一种汽车零件用工装夹具的制作方法
1.本技术涉及工装夹具领域,尤其是涉及一种汽车零件用工装夹具。
背景技术:
2.在多挡自动变速器中,都需要有一个驻车制动系统,在停车的时候防止变速箱里的齿轮转动,从而减少了整车滑动的可能。
3.目前,驻车制动系统大都采用棘轮棘爪结构,且驻车系统的棘爪大都采用特殊的形状结构,其外形不规则,表面曲面、凸台较多,因此,驻车棘爪在切削加工时很难安装定位,从而导致切削过程十分繁琐,存在待改进之处。
技术实现要素:
4.为了便于驻车棘爪切削时安装定位,本技术提供一种汽车零件用工装夹具。
5.本技术提供的一种汽车零件用工装夹具,采用如下的技术方案:
6.一种汽车零件用工装夹具,包括底座和安装棘爪工件的安装座,所述安装座可更换设置在所述底座上,所述安装座与棘爪工件的形状一一对应,所述底座上可拆卸设置有将棘爪工件压紧在所述安装座上的若干个夹持组件。
7.通过采用上述技术方案,与棘爪工件形状对应且可更换设置的安装座使得工装夹具可以对多种不同的棘爪工件进行安装定位,可拆卸设置的夹持组件使得工装夹具在夹持不同形状的棘爪工装时可以更换相适配的夹持组件,便于驻车棘爪切削时的安装定位。
8.可选的,所述安装座上固定有支承块,所述支承块凸出于安装座安装棘爪工件的一侧,且所述支承块在所述安装座上的投影与棘爪工件在所述安装座上的投影重合。
9.通过采用上述技术方案,支承块凸出于安装座设置,形成了一个用于支承棘爪工件的凸台,支承块在安装座上的投影与棘爪工件在安装座上的投影重合,使得棘爪工件与支承块更贴合,使得棘爪工件放置在安装座上时更加稳固。
10.可选的,所述夹持组件包括夹臂和第一驱动件,所述夹臂包括转动部、夹紧部以及连接所述转动部和所述夹紧部的连接部;所述连接部铰接在所述底座上,所述第一驱动件与所述转动部传动连接,以驱动所述转动部并带动所述夹紧部朝靠近棘爪工件的方向转动,以将棘爪工件压紧在安装座上。
11.通过采用上述技术方案,当棘爪工件放置好后,夹臂在第一驱动件的带动下以连接部上的铰接轴为轴转动,使得夹臂的夹紧部朝靠近棘爪工件的方向转动,最终将棘爪工件压紧在安装座上;棘爪工件切削完成后,第一驱动件带动夹臂转动,使得夹臂的夹紧部朝远离棘爪工件的方向转动,从而实现下料。
12.可选的,所述第一驱动件包括油缸,所述油缸的活塞杆一端与所述转动部铰接。
13.通过采用上述技术方案,油缸为夹臂的转动提供动力,油缸工作时,油缸的活塞杆带动夹臂的转动部沿活塞杆伸缩方向移动,因为转动部与活塞杆铰接而连接部与底座铰接,在转动部沿塞杆伸缩方向移动时,夹臂整体绕连接部处的铰接轴转动,从而带动夹臂的
夹紧部朝远离或靠近棘爪工件的方向转动。
14.可选的,所述安装座安装棘爪工件的侧壁上设置有限制棘爪工件位置的限位件,所述限位件上开设有限位槽,棘爪工件部分嵌入所述限位槽。
15.通过采用上述技术方案,将棘爪工件部分嵌入到限位块的限位槽内,使得棘爪的定位更加快捷,同时对棘爪工件进行进一步限位,从而使得棘爪工件的安装定位更为方便快捷。
16.可选的,所述底座上设置有抵紧组件,所述抵紧组件包括设置在所述底座上的滑座、固定在滑座远离所述安装座一侧侧壁上的第二驱动件、滑移设置在滑座内并与第二驱动件固定连接的滑台以及设置在滑台上的弹性件,所述弹性件与棘爪工件远离所述限位槽的侧壁抵接。
17.通过采用上述技术方案,当棘爪工件通过安装座及第一限位组件安装定位后,第二驱动件驱动滑台朝靠近棘爪工件的方向滑移,直至滑台上的弹性件与棘爪工件远离限位槽的侧壁抵接,从而将棘爪工件抵紧在限位件的限位槽内,使得棘爪工件定位安装的更加牢固。
18.可选的,所述弹性件包括弹簧滚珠,所述弹簧滚珠的滚珠弹性抵接在棘爪工件表面。
19.通过采用上述技术方案,滑台带动弹簧滚珠朝靠近棘爪工件的方向移动,直至滚珠与棘爪工件侧壁抵接并压紧,此时弹簧滚珠内的弹簧被压缩,弹簧获得弹性势能并转化为推动滚珠与棘爪工件侧壁抵紧的推力,使得棘爪工件始终处于被抵紧的状态,从而使得棘爪工件定位安装的更加牢固。
20.可选的,所述安装座靠近滑座的一侧侧壁上开设有避让槽,所述滑台滑移设置在所述避让槽内。
21.通过采用上述技术方案,避让槽为供滑台滑移的空间,同时对滑台起到一定的限位作用,降低了滑台过分滑移损坏工件的可能性。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1. 通过与棘爪工件形状对应且可更换设置的安装座使得工装夹具可以对多种不同的棘爪工件进行安装定位,可拆卸设置的夹持组件使得工装夹具在夹持不同形状的棘爪工装时可以更换相适配的夹持组件,便于驻车棘爪切削时的安装定位。
24.2.通过限位件和抵紧组件的抵紧限位,使得夹棘爪工件在安装座上的安装定位更加方便快捷得同时也更加牢固。
附图说明
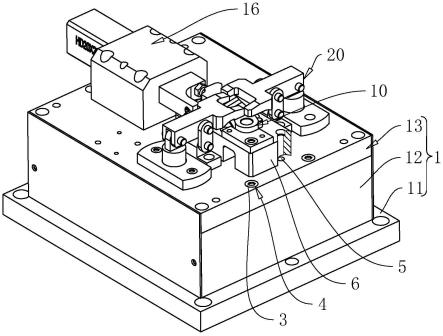
25.图1是本技术实施例一种汽车零件用工装夹具的整体结构示意图。
26.图2是本技术实施例中展示抵紧组件及底座内部结构的剖面结构示意图。
27.图3是本实施例中展示棘爪工件的结构示意图。
28.图4是本技术实施例中展示夹持组件处结构的局部示意图。
29.附图标记:1、底座;11、固定座;12、底架;13、底板;2、安装槽;3、连接件;4、连接孔;5、安装孔;6、安装座;7、紧固件;8、沉头孔;9、支承块;10、棘爪工件;101、头部;102、尾部;103、棘爪体;14、限位件;15、限位槽;16、抵紧组件;161、滑座;162、第二驱动件;163、滑台;
164、弹性件;17、定位槽;18、定位孔;19、定位柱;20、夹持组件;201、第一驱动件;202、夹臂;2021、转动部;2022、夹紧部;2023、连接部;21、避让槽;22、铰接座;23、连杆;24、铰接轴;25、盖板;26、避让孔;27、滑移孔;28、分隔槽。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.本技术实施例公开一种汽车零件用工装夹具。
32.参照图1,一种汽车零件用工装夹具,包括底座1、安装棘爪工件10的安装座6以及夹持组件20,安装座6通过紧固件7可更换固定在底座1上,夹持组件20用于将棘爪工件10压紧在安装座6上。
33.参照图1和图2,底座1包括固定座11、底架12和底板13,底架12焊接在固定座11上,底板13通过连接件3与底架12固定连接,底板13上开设有供连接件3穿过的连接孔4,底板13的上表面与底架12的上表面齐平,底板13与底架12及固定座11间形成有安装槽2,底板13上表面开设有若干个安装孔5。
34.参照图2,安装座6通过紧固件7固定连接在底板13上,紧固件7穿过安装座6与底板13上的安装孔5螺纹连接,紧固件7为沉头螺栓,安装座6上开设有供紧固件7穿过的沉头孔8,安装座6远离底板13的一侧侧壁上一体成型有用于放置棘爪工件10的支承块9,支承块9的形状与棘爪工件10相适配。
35.参照图3,棘爪工件10包括头部101、尾部102以及棘爪体103。
36.参照图1和图2,安装座6靠近棘爪工件10的尾部102的一端上表面通过螺栓固定有限位件14,限位件14靠近尾部102的一端开设有限位槽15,棘爪工件10的尾部102嵌设在限位槽15内并与限位槽15内壁抵接。
37.参照图2,底板13上安装有将棘爪工件10抵紧在限位槽15内的抵紧组件16,抵紧组件16包括滑座161、第二驱动件162以及滑台163,滑座161固定连接在底板13上表面上,且滑座161位于安装座6靠近棘爪工件10头部101的一侧,滑座161靠近棘爪工件10的侧壁上贯穿开设有滑移槽,滑移槽内滑移设置有滑台163,第二驱动件162固定连接在滑座161背离安装座6的一侧侧壁上,第二驱动件162为驱动气缸,驱动气缸的活塞杆位于滑移槽内,且活塞杆伸入滑移槽内的一端与滑台163固定连接。
38.参照图2,抵紧组件16还包括弹性件164,滑台163朝向棘爪工件10的一侧开设有定位槽17,弹性件164安装在定位槽17内壁上,且弹性件164设置有用两个,弹性件164为弹簧滚珠,其中一个弹簧滚珠固定安装在定位槽17平行于安装座6宽度方向的侧壁上,另一个弹簧滚珠固定安装在定位槽17垂直于安装座6宽度方向的侧壁上。
39.参照图2,安装座6上表面上间隔开设有两个定位孔18,两个定位孔18内插设有定位柱19,定位柱19与棘爪工件10背离垂直于安装座6宽度方向设置的弹簧滚珠的侧壁抵接,弹性件164抵紧棘爪工件10时,固定安装在定位槽17平行于安装座6宽度方向侧壁上的弹簧滚珠的滚珠与棘爪工件10的侧壁抵接,实现将棘爪工件10压紧在限位件14的限位槽15内,固定安装在定位槽17垂直于安装座6宽度方向侧壁上的弹簧滚珠的滚珠与棘爪工件10侧壁抵接,从而将棘爪工件10抵紧在定位柱19侧壁上。
40.参照图2,安装座6朝向抵紧组件16的一侧开设有避让槽21,当第二驱动件162驱动
滑台163及弹性件164靠近棘爪工件10时,避让槽21为滑台163提供滑移的空间,同时对滑台163起到一定的限位作用,降低了滑台163过分滑移损坏工件的可能性。
41.参照图1和图4,夹持组件20包括第一驱动件201和夹臂202,第一驱动件201为油缸,油缸固定安装在固定座11上,且位于安装槽2内,底板13上开设有容油缸活塞杆穿设的滑移孔27,滑移孔27的直径略大于油缸活塞杆的直径,底板13上位于滑移孔27处通过螺栓固定有盖板25,盖板25上开设有供油缸活塞杆穿过的避让孔26,活塞杆伸出盖板25的一端与夹臂202铰接,滑移孔27略大于活塞杆直径,便于油缸的安装,盖设盖板25对夹臂202起到限位作用,同时使得装置更加美观。
42.参照图4,夹臂202包括转动部2021、夹紧部2022以及连接部2023,转动部2021与油缸活塞杆铰接,夹紧部2022用于将棘爪工件10压紧在安装座6上,连接部2023用于连接转动部2021和夹紧部2022,底座1上位于连接部2023下方固定连接有铰接座22,连接部2023与铰接座22通过连杆23转动连接,连杆23对称设置有两个,连杆23一端侧壁与连接部2023侧壁抵接并穿设有铰接轴24,连杆23另一端侧壁与铰接座22侧壁抵接并穿设有铰接轴24。
43.参照图4,夹紧部2022的上表面开设有贯穿夹紧部2022的分隔槽28,分隔槽28将夹紧部2022分为两个夹爪,夹臂202夹持状态时,其中一个夹爪夹紧在棘爪工件10的头部101上表面上,另一个夹爪夹紧在棘爪工件10的尾部102上表面上 。
44.本技术实施例一种汽车零件用工装夹具的实施原理为:当需要对一种驻车棘爪工件10进行安装定位以进行切削时,在底座1上安装与棘爪工件10相适配的安装座6,并在安装座6上安装与棘爪工件10相适配的限位件14,随后将棘爪工件10放置在安装座6的支撑块上,并将棘爪工件10的尾部102嵌如限位块的限位槽15内,完成初步的安装定位。
45.初步安装定位后,启动第二驱动件162,第二驱动件162的活塞杆推动滑台163及弹性件164朝靠近棘爪工件10的方向滑移,直至将棘爪工件10的尾部102抵紧在限位件14的限位槽15内,同时使得棘爪工件10的侧壁与定位柱19侧壁抵接,从而完成对棘爪工件10的安装定位。
46.棘爪工件10安装定位完成后,将夹臂202与第一驱动件201及铰接座22铰接安装,安装完成后,启动第一驱动件201,第一驱动件201的活塞杆带动夹臂202绕夹臂202连接部2023与连杆23的铰接轴24转动,使得夹臂202的夹紧部2022沿靠近棘爪工件10的方向转动,从而将棘爪工件10压紧在安装座6上,以完成切削。
47.当需要对其他棘爪工件10安装定位并切削时,只需要更换与棘爪工件10相适配的安装座6、限位件14以及夹臂202即可完成。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1