用于杆件的定位防错工装的制作方法
1.本实用新型涉及一种用于杆件的定位防错工装。
背景技术:
2.在机械制造领域中,特别是汽车零部件加工行业内要求,每一件零件都要打码,以编码来区分各种型号批次的工件并且零件打码的位置都有很严格的要求。若工件不打码会导致后期很多外形相近的不同型号的工件不易区分,打码位置偏差会导致零件装配后不易观察工件编码。如图1所示,以一端具有轴对称的卡扣,外周面上具有蜗齿的杆件为例,现有技术中,多采用v型槽托块支撑人工手动调整位置打码,以肉眼判断大概位置。在打码的工件数量多时,这样的手动打码方式会导致打码困难且耗时长,工作效率极低。另外,手动打码的方式常使得测量打码不准确和打码方向出错的问题。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中手动定位打码的方式存在打码方向出错、位置不准确的缺陷,提供一种能够解决上述问题的用于杆件的定位防错工装。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种用于杆件的定位防错工装,所述杆件的一端具有轴对称的卡扣,所述杆件的外周面上具有蜗齿,其特点在于,其包括有:
6.底座;
7.第一连接块,所述第一连接块固定于所述底座;
8.旋转连接块,所述旋转连接块的下部可水平转动地连接于所述第一连接块,所述第一连接块的上部具有水平设置的卡槽,所述卡槽能够与所述卡扣在两个方向上相连接;
9.仿形限位块,所述仿形限位块固定于所述底座,所述仿形限位块上具有一仿形槽,所述仿形槽用于放置所述杆件中远离所述卡扣的一端;
10.定位件,所述定位件沿竖直方向固定于所述底座,所述定位件的顶部具有一顶针,所述卡槽与所述卡扣连接方向准确时,所述顶针能够插入所述蜗齿内。
11.较佳地,所述底座上具有沿所述杆件的轴向延伸的限位槽,所述第一连接块固定于所述限位槽内并能够沿所述杆件的轴向调整位置。
12.较佳地,所述底座上具有沿所述杆件的轴向延伸的腰形孔,所述定位件的底部固定于所述腰形孔内。
13.较佳地,所述顶针通过螺纹杆连接于所述定位件,所述顶针能够沿竖直方向调整高度。
14.较佳地,所述用于杆件的定位防错工装还包括传感器,所述传感器固定于所述仿形限位块,所述传感器用于检测所述仿形槽内有无所述杆件。
15.较佳地,所述用于杆件的定位防错工装还包括旋转限位块,所述旋转限位块固定
于所述底座并置于所述旋转连接块的外侧,所述旋转连接块向外旋转45度时,所述旋转连接块与所述旋转限位块相抵接。
16.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
17.本实用新型的积极进步效果在于:利用本定位防错工装能够确保只有在杆件安装方向正确时顶针才能够插入蜗齿内,从而避免打码操作时,杆件的安装方向错误。
附图说明
18.图1为背景技术中杆件的结构示意图。
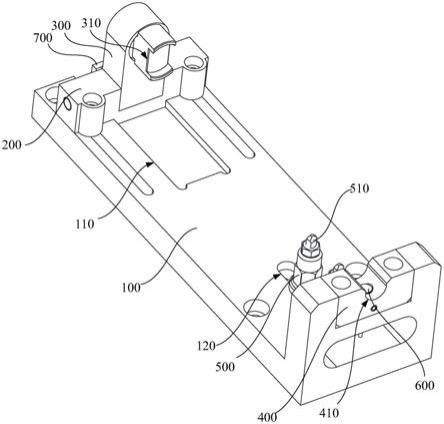
19.图2为本实用新型优选实施例中用于杆件的定位防错工装的结构示意图。
20.图3为本实用新型优选实施例中杆件置于用于杆件的定位防错工装的结构示意图。
21.附图标记说明:
22.杆件10
23.卡扣11
24.蜗齿12
25.底座100
26.限位槽110
27.腰形孔120
28.第一连接块200
29.旋转连接块300
30.卡槽310
31.仿形限位块400
32.仿形槽410
33.定位件500
34.顶针510
35.传感器600
36.旋转限位块700
具体实施方式
37.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
38.图2和图3示出了一种用于杆件的定位防错工装,杆件10的一端具有轴对称的卡扣11,杆件10的外周面上具有蜗齿12,其包括有:底座100、第一连接块200、旋转连接块300、仿形限位块400和定位件500。第一连接块200固定于底座100,旋转连接块300的下部可水平转动地连接于第一连接块200,第一连接块200的上部具有水平设置的卡槽310,卡槽310能够与卡扣11在两个方向上相连接。仿形限位块400固定于底座100,仿形限位块400上具有一仿形槽410,仿形槽410用于放置杆件10中远离卡扣11的一端。定位件500沿竖直方向固定于底座100,定位件500的顶部具有一顶针510,卡槽310与卡扣11连接方向准确时,顶针510能够插入蜗齿12内。
39.利用本工装安装杆件10时,首先向外转动旋转连接块300,使卡槽310略朝向上方,从而便于卡扣11与卡槽310相连接。由于卡扣11为轴对称结构,因此卡扣11与卡槽310相连接的方向有两个,即杆件10沿轴向旋转180度也能够与卡槽310相连接。以某一连接方向为例,当卡扣11与卡槽310相连接后,转动旋转连接块300,使杆件10逐渐水平并慢慢置于仿形槽410内。若杆件10能够水平置于仿形槽410内,则说明顶针510能够正常插入杆件10的蜗齿12内,说明杆件10的连接方向正确;若杆件10无法水平放置于仿形槽410内,则说明杆件10连接方向错误,则需要绕轴向旋转180度,再次放置杆件10。完成安装杆件10后,将工装与杆件10一起置于打码工作区域进行打码,从而能够保证在杆件10上打码位置与方向正确。
40.为了使本工装能够适用于不同长度的杆件10,底座100上具有沿杆件10的轴向延伸的限位槽110,第一连接块200固定于限位槽110内并能够沿杆件10的轴向调整位置。即,根据杆件10的长度调整第一连接块200在限位槽110内的位置。另外,仿形限位块400也能够根据需要进行更换,从而进一步提高本工装的适用性。
41.本方案中,底座100上具有沿杆件10的轴向延伸的腰形孔120,定位件500的底部固定于腰形孔120内。通过调整定位件500在腰形孔120内的位置,可以使本工装适用于不同的具有螺杆或定位孔的杆件10。
42.另外,顶针510通过螺纹杆连接于定位件500,顶针510能够沿竖直方向调整高度。本实施例中,定位件500的数量为2个,从而进一步提高定位防错的可靠性。
43.为了自动检测安装是否正确,用于杆件的定位防错工装还包括传感器600,传感器600固定于仿形限位块400,传感器600用于检测仿形槽410内有无杆件10。当传感器600检测到杆件10时,则显示或发出一个表示正确的信号;相反没有检测到杆件10时,则显示或发出一个表示错误的信号,从而能够避免人工判断失误。
44.为了便于连接杆件10,提高将杆件10安装在本工装上的效率,用于杆件的定位防错工装还包括旋转限位块700,旋转限位块700固定于底座100并置于旋转连接块300的外侧,旋转连接块300向外旋转45度时,旋转连接块300与旋转限位块700相抵接。
45.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1