能够始终保持较高的准确性,位置不易发生偏移。
16.本实用新型的进一步设置为:活动限位块上开设有条形孔,送料平台上开设有锁紧孔,锁紧孔内设置有锁紧螺栓,锁紧螺栓与条形孔移动配合。
17.通过采用上述技术方案,当使用的隔网规格发生改变时,通过调节活动限位块相对固定限位块的位置,即可对送料通道的宽度进行调节。
18.本实用新型的进一步设置为:压紧装置包括有压紧气缸、设于压紧气缸活塞杆的压紧块,压紧块与送料平台压紧配合;压紧块的长度始终大于固定限位块和活动限位块之间的距离。
19.通过采用上述技术方案,当隔网进行裁切时,压紧气缸启动,驱动压紧块下压,即可将隔网压紧固定于送料平台上,此外,由于压紧块的长度始终大于固定限位块和活动限位块之间的距离,压紧块可将隔网在宽度方向均能被压紧。
20.本实用新型的进一步设置为:固定架上设置有滑轨,滑轨上滑动设置有滑块,刀盘架固定连接于滑块,第一电机固定安装于刀盘架上。
21.通过采用上述技术方案,当无杆气缸启动时,带动刀盘架位移,滑块沿滑轨滑移,刀架盘在运动过程中具有较高的平稳性,从而提高裁切的平整度。
22.本实用新型的进一步设置为:机架上设置有进料电机,物料卷轴固定连接于进料电机的输出轴,机架上还设置有红外线位置检测仪,红外线位置检测仪与进料电机控制配合。
23.通过采用上述技术方案,进料过程中,红外线位置检测仪始终照射于隔网,当红外线位置检测仪检测到隔网下垂程度较低时,即进料电机放料速度大于自动送料装置的送料速度时,红外线位置检测仪将信号反馈于进料电机,降低进料电机的转速,反之,红外线位置检测仪将加快进料电机的转速,如此,使得隔网的进料过程较有序,不会使得裁切装置与
物料卷轴之间的隔网过松或过紧。
24.本实用新型的进一步设置为:机架上设置有纠偏装置,纠偏装置包括纠偏检测仪、纠偏调节组件;机架上设置有滑移轨道,滑移轨道上滑动设置有滑板,进料电机设置于滑板上;纠偏调节组件包括电缸,纠偏检测仪与电缸控制配合;滑板上设置有联动块,电缸的活塞杆连接于联动块,电缸通过联动块带动滑板位移。
25.通过采用上述技术方案,纠偏检测仪始终对隔网边缘进行位置检测,当纠偏检测仪检测到隔网的位置在宽度方向上产生偏移时,将信号反馈至电缸,电缸启动,电缸的活塞杆通过联动块带动滑板沿滑移轨道滑动,当滑板滑动时,即可带动进料电机向外或向内移动,使得物料卷轴带动其上隔网料卷沿宽度方向移动进行位置的调节。
26.综上所述,本实用新型具有以下有益效果:
27.1.采用在固定架上设置自动送料装置、压紧装置及裁切装置的方式,且采用刀盘进行裁切,裁切后的隔网裁边较平滑,具有更好的裁切效果;当裁切结束后,压紧装置复位,自动送料装置重新开始送料,即可推动后续的隔网伸出于出料端,便于人工或机械手将隔网拉出;
28.2.采用在进料端设置导向辊,且导向辊的侧壁设置两个限位环,当隔网在导向辊的导向作用下从进料端进料时,其两侧分别抵于限位环侧壁,限位环即可对隔网在进料方向进行限位,防止进料过程中发生偏移而影响裁切的准确性;
29.3.采用在送料平台内设置可调节间距的限位块,当使用的隔网规格发生改变时,通过调节活动限位块相对固定限位块的位置,即可对送料通道的宽度进行调节,使用更加灵活,适用性更广;
30.4.采用红外线位置检测仪和纠偏装置的方式监控进料过程中隔网料卷的位置,从而可提高裁切的平整度。
附图说明
31.图1是实施例的整体结构关系示意图。
32.图2是实施例的内部结构关系示意图。
33.图3是实施例的机架前部的结构关系示意图。
34.图4是实施例中纠偏调节组件的结构关系示意图。
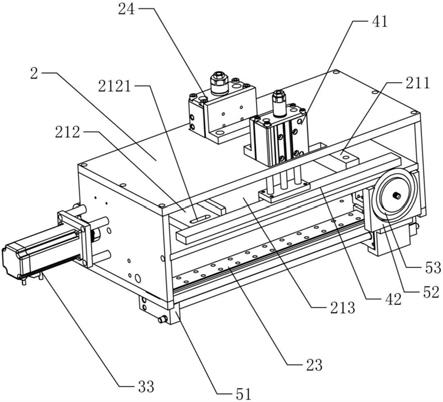
35.图5是实施例中固定架的结构关系示意图。
36.图6是实施例中固定架的另一视角的结构关系示意图。
37.图7是实施例中固定架的爆炸图。
38.图中:1、机架;11、物料卷轴;111、隔网料卷;112、膜片料卷;113、导流布料卷;12、隔网进料装置;13、膜片进料装置;14、导流布进料装置;15、第一机械手;16、第二机械手;17、第三机械手;18、升降通孔;19、进料电机;2、固定架;21、送料平台;211、固定限位块;212、活动限位块;2121、条形孔;213、送料通道;22、导向辊;221、限位环;23、滑轨;231、滑块;24、下压气缸;241、安装架;3、自动送料装置;31、主动转辊;32、从动转辊;33、第二电机;4、压紧装置;41、压紧气缸;42、压紧块;5、裁切装置;51、无杆气缸;52、刀盘架;53、刀盘;54、第一电机;6、红外线位置检测仪;7、纠偏检测仪;8、纠偏调节组件;81、滑移轨道;82、滑板;83、电缸;84、联动块;101、第一放置平台;102、第二放置平台。
具体实施方式
39.下面结合附图对本实用新型作进一步的说明。
40.一种ro膜滤芯的隔网进料及裁切装置,如图1和图2所示,包括有机架1,机架1的初始端设置有三个物料卷轴11,三个物料卷轴11沿竖直方向依次排布,上方的物料卷轴11上用于放置隔网料卷111,中间的物料卷轴11用于放置膜片料卷112,下方的物料卷轴11用于放置导流布料卷113。机架1上还对应设置有隔网进料装置12、膜片进料装置13、导流布进料装置14以及第一机械手15、第二机械手16和第三机械手17,隔网料卷111的前端穿过隔网进料装置12,通过隔网进料装置12进行送料,送料同时还通过第一机械手15进行拉料;膜片料卷112的前端穿过膜片进料装置13,通过膜片进料装置13进行送料,送料同时还通过第二机械手16进行拉料,膜片进料装置13位于隔网进料装置12的下方;膜片和隔网均从机架1的台面上面进行送料,而导流布则从机架1的台面下方进行送料,台面上设置有第一放置平台101和第二放置平台102,位于第一放置平台101与第二放置平台102之间的机架1台面开设有升降通孔18,导流布进料装置14设置于升降通孔18处,且第三机械手17于第一放置平台101与第二放置平台102上方平移。
41.如图5
‑
7所示,隔网进料装置12包括有设置于机架1上的固定架2,固定架2的进料端与出料端之间设置有送料平台21,固定架2上设置有自动送料装置3、压紧装置4及裁切装置5,压紧装置4和裁切装置5设于出料端,固定架2的进料端设置有导向辊22,导向辊22转动连接于固定架2,导向辊22的侧壁间隔套设有两个限位环221;裁切装置5包括有无杆气缸51、刀盘组件,无杆气缸51固定安装于固定架2,无杆气缸51驱动刀盘组件平移,刀盘组件包括有刀盘架52、刀盘53及驱动刀盘53转动的第一电机54。固定架2上设置有滑轨23,滑轨23沿送料路径的宽幅方向设置,滑轨23上滑动设置有滑块231,刀盘架52固定连接于滑块231,第一电机54固定安装于刀盘架52上。
42.当无杆气缸51启动时,带动刀盘架52位移,滑块231沿滑轨23滑移,刀盘架52在运动过程中具有较高的平稳性,从而提高裁切的平整度。
43.如图5
‑
7所示,自动送料装置3包括有主动转辊31、从动转辊32及驱动主动转辊31转动的第二电机33,主动转辊31转动连接于固定架2,固定架2上设置有下压气缸24,下压气缸24的活塞杆上设置有安装架241,从动转辊32转动连接于安装架241,主动转辊31与从动转辊32之间形成有间隙。压紧装置4包括有压紧气缸41、设于压紧气缸41活塞杆的压紧块42,压紧块42与送料平台21压紧配合,压紧气缸41启动后,驱动压紧块42向送料平台21运动,即可将隔网压紧固定于送料平台21上,即可停止送料。
44.如图7所示,送料平台21上设置有限位块,限位块包括固定限位块211和活动限位块212,固定限位块211与活动限位块212之间形成送料通道213,活动限位块212上开设有条形孔2121,送料平台21上开设有锁紧孔,锁紧孔内设置有锁紧螺栓,锁紧螺栓与条形孔2121移动配合。限位块的设置使得隔网在输送过程中能够始终保持较高的准确性,位置不易发生偏移。当使用的隔网规格发生改变时,通过调节活动限位块212相对固定限位块211的位置,即可对送料通道213的宽度进行调节。
45.如图5和图7所示,压紧装置4包括有压紧气缸41、设于压紧气缸41活塞杆的压紧块42,压紧块42与送料平台21压紧配合;压紧块42的长度始终大于固定限位块211和活动限位块212之间的距离。当隔网进行裁切时,压紧气缸41启动,驱动压紧块42下压,即可将隔网压
紧固定于送料平台21上,此外,由于压紧块42的长度始终大于固定限位块211和活动限位块212之间的距离,压紧块42可将隔网在宽度方向均能被压紧。
46.如图2
‑
4所示,机架1上设置有进料电机19,物料卷轴11固定连接于进料电机19的输出轴,机架1上还设置有红外线位置检测仪6,红外线位置检测仪6与进料电机19控制配合。机架1上设置有纠偏装置,纠偏装置包括纠偏检测仪7、纠偏调节组件8;机架1上设置有滑移轨道81,滑移轨道81上滑动设置有滑板82,进料电机19设置于滑板82上;纠偏调节组件8包括电缸83,纠偏检测仪7与电缸83电性连接且控制配合;滑板82上设置有联动块84,电缸83的活塞杆连接于联动块84,电缸83通过联动块84带动滑板82位移。
47.进料过程中,红外线位置检测仪6始终照射于隔网,当红外线位置检测仪6检测到隔网下垂程度较低时,即进料电机19放料速度大于自动送料装置3的送料速度时,红外线位置检测仪6将信号反馈于进料电机19,降低进料电机19的转速,反之,红外线位置检测仪6将加快进料电机19的转速,如此,使得隔网的进料过程较有序,不会使得裁切装置5与物料卷轴11之间的隔网过松或过紧。
48.纠偏检测仪7始终对隔网边缘进行位置检测,当纠偏检测仪7检测到隔网的位置在宽度方向上产生偏移时,将信号反馈至电缸83,电缸83启动,电缸83的活塞杆通过联动块84带动滑板82沿滑移轨道81滑动,当滑板82滑动时,即可带动进料电机19向外或向内移动,使得物料卷轴11带动其上隔网料卷沿宽度方向移动进行位置的调节。
49.本实用新型的基本工作原理为:加工前,先将隔网料卷安装于物料卷轴11上,将其前端穿过进料及裁切装置5;进料过程中,初始状态下,隔网穿过主动转辊31与从动转辊32之间的间隙,第二电机33驱动主动转辊31转动,下压气缸24驱动安装架241上的从动转辊32向主动转辊31下压,使得从动转辊32将隔网压于主动转辊31上,由于隔网与主动转辊31、从动转辊32之间存在较大的摩擦力,当主动转辊31转动时即可带动隔网向前输送。当隔网在导向辊22的导向作用下从进料端进料时,其两侧分别抵于限位环221侧壁,限位环221即可对隔网在进料方向进行限位,防止进料过程中发生偏移而影响裁切的准确性。当输送至一定长度时,压紧装置4下压,将隔网压紧固定于送料平台21上,此时,自动送料装置3停止送料,且裁切装置5启动,无杆气缸51运动带动刀盘组件沿隔网宽度方向运动,且第一电机54带动刀盘53转动,如此,当刀盘53平移时,高速旋转的刀盘53即可对出料端处的隔网进行裁切,由于裁切时隔网受压紧装置4压紧固定,一方面可防止隔网在裁切时发生偏移,另一方面还可防止裁切后剩下的隔网从送料平台21滑落,如此,裁切后的隔网裁边较平滑,具有更好的裁切效果。当裁切结束后,压紧装置4复位,自动送料装置3重新开始送料,即可推动后续的隔网伸出于出料端,便于第一机械手15将隔网拉出。
50.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1