一种挡风玻璃下卡条安装工装的制作方法
1.本实用新型涉及车辆挡风玻璃下卡条安装技术领域,尤其涉及一种挡风玻璃下卡条安装工装。
背景技术:
2.挡风玻璃的四边安装为三边包边条加一边下卡条,现在对于挡风玻璃的三边包边条的自动化安装较为多见。然而现在对于挡风玻璃下卡条的安装自动化程度较低,下卡条安装过程中需要人工对挡风玻璃进行定位和夹紧,然后装配下卡条,这样不仅工作效率低下,而且难以形成对于挡风玻璃下卡条的标准化装配。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种挡风玻璃下卡条安装工装,能够提高挡风玻璃与下卡条的装配效率以及标准化程度。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种挡风玻璃下卡条安装工装,包括工作台、卡条安装机构和用于固定待装配玻璃的玻璃固定装置;
5.所述卡条安装机构和玻璃固定装置设置在工作台台面上;
6.所述卡条安装机构包括用于固定下卡条的卡条固定机构以及带动所述卡条固定机构的下卡条与所述玻璃固定装置上待装配玻璃的边框装配的卡条压紧机构。
7.进一步地,所述玻璃固定装置包括支撑机构、定位机构、吸附机构和夹紧机构;
8.所述定位机构围成一用于放置待装配玻璃的玻璃放置区域;
9.所述支撑机构和所述吸附机构设置在工作台台面上且位于所述玻璃放置区域内;
10.所述夹紧机构设置在工作台台面上远离所述卡条安装机构的一侧以用于夹紧待装配玻璃的一侧边缘。
11.进一步地,所述支撑机构包括设置在所述工作台台面的第一气缸和支撑装置;
12.所述支撑装置包括连接板和顶头;所述连接板的底面与所述第一气缸的活动端连接;
13.所述顶头设置在所述连接板的顶面;
14.所述第一气缸的活动端可带动所述顶头沿着垂直于所述工作台台面的方向来回移动。
15.进一步地,所述定位机构包括设置在工作台台面的第一定位机构和第二定位机构;
16.所述第一定位机构设置在所述玻璃放置区域的上下两侧,所述第一定位机构包括第一往复装置、第二气缸和第一推筒;所述第二气缸的活动端与第一推筒连接,所述第一推筒可滑动设置在所述第一往复装置且滑动方向朝向所述玻璃放置区域;
17.所述第二定位机构设置在所述玻璃放置区域的中间位置,所述第二定位机构包括第二往复装置、第三气缸和在所述玻璃放置区域的两侧分别设置有一个的第二推筒,所述
第三气缸的活动端同时与两个所述第二推筒连接,两个所述第二推筒可滑动设置在第二往复装置上且相对滑动。
18.进一步地,所述吸附机构包括位于所述玻璃放置区域中间位置下方的第一吸附机构、位于所述玻璃放置区域上靠近所述卡条安装机构的一侧边缘下方的第二吸附机构以及远离夹紧机构一端具有用于整形待装配玻璃边框的整形板;
19.所述第一吸附机构包括第三往复装置、第四气缸和第一吸盘,所述第四气缸的活动端与所述第一吸盘连接,所述第一吸盘可滑动设置在第三往复装置上且滑动方向垂直于所述工作台台面;
20.所述第二吸附机构包括第四往复装置、第五气缸和第二吸盘,所述第五气缸的活动端与所述第二吸盘连接,所述第二吸盘可滑动设置在第四往复装置上且滑动方向垂直于所述工作台台面。
21.进一步地,所述夹紧机构包括设置在工作台台面的第一夹具和第一支撑块;
22.所述第一夹具包括第六气缸和第一压紧头;所述第一压紧头与第六气缸的活动端连接,所述第一压紧头相对于所述第一支撑块可翻动。
23.进一步地,所述卡条固定机构包括第二夹具和第二支撑块,所述第二支撑块上设置有卡条放置槽;
24.所述第二夹具包括第七气缸和第二压紧头,所述第二压紧头与第七气缸的活动端连接,所述第二压紧头相对于第二支撑块可翻动。
25.进一步地,所述卡条压紧机构包括第五往复装置、第八气缸和压紧装置;
26.所述第八气缸的活动端与所述压紧装置连接,所述压紧装置可滑动设置在五往复装置上;
27.所述压紧装置包括第三压紧头、第九气缸、第四压紧头和第十气缸;
28.所述第九气缸的活动端与所述第三压紧头连接,所述第三压紧头朝向下卡条的一侧形状与下卡条的首部形状相适配,所述第九气缸带动所述第三压紧头压紧下卡条的首部;
29.所述第四压紧头与第十气缸的活动端连接,所述第十气缸带动所述第四压紧头压紧待装配玻璃边框至于所述卡条固定机构的下卡条上以完成装配。
30.进一步地,所述工作台与卡条安装机构之间设置有推动机构;
31.所述推动机构包括推板和第十一气缸,所述卡条安装机构设置在所述推板上,所述推板可滑动设置在工作台台面上,所述推板与第十一气缸的活动端连接。
32.进一步地,还包括钉柱安装机构;
33.所述钉柱安装机构设置在工作台台面;
34.所述钉柱安装机构包括设置在所述工作台台面的第六往复装置、钉柱安装块和第十二气缸;
35.所述第十二气缸的活动端连接钉柱安装块,所述钉柱安装块可滑动设置在所述第六往复装置上以将钉柱装配至待装配玻璃上。
36.本实用新型的有益效果在于:在工作台上增设卡条安装机构和玻璃固定装置,在卡条安装机构的卡条固定机构上固定放置下卡条,然后通过玻璃固定装置固定好待装配玻璃,接着利用卡条安装机构的卡条压紧机构将待装配玻璃与下卡条进行贴装。从而提高挡
风玻璃与下卡条的装配效率以及标准化程度。
附图说明
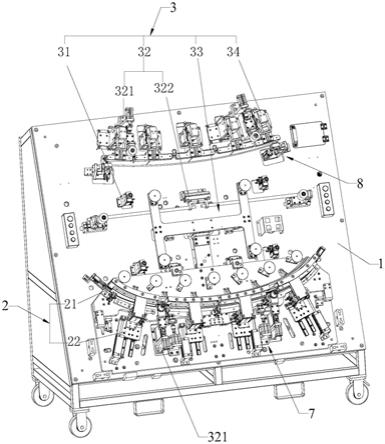
37.图1为本实用新型实施例的一种挡风玻璃下卡条安装工装的结构示意图;
38.图2为本实用新型实施例的一种挡风玻璃下卡条安装工装的支撑机构结构示意图;
39.图3为本实用新型实施例的一种挡风玻璃下卡条安装工装的第一定位机构结构示意图;
40.图4为本实用新型实施例的一种挡风玻璃下卡条安装工装的第二定位机构结构示意图;
41.图5为本实用新型实施例的一种挡风玻璃下卡条安装工装的吸附机构结构示意图;
42.图6为本实用新型实施例的一种挡风玻璃下卡条安装工装的夹紧机构结构示意图;
43.图7为本实用新型实施例的一种挡风玻璃下卡条安装工装的卡条固定机构结构示意图;
44.图8为本实用新型实施例的一种挡风玻璃下卡条安装工装的卡条压紧机构结构示意图;
45.图9为本实用新型实施例的一种挡风玻璃下卡条安装工装的推动机构结构示意图;
46.图10为本实用新型实施例的一种挡风玻璃下卡条安装工装的钉柱安装机构结构示意图;
47.图11为本实用新型实施例的一种挡风玻璃下卡条安装工装的挡风玻璃结构示意图;
48.标号说明:
49.1、工作台;
50.2、卡条安装机构;21、卡条固定机构;211、第二夹具;2111、第七气缸;2112、第二压紧头;
51.212、第二支撑块;2121、卡条放置槽;
52.22、卡条压紧机构;221、第五往复装置;222、压紧装置;2221、第三压紧头;2222、第九气缸;2223、第四压紧头;2224、第十气缸;223、第八气缸;
53.3、玻璃固定装置;31、支撑机构;311、第一气缸;312、支撑装置;3121、连接板;3122、顶头;
54.32、定位机构;321、第一定位机构;3211、第一往复装置;3212、第二气缸;
55.322、第二定位机构;3221、第二往复装置;3222、第三气缸;
56.33、吸附机构;331、第一吸附机构;3311、第三往复装置;3312、第一吸盘;3313、第四气缸;
57.332、第二吸附机构;3321、第四往复装置;3322、第二吸盘;3323、第五气缸;
58.34、夹紧机构;341、第一夹具;3411、第六气缸;3412、第一压紧头;
59.342、第一支撑块;
60.4、第一推筒;5、第二推筒;6、整形板;
61.7、推动机构;71、推板;72、第十一气缸;
62.8、钉柱安装机构;81、第六往复装置;82、钉柱安装块;83、第十二气缸;9、下卡条;10、钉柱。
具体实施方式
63.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
64.请参照图1至图10所示,一种挡风玻璃下卡条安装工装,包括工作台1、卡条安装机构2和用于固定待装配玻璃的玻璃固定装置3;
65.所述卡条安装机构2和玻璃固定装置3设置在工作台1台面上;
66.所述卡条安装机构2包括用于固定下卡条9的卡条固定机构21以及带动所述卡条固定机构21的下卡条9与所述玻璃固定装置3上待装配玻璃的边框装配的卡条压紧机构22。
67.本实用新型的工作原理如下:在实际装配过程中,首先操作人员先将下卡条9安装到卡条安装机构2的卡条固定机构21上,然后将待装配玻璃固定安装到玻璃固定装置3上,最后通过卡条安装机构2的卡条压紧机构22将下卡条9贴装到待装配玻璃上。
68.从上述描述可知,本实用新型的有益效果在于:在工作台1上增设卡条安装机构2和玻璃固定装置3,在卡条安装机构2的卡条固定机构21上固定放置下卡条9,然后通过玻璃固定装置3固定好待装配玻璃,接着利用卡条安装机构2的卡条压紧机构22将待装配玻璃与下卡条9进行贴装。从而提高挡风玻璃与下卡条9的装配效率以及标准化程度。
69.请参照图1所示,进一步地,所述玻璃固定装置3包括支撑机构31、定位机构32、吸附机构33和夹紧机构34;
70.所述定位机构32围成一用于放置待装配玻璃的玻璃放置区域;
71.所述支撑机构31和所述吸附机构33设置在工作台1台面上且位于所述玻璃放置区域内;
72.所述夹紧机构34设置在工作台1台面上远离所述卡条安装机构2的一侧以用于夹紧待装配玻璃的一侧边缘。
73.由上述描述可知,在固定待装配玻璃过程中,支撑机构31用于帮助操作人员支撑待装配玻璃,定位机构32用于定位摆正待装配玻璃,吸附机构33用于吸附待装配玻璃,夹紧机构34用于夹紧待装配玻璃。
74.请参照图1和图2所示,进一步地,所述支撑机构31包括设置在所述工作台1台面的第一气缸311和支撑装置312;
75.所述支撑装置312包括连接板3121和顶头3122;所述连接板3121的底面与所述第一气缸311的活动端连接;
76.所述顶头3122设置在所述连接板3121的顶面;
77.所述第一气缸311的活动端可带动所述顶头3122沿着垂直于所述工作台1台面的方向来回移动。
78.由上述描述可知,通过第一气缸311将支撑装置312的连接板3121升起,进而带动
顶头3122升起,然后操作者便可将待装配玻璃抵放在顶头3122上。
79.请参照图1、图3和图4所示,进一步地,所述定位机构32包括设置在工作台1台面的第一定位机构321和第二定位机构322;
80.所述第一定位机构321设置在所述玻璃放置区域的上下两侧,所述第一定位机构321包括第一往复装置3211、第二气缸3212和第一推筒4;所述第二气缸3212的活动端与第一推筒4连接,所述第一推筒4可滑动设置在所述第一往复装置3211且滑动方向朝向所述玻璃放置区域;
81.所述第二定位机构322设置在所述玻璃放置区域的中间位置,所述第二定位机构322包括第二往复装置3221、第三气缸3222和在所述玻璃放置区域的两侧分别设置有一个的第二推筒5,所述第三气缸3222的活动端同时与两个所述第二推筒5连接,两个所述第二推筒5可滑动设置在第二往复装置3221上且相对滑动。
82.由上述描述可知,在定位摆正过程中,第一定位机构321负责定位摆正待装配玻璃的上下两侧部分,通过第二气缸3212控制第一推筒4在第一往复装置3211上移动,从而实现对待装配玻璃上下两侧部分平稳的定位摆正;第二定位机构322负责定位摆正待装配玻璃的左右两侧部分,通过第三气缸3222控制第二推筒5在第二往复装置3221上移动,从而实现对待装配玻璃左右两侧部分平稳的定位摆正。
83.请参照图1和图5所示,进一步地,所述吸附机构33包括位于所述玻璃放置区域中间位置下方的第一吸附机构331、位于所述玻璃放置区域上靠近所述卡条安装机构2的一侧边缘下方的第二吸附机构332以及远离夹紧机构34一端具有用于整形待装配玻璃边框的整形板6;
84.所述第一吸附机构331包括第三往复装置3311、第四气缸3313和第一吸盘3312,所述第四气缸3313的活动端与所述第一吸盘3312连接,所述第一吸盘3312可滑动设置在第三往复装置3311上且滑动方向垂直于所述工作台1台面;
85.所述第二吸附机构332包括第四往复装置3321、第五气缸3323和第二吸盘3322,所述第五气缸3323的活动端与所述第二吸盘3322连接,所述第二吸盘3322可滑动设置在第四往复装置3321上且滑动方向垂直于所述工作台1台面。
86.由上述描述可知,在完成对于待装配玻璃定位摆正后,吸附机构33开始对待装配玻璃进行吸附,第一吸附机构331负责吸附住待装配玻璃中间部分,通过述第四气缸3313控制第一吸盘3312在第三往复装置3311上移动,从而实现对待装配玻璃中间部分的吸附;第二吸附机构332负责吸附住待装配玻璃靠近卡条安装机构2的部分,通过第五气缸3323控制第二吸盘3322在第四往复装置3321上移动,从而实现对待装配玻璃靠近卡条安装机构2的部分的吸附;完成吸附后支撑机构31的第一气缸311会控制连接板3121带动顶头3122下降。由于待装配玻璃型面存在误差,会影响与下卡条9贴装效果,因此第二吸盘3322在对待装配玻璃吸附的同时,通过整形板6会顶住待装配玻璃,进而对待装配玻璃靠近卡条安装机构2的部分的边框进行整形。
87.请参照图1和图6所示,进一步地,所述夹紧机构34包括设置在工作台1台面的第一夹具341和第一支撑块342;
88.所述第一夹具341包括第六气缸3411和第一压紧头3412;所述第一压紧头3412与第六气缸3411的活动端连接,所述第一压紧头3412相对于所述第一支撑块342可翻动。
89.由上述描述可知,在完成对待装配玻璃的吸附后,吸附机构33会带着待装配玻璃下降,直至将待装配玻璃远离卡条安装机构2的一侧放置到第一支撑块342上,然后通过第六气缸3411驱动活动端动作,使第一压紧头3412翻动至待装配玻璃上,并与第一支撑块342配合完成对待装配玻璃的夹紧。
90.请参照图1和图7所示,进一步地,所述卡条固定机构21包括第二夹具211和第二支撑块212,所述第二支撑块212上设置有卡条放置槽2121;
91.所述第二夹具211包括第七气缸2111和第二压紧头2112,所述第二压紧头2112与第七气缸2111的活动端连接,所述第二压紧头2112相对于第二支撑块212可翻动。
92.由上述描述可知,操作人员在放置下卡条9过程中,先将下卡条9放置在第二支撑块212上的卡条放置槽2121内,然后通过第七气缸2111驱动活动端动作,使第二压紧头2112翻动至下卡条9首部上方进行压紧作业。
93.请参照图1、图8和图11所示,进一步地,所述卡条压紧机构22包括第五往复装置221、第八气缸223和压紧装置222;
94.所述第八气缸223的活动端与所述压紧装置222连接,所述压紧装置222可滑动设置在第五往复装置221上;
95.所述压紧装置222包括第三压紧头2221、第九气缸2222、第四压紧头2223和第十气缸2224;
96.所述第九气缸2222的活动端与所述第三压紧头2221连接,所述第三压紧头2221朝向下卡条9的一侧形状与下卡条9的首部形状相适配,所述第九气缸2222带动所述第三压紧头2221压紧下卡条9的首部;
97.所述第四压紧头2223与第十气缸2224的活动端连接,所述第十气缸2224带动所述第四压紧头2223压紧待装配玻璃边框至于所述卡条固定机构21的下卡条9上以完成装配。
98.由上述描述可知,在完成对待装配玻璃的夹紧后,先由第八气缸223控制压紧装置222在第五往复装置221上移动,从而将压紧装置222移动至待装配玻璃和下卡条9上方;然后通过第九气缸2222驱动活动端动作,使第三压紧头2221翻动至下卡条9首部上方,并与第二压紧头2112一同对下卡条9首部进行压紧作业;接着第十气缸2224驱动活动端动作,使第四压紧头2223翻动至待装配玻璃边框上方进行贴装作业。
99.请参照图1和图9所示,进一步地,所述工作台1与卡条安装机构2之间设置有推动机构7;
100.所述推动机构7包括推板71和第十一气缸72,所述卡条安装机构2设置在所述推板71上,所述推板71可滑动设置在工作台1台面上,所述推板71与第十一气缸72的活动端连接。
101.由上述描述可知,为了能够进一步提升下卡条9与待装配玻璃的贴装效果,通过增设推板71和第十一气缸72,在贴装过程中,由第十一气缸72驱动活动端,使推板71带着卡条安装机构2向待装配玻璃方向靠拢。
102.请参照图1、图10和图11所示,进一步地,上述一种挡风玻璃下卡条安装工装还包括钉柱安装机构8;
103.所述钉柱安装机构8设置在工作台1台面;
104.所述钉柱安装机构8包括设置在所述工作台1台面的第六往复装置81、钉柱安装块
82和第十二气缸83;
105.所述第十二气缸83的活动端连接钉柱安装块82,所述钉柱安装块82可滑动设置在所述第六往复装置81上以将钉柱装配至待装配玻璃上。
106.由上述描述可知,将钉柱10安装放入钉柱安装块82上,然后通过第十二气缸83驱动活动端,使钉柱安装块82在第六往复装置81上移动,从而实现对待装配玻璃钉柱10的安装。
107.实施例一
108.请参照图1所示,一种挡风玻璃下卡条安装工装,包括工作台1、卡条安装机构2和用于固定待装配玻璃的玻璃固定装置3;所述卡条安装机构2和玻璃固定装置3设置在工作台1台面上;所述卡条安装机构2包括用于固定下卡条9的卡条固定机构21以及带动所述卡条固定机构21的下卡条9与所述玻璃固定装置3上待装配玻璃的边框装配的卡条压紧机构22。
109.本实施例中,在工作台1的台面可以设置有一个光电感应器,由光电感应器感应是否有玻璃放置在工作台1台面上方,当光电感应器感应到有玻璃后,可以控制玻璃固定装置3开始作业。
110.所述玻璃固定装置3包括支撑机构31、定位机构32、吸附机构33和夹紧机构34;所述定位机构32围成一用于放置待装配玻璃的玻璃放置区域;所述支撑机构31和所述吸附机构33设置在工作台1台面上且位于所述玻璃放置区域内;所述夹紧机构34设置在工作台1台面上远离所述卡条安装机构2的一侧以用于夹紧待装配玻璃的一侧边缘。
111.其中,所述支撑机构31用于帮助操作人员支撑待装配玻璃,任何能够实现对待装配玻璃起到支撑作用的都能够作为所述支撑机构31,比如由丝杆控制的升降平台。
112.所述定位机构32用于定位摆正待装配玻璃,任何能够实现对待装配玻璃起到定位摆正的都能够作为所述定位机构32,比如快速推钳。
113.所述吸附机构33用于吸附待装配玻璃,任何能够实现对待装配玻璃起吸附的都能够作为吸附机构33,比如吸盘机械手。
114.所述夹紧机构34用于夹紧待装配玻璃,任何能够实现对待装配玻璃起到夹紧的都能够作为所述夹紧机构34,比如快速夹钳。
115.实施例二
116.本实施例进一步限定了支撑机构31、定位机构32、吸附机构33、夹紧机构34、卡条固定机构21和卡条压紧机构22的具体结构:
117.请参照图1和图2所示,所述支撑机构31包括设置在所述工作台1台面的第一气缸311和支撑装置312;所述支撑装置312包括连接板3121和顶头3122;所述连接板3121的底面与所述第一气缸311的活动端连接;所述顶头3122设置在所述连接板3121的顶面;所述第一气缸311的活动端可带动所述顶头3122沿着垂直于所述工作台1台面的方向来回移动。
118.其中,顶头3122的材质为优力胶,以防止在作业过程中划伤待装配玻璃。
119.请参照图1、图3和图4所示,所述定位机构32包括设置在工作台1台面的第一定位机构321和第二定位机构322;所述第一定位机构321设置在所述玻璃放置区域的上下两侧,所述第一定位机构321包括第一往复装置3211、第二气缸3212和第一推筒4;所述第二气缸3212的活动端与第一推筒4连接,所述第一推筒4可滑动设置在所述第一往复装置3211且滑
动方向朝向所述玻璃放置区域;所述第二定位机构322设置在所述玻璃放置区域的中间位置,所述第二定位机构322包括第二往复装置3221、第三气缸3222和在所述玻璃放置区域的两侧分别设置有一个的第二推筒5,所述第三气缸3222的活动端同时与两个所述第二推筒5连接,两个所述第二推筒5可滑动设置在第二往复装置3221上且相对滑动。
120.其中,玻璃放置区域的上下两侧可以设置有多个第一定位机构321进而提升对待装配玻璃的定位摆正效果;
121.第一往复装置3211和第二往复装置3221为直轨道,直轨道具体为工字型轨道,第一推筒4和第二推筒5与直轨道安装处有一个与工字型轨道相适配的凹字型的卡口,用以保障推筒的平稳移动;
122.第一推筒4和第二推筒5的材质为pom塑料,以防止在作业过程中划伤待装配玻璃;
123.第三气缸3222为薄型气爪,这样第三气缸3222在作业过程中能够同时拉动两侧的第二推筒5对待装配玻璃进行定位摆正。
124.请参照图1和图5所示,所述吸附机构33包括位于所述玻璃放置区域中间位置下方的第一吸附机构331、位于所述玻璃放置区域上靠近所述卡条安装机构2的一侧边缘下方的第二吸附机构332以及远离夹紧机构34一端具有用于整形待装配玻璃边框的整形板6;所述第一吸附机构331包括第三往复装置3311、第四气缸3313和第一吸盘3312,所述第四气缸3313的活动端与所述第一吸盘3312连接,所述第一吸盘3312可滑动设置在第三往复装置3311上且滑动方向垂直于所述工作台1台面;所述第二吸附机构332包括第四往复装置3321、第五气缸3323和第二吸盘3322,所述第五气缸3323的活动端与所述第二吸盘3322连接,所述第二吸盘3322可滑动设置在第四往复装置3321上且滑动方向垂直于所述工作台1台面。
125.其中,第三往复装置3311和第四往复装置3321为直轨道,直轨道具体为工字型轨道,第一吸盘3312和第二吸盘3322与直轨道安装处有一个与工字型轨道相适配的凹字型的卡口,用以保障吸盘的平稳移动。
126.请参照图1和图6所示,所述夹紧机构34包括设置在工作台1台面的第一夹具341和第一支撑块342;所述第一夹具341包括第六气缸3411和第一压紧头3412;所述第一压紧头3412与第六气缸3411的活动端连接,所述第一压紧头3412相对于所述第一支撑块342可翻动。
127.其中,第一支撑块342的材质为尼龙,以防止在作业过程中划伤待装配玻璃;第一压紧头3412材质为优力胶,以防止在作业过程中划伤待装配玻璃。
128.请参照图1和图7所示,所述卡条固定机构21包括第二夹具211和第二支撑块212,所述第二支撑块212上设置有卡条放置槽2121;所述第二夹具211包括第七气缸2111和第二压紧头2112,所述第二压紧头2112与第七气缸2111的活动端连接,所述第二压紧头2112相对于第二支撑块212可翻动。
129.其中,第二支撑块212的材质为尼龙,以防止在作业过程中划伤下卡条9,第二压紧头2112材质为优力胶,以防止在作业过程中划伤下卡条9。
130.请参照图1、图8和图11所示,所述卡条压紧机构22包括第五往复装置221、第八气缸223和压紧装置222;所述第八气缸223的活动端与所述压紧装置222连接,所述压紧装置222可滑动设置在第五往复装置221上;所述压紧装置222包括第三压紧头2221、第九气缸
2222、第四压紧头2223和第十气缸2224;所述第九气缸2222的活动端与所述第三压紧头2221连接,所述第三压紧头2221朝向下卡条9的一侧形状与下卡条9的首部形状相适配,所述第九气缸2222带动所述第三压紧头2221压紧下卡条9的首部;所述第四压紧头2223与第十气缸2224的活动端连接,所述第十气缸2224带动所述第四压紧头2223压紧待装配玻璃边框至于所述卡条固定机构21的下卡条9上以完成装配。
131.其中,第五往复装置221为直轨道,直轨道具体为工字型轨道,压紧装置222与直轨道安装处有一个与工字型轨道相适配的凹字型的卡口,用以保障压紧装置222在第五往复装置221上平稳移动;
132.第三压紧头2221和第四压紧头2223的材质为尼龙,以防止在作业过程中划伤对应的下卡条9和待装配玻璃。
133.实施例三
134.本实施例在实施例一或二的基础上进一步限定了还包括推动机构7和钉柱安装机构8,通过推动机构7能够将卡条安装机构2进一步推向待装配玻璃,任何能够对卡条安装机构2进行移动的都能够作为所述推动机构7,比如将卡条安装机构2设置在一个直线滑台的滑台上,通过伺服电机转动直线滑台的丝杆,使滑台能够沿着丝杆的轴向方向移动,从而实现对卡条安装机构2的移动。
135.请参照图1和图9所示,本实施例中,所述工作台1与卡条安装机构2之间设置有推动机构7;所述推动机构7包括推板71和第十一气缸72,所述卡条安装机构2设置在所述推板71上,所述推板71可滑动设置在工作台1台面上,所述推板71与第十一气缸72的活动端连接。
136.其中,工作台1上设置有直轨道,直轨道具体为工字型轨道,推板71与直轨道安装处有一个与工字型轨道相适配的凹字型的卡口,用以保障推板71在工作台1上平稳移动。
137.请参照图1、图10和图11所示,所述钉柱安装机构8设置在工作台1台面;
138.所述钉柱安装机构8包括设置在所述工作台1台面的第六往复装置81、钉柱安装块82和第十二气缸83;所述第十二气缸83的活动端连接钉柱安装块82,所述钉柱安装块82可滑动设置在所述第六往复装置81上以将钉柱装配至待装配玻璃上。
139.其中,第六往复装置81为直轨道,直轨道具体为工字型轨道,钉柱安装块82与直轨道安装处有一个与工字型轨道相适配的凹字型的卡口,用以保障钉柱安装块82在第六往复装置81上平稳移动。
140.综上所述,本实用新型提供一种挡风玻璃下卡条安装工装,支撑机构用于帮助操作人员支撑待装配玻璃,定位机构用于定位摆正待装配玻璃,吸附机构用于吸附待装配玻璃,夹紧机构用于夹紧待装配玻璃,卡条安装机构用于将下卡条贴装到待装配玻璃上。同时利用推动机构进一步提升下卡条与待装配玻璃的贴装效果,实现零缝隙粘结,从而提高挡风玻璃与下卡条的装配效率以及标准化程度。并通过钉柱安装机构完成对待装配玻璃的钉柱安装。
141.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1