空气弹簧C型囊皮裁切设备的制作方法
空气弹簧c型囊皮裁切设备
技术领域
1.本实用新型属于橡胶空气弹簧加工设备领域,涉及一种空气弹簧c型囊皮裁切设备。
背景技术:
2.目前,c型囊皮裁切主要采用单工位模式,这种模式在切换囊皮时会存在耗时长、生产效率低的问题。
技术实现要素:
3.为了解决上述问题,本实用新型提供一种空气弹簧c型囊皮裁切设备,它采用双工位并通过自动化连动设计,裁切以及装卸囊皮两个工序同时进行,有效地提高了生产效率,它具有结构新颖、省时、生产效率高的特点。
4.为了达到上述目的,本实用新型通过如下技术方案予以实现:空气弹簧c型囊皮裁切设备,它是由支撑台、电机、带轴承的轴套、主动轮、齿带、传动轮、走刀导向轨、气缸、刀架、刀片、走料导向轨、滑套、横向主轴、配重砣、转向砣、转向板、模轴、从动轮、定位台、定位销杆组成,其特征在于,
5.第一支撑台的前侧左端安装有第二支撑台,第二支撑台的顶面高度小于第一支撑台的顶面高度;
6.第一支撑台的顶面左侧通过焊接立置有一块机座板,机座板安装有一个带轴承的轴套一,电机通过螺栓安装于机座板的左侧,电机的轴端朝右,电机的轴端向右贯穿带轴承的轴套一而出后紧固套接有主动轮,机座板的前侧安装有一根横向轴杆,该横向轴杆的右杆端活动套接有一个传动轮,主动轮通过齿带与传动轮实现传动连接,齿带的有齿面朝外;
7.机座板、电机、带轴承的轴套一、主动轮、横向轴杆、传动轮、齿带组合形成驱动机构;
8.第一支撑台的顶面右侧焊接有一块垫板,垫板的顶面通过螺丝安装有两条左右平行的走刀导向轨,每条走刀导向轨均呈前后水平纵深走向,刀架呈拱形,刀架的左右两脚各自通过滑套一分别与左右两条走刀导向轨实现活动套接,刀架通过滑套一架设于左右两条走刀导向轨的上方,刀架的前侧通过螺丝安装有5~10根刀片,5~10根刀片之间等距平行排列;
9.垫板的顶面通过螺栓安装有第一气缸,第一气缸的活塞杆朝前,第一气缸的活塞杆头端与刀架的后侧中部紧固连接,第一气缸通过活塞杆的伸/缩能控制刀架沿着走刀导向轨前进/后退;
10.第一气缸、刀架、刀片、滑套一、走刀导向轨组合形成裁切机构;
11.第二支撑台的顶面通过螺丝安装有一条走料导向轨,走料导向轨呈前后水平纵深走向,走料导向轨的上方活动套接有一个滑套二,滑套二的右侧焊接有牵引片;
12.第二支撑台的顶面通过螺栓安装有第二气缸,第二气缸的活塞杆朝前,第二气缸
的活塞杆头端与牵引片紧固连接;
13.横向主轴的中部通过焊接紧固于滑套二的顶部,横向主轴的左轴端套接有配重砣,横向主轴的右轴端活动套接有转向砣,转向砣的右侧面通过螺丝紧固有一块转向板,转向板通过转向砣实现悬置,转向板串接有带轴承的轴套二、带轴承的轴套三,带轴承的轴套二与带轴承的轴套三前后对称设置,第一模轴的左轴端向左贯穿带轴承的轴套二后紧固套接有从动轮一,第二模轴的左轴端向左贯穿带轴承的轴套三后紧固套接有从动轮二;
14.转向板每旋转一次的角度为180
°
;
15.从动轮一或者从动轮二能与齿带啮合;
16.驱动机构通过齿带能带动从动轮一或者从动轮二旋转,从动轮一旋转时能带动第一模轴同时旋转,从动轮二旋转时能带动第二模轴同时旋转;
17.滑套二、横向主轴、配重砣、转向砣、转向板、带轴承的轴套二、第一模轴、从动轮一、带轴承的轴套三、第二模轴、从动轮二组合形成装卸料裁切双工位循环机构;
18.第二气缸的活塞杆的伸/缩通过牵引片能控制装卸料裁切双工位循环机构沿着走料导向轨前进/后退;
19.定位台通过螺栓安装于第二支撑台的右侧,定位台的上端右侧通过螺丝安装有第三气缸,第三气缸的活塞杆朝左,第三气缸的活塞杆头端向左贯穿定位台后焊接有一根定位销杆;
20.第三气缸的活塞杆伸出后能控制定位销杆向左顶住第一模轴或者第二模轴的轴心。
21.c形囊皮能套于第一模轴或者第二模轴的外围。定位销杆向左顶住第一模轴或者第二模轴的轴心能有效地防止第一模轴或者第二模轴在高速旋转的过程中发生偏摆。当模轴处于前方位置时,此时的模轴作为装卸料工位,当模轴处于后方位置时,此时的模轴作为裁切工位。裁切机构中的刀片能对处于裁切工位的c形囊皮进行精准裁切。
22.本实用新型正是由于装卸料工位以及裁切工位能同时进行,所以它不仅能提高40%的生产效率,而且还能有效地提高c型囊皮的裁切精度。
23.本实用新型的有益效果在于,它具有结构新颖、省时、生产效率高的特点。
24.下面结合附图对本实用新型作进一步详细说明。
附图说明
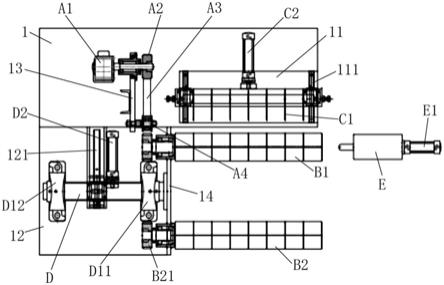
25.图1为本实用新型整体组合结构俯视图;
26.图2为本实用新型局部组合结构主视图。
27.图中:1-第一支撑台、11-垫板、111-走刀导向轨、12-第二支撑台、121-走料导向轨、13-机座板、14-转向板、a1-电机、a2-主动轮、a3-齿带、a4-传动轮、b1-第二模轴、b2-第一模轴、b21-从动轮一、c1-刀片、c2-第一气缸、d-横向主轴、d11-转向砣、d12-配重砣、d2-第二气缸、d3-滑套二、e-定位台、e1-第三气缸。
具体实施方式
28.如图1、图2所示,空气弹簧c型囊皮裁切设备,它是由支撑台、电机a1、带轴承的轴套、主动轮a2、齿带a3、传动轮a4、走刀导向轨111、气缸、刀架、刀片c1、走料导向轨121、滑
套、横向主轴d、配重砣d12、转向砣d11、转向板14、模轴、从动轮、定位台e、定位销杆组成,其特征在于,
29.第一支撑台1的前侧左端安装有第二支撑台12,第二支撑台12的顶面高度小于第一支撑台1的顶面高度;
30.第一支撑台1的顶面左侧通过焊接立置有一块机座板13,机座板13安装有一个带轴承的轴套一,电机a1通过螺栓安装于机座板13的左侧,电机a1的轴端朝右,电机a1的轴端向右贯穿带轴承的轴套一而出后紧固套接有主动轮a2,机座板13的前侧安装有一根横向轴杆,该横向轴杆的右杆端活动套接有一个传动轮a4,主动轮a2通过齿带a3与传动轮a4实现传动连接,齿带a3的有齿面朝外;
31.机座板13、电机a1、带轴承的轴套一、主动轮a2、横向轴杆、传动轮a4、齿带a3组合形成驱动机构;
32.第一支撑台1的顶面右侧焊接有一块垫板11,垫板11的顶面通过螺丝安装有两条左右平行的走刀导向轨111,每条走刀导向轨111均呈前后水平纵深走向,刀架呈拱形,刀架的左右两脚各自通过滑套一分别与左右两条走刀导向轨111实现活动套接,刀架通过滑套一架设于左右两条走刀导向轨111的上方,刀架的前侧通过螺丝安装有5~10根刀片c1,5~10根刀片c1之间等距平行排列;
33.垫板11的顶面通过螺栓安装有第一气缸c2,第一气缸c2的活塞杆朝前,第一气缸c2的活塞杆头端与刀架的后侧中部紧固连接,第一气缸c2通过活塞杆的伸/缩能控制刀架沿着走刀导向轨111前进/后退;
34.第一气缸c2、刀架、刀片c1、滑套一、走刀导向轨111组合形成裁切机构;
35.第二支撑台12的顶面通过螺丝安装有一条走料导向轨121,走料导向轨121呈前后水平纵深走向,走料导向轨121的上方活动套接有一个滑套二d3,滑套二d3的右侧焊接有牵引片;
36.第二支撑台12的顶面通过螺栓安装有第二气缸d2,第二气缸d2的活塞杆朝前,第二气缸d2的活塞杆头端与牵引片紧固连接;
37.横向主轴d的中部通过焊接紧固于滑套二d3的顶部,横向主轴d的左轴端套接有配重砣d12,横向主轴d的右轴端活动套接有转向砣d11,转向砣d11的右侧面通过螺丝紧固有一块转向板14,转向板14通过转向砣d11实现悬置,转向板14串接有带轴承的轴套二、带轴承的轴套三,带轴承的轴套二与带轴承的轴套三前后对称设置,第一模轴b2的左轴端向左贯穿带轴承的轴套二后紧固套接有从动轮一b21,第二模轴b1的左轴端向左贯穿带轴承的轴套三后紧固套接有从动轮二;
38.转向板14每旋转一次的角度为180
°
;
39.从动轮一b21或者从动轮二能与齿带a3啮合;
40.驱动机构通过齿带a3能带动从动轮一b21或者从动轮二旋转,从动轮一b21旋转时能带动第一模轴b2同时旋转,从动轮二旋转时能带动第二模轴b1同时旋转;
41.滑套二d3、横向主轴d、配重砣d12、转向砣d11、转向板14、带轴承的轴套二、第一模轴b2、从动轮一b21、带轴承的轴套三、第二模轴b1、从动轮二组合形成装卸料裁切双工位循环机构;
42.第二气缸d2的活塞杆的伸/缩通过牵引片能控制装卸料裁切双工位循环机构沿着
走料导向轨121前进/后退;
43.定位台e通过螺栓安装于第二支撑台12的右侧,定位台e的上端右侧通过螺丝安装有第三气缸e1,第三气缸e1的活塞杆朝左,第三气缸e1的活塞杆头端向左贯穿定位台e后焊接有一根定位销杆;
44.第三气缸e1的活塞杆伸出后能控制定位销杆向左顶住第一模轴b2或者第二模轴b1的轴心。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1