一种汽车车门总成检具的制作方法
1.本实用新型属于汽车检具技术领域,具体涉及一种汽车车门总成检具。
背景技术:
2.检具是一种用来测量和评价零件尺寸质量的专用检验设备,特别适合离线快速检测、快速识别零件缺陷,以避免产生批量的不合格零件。为了能够更真实地反应零件安装在车身上的实际状态,在设计检具时,会尽量按零件在车身上的布置方向进行检具设计及固定。因此,门总成检具采用竖直摆放。
3.目前,门总成检具上设置有若干常规定位销及夹紧器,定位销和夹紧器是各自独立的。如图1所示,门总成检具a基准处的夹紧器3和a基准附近的常规定位销4(包括主、辅定位销)是各自独立的。门总成零件定位结构受限于零件内部空间问题,a基准处的夹紧器3需要布置在检具背侧,导致检具结构复杂(从后部开孔布置夹紧器)。上件时,首先将零件挂在a基准附近的常规定位销4上,然后走至检具后方,旋转a基准处的夹紧器3的夹紧把手31(如图2所示)到限定位置后拉紧,由于在检具后部进行操作,不可视,操作不便;且压紧力大小无法量化,压紧力无法有效控制。
技术实现要素:
4.为了解决上述存在的技术问题,本实用新型设计了一种汽车车门总成检具。
5.为了解决上述存在的技术问题,本实用新型采用了以下技术方案:
6.一种汽车车门总成检具,包括底座及设置在所述底座上的检具基板,所述检具基板上设置有若干夹紧器,所述检具基板上距离a基准最近的主、辅定位销均采用定位夹紧钩销,并将这些距离定位夹紧钩销最近的a基准处的夹紧器取消。
7.进一步,所述定位夹紧钩销包括夹头、夹头限位器、导向销、活动压杆和中空结构的筒体,所述筒体的顶面作为定位面,且筒体的顶面中央向上延伸出定位销,所述筒体的底面与安装板连接,所述导向销设置在所述筒体的侧壁上以与所述夹头上的轨迹槽配合;所述夹头装在所述定位销的轴向导槽中,且所述夹头下端与所述夹头限位器铰接,所述夹头限位器安装在所述筒体内且其前后两端分别伸出筒体侧壁外与筒体侧壁上的轴向导槽配合,所述夹头限位器的前后两端端部位于所述活动压杆的u形压杆下方,所述夹头限位器的下端与所述筒体的底面之间还设置有弹簧;所述活动压杆铰接在所述筒体的侧壁上。
8.进一步,所述活动压杆包括u形压杆和操作手柄,所述筒体位于u形压杆的凹口处且所述筒体与所述u形压杆铰接连接,所述操作手柄设置在所述u形压杆的外侧。
9.进一步,所述夹头的上部呈钩状结构,所述轨迹槽位于所述夹头的中部。
10.进一步,所述筒体呈圆筒状,所述筒体正对所述活动压杆的一侧设置有轴向的条形开口结构。
11.进一步,所述定位夹紧钩销通过安装板安装固定在所述检具基板上,所述安装板上设置有安装孔。
12.进一步,所述底座的四角还分别设置有移动轮,所述移动轮具有刹车功能。
13.该汽车车门总成检具具有以下有益效果:
14.(1)本实用新型中,将a基准压紧点与其附近的主、辅定位销功能集成于一体做成钩销机构,兼备压紧和定位销功能,避开了板件内部空间的限制,在检具正面操作,操作可视,有效提高了检具操作便捷性及压紧力大小的控制。
15.(2)本实用新型解决了门总成零件在定位过程中因零件内部空间有限导致定位效果不理想的问题,提高了零件定位的准确性,同时减少了检测前后上下件的时间,提高了检测过程的操作效率;而且制作简单,成本低,操作方便。
附图说明
16.图1:现有技术中门总成检具的a基准处的夹紧器及a基准附近常规的定位销的结构示意图;
17.图2:现有技术中门总成检具的a基准处的夹紧器的夹紧把手布置示意图;
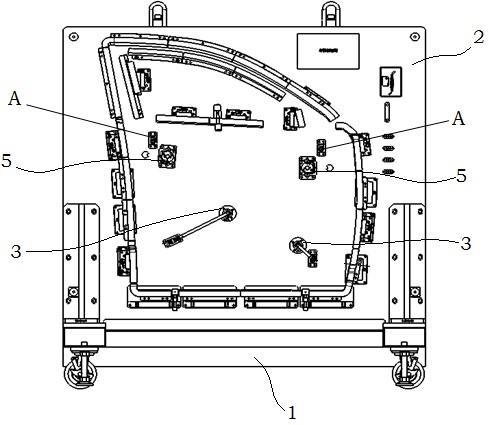
18.图3:本实用新型实施方式中汽车车门总成检具的结构示意图;
19.图4:本实用新型实施方式中定位夹紧钩销的结构示意图ⅰ(压紧状态);
20.图5:本实用新型实施方式中定位夹紧钩销的结构示意图ⅱ(松开状态);
21.图6:本实用新型实施方式中定位夹紧钩销的工作示意图(剖视图)。
22.附图标记说明:
23.1—底座;2—检具基板;3—夹紧器;31—夹紧把手;4—常规定位销;5—定位夹紧钩销;51—夹头;511—轨迹槽;52—定位销;53—筒体;531—定位面;54—夹紧限位器;55—活动压杆;56—固定板;57—导向销;58—弹簧;6—门总成零件。
具体实施方式
24.下面结合附图,对本实用新型做进一步说明:
25.图3至图6示出了本实用新型一种汽车车门总成检具的具体实施方式。图3是本实施方式中汽车车门总成检具的结构示意图;图4至图5是本实施方式中定位夹紧钩销的结构示意图;图6是本实施方式中定位夹紧钩销的工作示意图。
26.如图3所示,本实施方式中的汽车车门总成检具,包括底座1及设置在底座1上的检具基板2,检具基板2上设置有若干夹紧器3,检具基板2上距离a基准最近的主、辅定位销均采用定位夹紧钩销5,并将这些距离定位夹紧钩销最近的a基准处的夹紧器取消。
27.优选地,定位夹紧钩销包括夹头51、夹头限位器54、导向销57、活动压杆55和中空结构的筒体53,筒体53的顶面作为定位面531,且筒体53的顶面中央向上延伸出定位销52,筒体53的底面与安装板56连接,如图4至图6所示,导向销57设置在筒体53的侧壁上以与夹头51上的轨迹槽511配合;夹头51装在定位销52的轴向导槽中,且夹头52下端与夹头限位器54铰接,夹头限位器54安装在筒体53内且其前后两端分别伸出筒体53侧壁外与筒体侧壁上的轴向导槽配合,夹头限位器54的前后两端端部位于活动压杆55的u形压杆下方,夹头限位器54的下端与筒体53的底面之间还设置有弹簧58;活动压杆55铰接在筒体53的侧壁上。在此说明一下,夹头限位器54的前后方向指的是图4至图6中的前后向。
28.优选地,活动压杆55包括u形压杆和操作手柄,筒体53位于u形压杆的凹口处且筒
体53与所述u形压杆铰接连接,所述操作手柄设置在所述u形压杆的外侧,如图4至图5所示。
29.优选地,夹头51的上部呈钩状结构,轨迹槽511位于夹头51的中部,如图6所示。
30.优选地,筒体53呈圆筒状,筒体53正对活动压杆55的一侧设置有轴向的条形开口结构,如图4和图6所示,方便夹头等的安装、调节、更换。
31.优选地,定位夹紧钩销5通过安装板56安装固定在检具基板2上,安装板56上设置有安装孔,如图4和图5所示。
32.优选地,底座1的四角还分别设置有移动轮,所述移动轮具有刹车功能,如图3所示。
33.工作时,在该检具在使用前,应对其进行仔细检查,确保各连接结构之间活动自如,确保夹头51在夹紧时可以完全压在定位面531的上方,如有不正对需马上修复;
34.确认该检具合格后,抬起门总成零件6,并将门总成零件6的定位孔与检具上的定位销完全对正,并慢慢将门总成零件6挂在定位销上,轻轻推动门总成零件6,直到门总成零件6与定位面接触为止,具体过程如下:
35.1、确认该检具上所有夹紧器和定位销均处于非工作状态;
36.2、将门总成零件6轻轻放在检具上,确保定位销完全插入门总成零件6的定位孔,并轻推门总成零件6使其与定位面完全贴合;
37.3、依次闭合夹紧器,操作定位夹紧钩销5时,手握活动压杆55上的操作手柄向下用力,夹头限位器54在活动压杆55的u形压杆向下压力的作用下,带动夹头51向下运动从而压紧门总成零件6,将门总成零件6在检具上定位牢固,如图4和图6所示;
38.4、检测完毕后,打开所有夹紧器至非工作状态,操作定位夹紧钩销5时,手握活动压杆55上的操作手柄向上用力将活动压杆55向上抬起,夹头限位器54在内部弹簧58的作用下向上运动,夹头51恢复非工作状态,如图5和图6所示;
39.5、取出门总成零件6放入工位器具完成该次检测操作。
40.本实用新型中,将a基准压紧点与其附近的主、辅定位销功能集成于一体做成钩销机构,兼备压紧和定位销功能,避开了板件内部空间的限制,在检具正面操作,操作可视,有效提高了检具操作便捷性及压紧力大小的控制。
41.本实用新型解决了门总成零件在定位过程中因零件内部空间有限导致定位效果不理想的问题,提高了零件定位的准确性,同时减少了检测前后上下件的时间,提高了检测过程的操作效率;而且制作简单,成本低,操作方便。
42.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1