一种ASF玻璃贴合工装的制作方法
一种asf玻璃贴合工装
技术领域
1.本实用新型属于玻璃产品技术领域,更具体地说,是涉及一种asf玻璃贴合工装。
背景技术:
2.目前的行业内lcm贴合方式是在机合表面使用硅胶垫挖槽或使用工装开槽,单个工装仅限一种制程作业,工装投入成本较高,无法满足多道生产制程使用。现有的贴合工装为针对单一产品制程定制专用的贴合工装,仅限于生产单一产品的单独制程使用,无法共用。
技术实现要素:
3.本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,使用便捷,能够满足lcm贴合制作过程中及成品贴asf制程共用,从而同时满足不同生产制程的通用,有效降低工装的投入成本,为企业降低成本,提升收益的asf玻璃贴合工装。
4.要解决以上所述的技术问题,本实用新型采取的技术方案为:
5.本实用新型为一种asf(anti-splinter film防爆膜)玻璃贴合工装,所述的asf玻璃贴合工装包括工装本体,工装本体上设置定位孔、贴合部位,贴合部位包括玻璃定位槽、ic避让槽、主板避让槽,ic避让槽、主板避让槽与玻璃定位槽侧边相连。
6.所述的工装本体上设置多个按间隙布置的贴合部位。
7.所述的玻璃定位槽包括多个边线,一个边线位置连通ic避让槽,另一个边线位置连通主板避让槽。
8.所述的玻璃定位槽包括多个边角,每个边角分别设置避让拐角,避让拐角设置为呈凹进的结构。
9.所述的工装本体为方形结构,工装本体靠近每个边角位置各设置一个定位孔,定位孔穿透工装本体。
10.所述的工装本体设置为能够通过定位孔卡装在加工设备上的定位销上,从而实现工装本体定位的结构。
11.所述的工装本体为电木、亚克力、玻纤、铝合金材质制成的结构。
12.所述的主板避让槽为镂空结构。
13.采用本实用新型的技术方案,能得到以下的有益效果:
14.本实用新型所述的asf玻璃贴合工装,针对现有技术中的问题而提出改进。工装包括定位孔(机台定位孔)、主板避让槽(模组主板避让槽)、ic避让槽(fpcic避让槽)和玻璃定位槽(模组定位槽)、拐角避让(cover拐角避让)、工装本体(主体结构)。所述的定位孔做沉孔处理,方便工装在加工设备上的定位, fpc ic避让槽避免因ic厚度过高突起影响g+lcm贴合作业,fpc ic避让槽降低ic高度,在asf贴合过程中,避免覆膜滚轮的触碰引起气泡不良,模组主板避让槽采取镂空处理,避免贴合过程中压伤主板,模组定位槽可以起到固定模组,限制移动,增加贴合精度的功能。本实用新型的贴合工装,定位柱可进行自由更换,便
于取出,满足快速切换功能,降低了工装成本投入。本实用新型所述的asf玻璃贴合工装,能够满足lcm贴合制作过程中及成品贴asf制程共用,同时满足不同生产制程的通用,有效降低工装的投入成本,为企业降低成本,提升收益。
附图说明
15.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
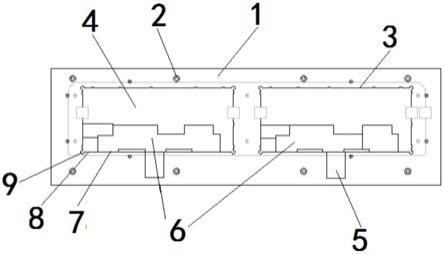
16.图1为本实用新型所述的asf玻璃贴合工装的结构示意图;
17.附图中标记分别为:1、工装本体;2、定位孔;3、贴合部位;4、玻璃定位槽;5、ic避让槽;6、主板避让槽;7、边线;8、边角;9、避让拐角。
具体实施方式
18.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
19.如附图1所示,本实用新型为一种asf玻璃贴合工装,所述的asf玻璃贴合工装包括工装本体1,工装本体1上设置定位孔2、贴合部位3,贴合部位3 包括玻璃定位槽4、ic避让槽5、主板避让槽6,ic避让槽5、主板避让槽6与玻璃定位槽4侧边相连。包括定位孔(机台定位孔)、主板避让槽(模组主板避让槽)、ic避让槽(fpc ic避让槽)和玻璃定位槽(模组定位槽)、拐角避让(cover 拐角避让)、工装本体(主体结构)。所述的定位孔做沉孔处理,方便工装在加工设备上的定位,fpc ic避让槽避免因ic厚度过高突起影响g+lcm贴合作业, fpc ic避让槽降低ic高度,在asf贴合过程中,避免覆膜滚轮的触碰引起气泡不良,模组主板避让槽采取镂空处理,避免贴合过程中压伤主板,模组定位槽可以起到固定模组,限制移动,增加贴合精度的功能。本实用新型的贴合工装,定位柱可进行自由更换,便于取出,满足快速切换功能,降低了工装成本投入。本实用新型所述的asf玻璃贴合工装,结构简单,使用便捷,能够满足lcm贴合制作过程中及成品贴asf制程共用,从而同时满足不同生产制程的通用,有效降低工装的投入成本,为企业降低成本,提升收益。
20.所述的工装本体1上设置多个按间隙布置的贴合部位3。上述结构,设置多个贴合部位,每个贴合部位分别包括玻璃定位槽4、ic避让槽5、主板避让槽6,每个贴合部位的ic避让槽5、主板避让槽6与玻璃定位槽4侧边相连。这样,同时满足多个产品贴合,提高效率。
21.所述的玻璃定位槽4包括多个边线7,一个边线7位置连通ic避让槽5,另一个边线7位置连通主板避让槽6。上述结构,fpc ic避让槽避免因ic厚度过高突起影响g+lcm贴合作业,fpc ic避让槽降低ic高度,在asf贴合过程中,避免覆膜滚轮的触碰引起气泡不良,模组主板避让槽采取镂空处理,避免贴合过程中压伤主板。
22.所述的玻璃定位槽4包括多个边角8,每个边角8分别设置避让拐角9,避让拐角9设置为呈凹进的结构。上述结构,拐角避让的设置,玻璃卡装时可以减少玻璃四角的接触面,减少崩边角的发生比例。
23.所述的工装本体1为方形结构,工装本体1靠近每个边角位置各设置一个定位孔2,定位孔2穿透工装本体1。所述的工装本体1设置为能够通过定位孔 2卡装在加工设备上的定位销上,从而实现工装本体1定位的结构。可以方便可靠实现工装本体与加工设备之间的
定位,对工装实现限位,保证玻璃产品在贴合过程中不会发生精度偏移,提高稳定性,这样,有效提高玻璃在贴合过程中产品的精度。
24.所述的工装本体1为电木、亚克力、玻纤、铝合金材质制成的结构。所述的主板避让槽6为镂空结构。上述结构,模组主板避让槽采取镂空处理,避免贴合过程中压伤主板,模组定位槽7可以起到固定模组,限制移动,增加贴合精度的功能。这样,有效提高作业质量。
25.本实用新型所述的asf玻璃贴合工装,针对现有技术中的问题而提出改进。工装包括定位孔(机台定位孔)、主板避让槽(模组主板避让槽)、ic避让槽(fpcic避让槽)和玻璃定位槽(模组定位槽)、拐角避让(cover拐角避让)、工装本体(主体结构)。所述的定位孔做沉孔处理,方便工装在加工设备上的定位, fpc ic避让槽避免因ic厚度过高突起影响g+lcm贴合作业,fpc ic避让槽降低ic高度,在asf贴合过程中,避免覆膜滚轮的触碰引起气泡不良,模组主板避让槽采取镂空处理,避免贴合过程中压伤主板,模组定位槽可以起到固定模组,限制移动,增加贴合精度的功能。本实用新型的贴合工装,定位柱可进行自由更换,便于取出,满足快速切换功能,降低了工装成本投入。本实用新型所述的asf玻璃贴合工装,能够满足lcm贴合制作过程中及成品贴asf制程共用,同时满足不同生产制程的通用,有效降低工装的投入成本,为企业降低成本,提升收益。
26.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1