全自动在线分板机的制作方法
1.本发明涉及自动化设备技术领域,尤其涉及一种全自动在线分板机。
背景技术:
2.在当前技术中,pcb基板产品分板,操作人员需要借助辅助夹具,手动反复折几下才能将连片板分开,人工依赖程度高,需要非常熟练的操作员才能操作,无法控制折弯分板力度,影响产品品质,人工作业强度大和生产效率低且具有潜在的危险。
3.公开于该背景技术部分的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现要素:
4.为了满足上述要求,本发明的目的在于提供一种全自动在线分板机,包括:
5.x轴切割模块,所述x轴切割模块包括x轴抓取组件、x轴切割组件,所述x轴抓取组件用于抓取pcb板至x轴切割组件;
6.y轴切割模块,所述y轴切割模块包括y轴抓取组件、y轴切割组件,所述y轴抓取组件用于抓取pcb板至y轴切割组件;
7.z轴切割模块,所述z轴切割模块包括z轴抓取组件、z轴切割组件,所述z轴抓取组件用于抓取pcb板至z轴切割组件;
8.接驳模块,所述接驳模块设有进料口、接驳轨道组件以及双工位组件,所述双工位组件设置于所述x轴切割模块、所述y轴切割模块、所述z轴切割模块的下方,所述双工位组件包括能够移动的第一工位、第二工位,所述第一工位和所述第二工位具有高度差;所述第一工位或所述第二工位的pcb板移动至所述接驳轨道组件以接收pcb板或返回已切割的pcb板;
9.金具装夹模块,所述金具装夹模块设置于所述接驳轨道组件上方,所述金具装夹模块包括机头抓取组件,所述机头抓取组件用于对所述pcb板进行装夹操作以使pcb板移动至所述第一工位或第二工位,或将所述第一工位、所述第二工位的已切割的pcb板装夹至接驳轨道组件;
10.出板机构,所述出板机构与所述接驳轨道组件对应,所述出板机构用于将处理过的pcb运转出分板机。
11.在一实施例中,所述双工位组件包括升降接驳轨道、双层接驳轨道、单层固定轨道,所述升降接驳轨道设有接驳分板载具,所述接驳分板载具的高度变化用于调整所述第一工位与所述第二工位的高度,使所述第一工位或所述第二工位能够到达所述接驳分板载具以进行取放的操作。
12.在一实施例中,所述双层接驳轨道设有第一盖板、第二盖板,所述第一工位、所述第二工位分别位于所述第一盖板、所述第二盖板。
13.在一实施例中,所述第一盖板、所述第二盖板在所述单层固定轨道、所述升降接驳
轨道之间来回移动,以实现pcb板的运输。
14.在一实施例中,所述单层固定轨道远离所述双层接驳轨道的一侧设有自动换刀刀座。
15.在一实施例中,所述接驳轨道组件包括进板轨道,所述进板轨道与所述升降接驳轨道连接。
16.在一实施例中,所述全自动在线分板机还包括设备外壳,所述设备外壳设有前门观察窗、三色报警灯、操作按钮、内藏式键盘、前门拉手、配电柜、断路开关、散热风扇、底部脚轮。
17.在一实施例中,所述设备外壳设有出料口,所述出板机构通过所述出料口运出pcb板,所述出板机构为皮带轮机构。
18.在一实施例中,所述金具装夹模块包括滑动基座,安装于所述滑动基座的真空过滤器、气管快换模块,所述真空过滤器以及气管快换模块由气缸驱动。
19.在一实施例中,所述全自动在线分板机还包括若干传感器,所述传感器用于检测断刀、掉刀。
20.相比于现有技术,本发明的有益效果在于:本技术提出的全自动在线分板机具有x轴切割模块、y轴切割模块、z轴切割模块,能够对待加工的pcb板进行全面的处理,可以有效避免人工操作的精度低、操作难度大、危险性高的问题,本技术利用双工位组件与接驳轨道组件的配合,当第一工位到达接驳轨道组件时,第二工位的pcb板可以进行加工操作,二者完成各自的任务之后即可进行位置更换,能够同时实现切割机头连续工作,减少主要工作部件等待时间,可有效提高产能。本技术的分板机加工范围大,设备宽度尺寸小,能够有效地节约厂房空间。
21.下面结合附图和具体实施例对本发明作进一步描述。
附图说明
22.图1是本发明一种全自动在线分板机的轴视图示意图;
23.图2是本发明一种全自动在线分板机的另一角度的轴视图示意图;
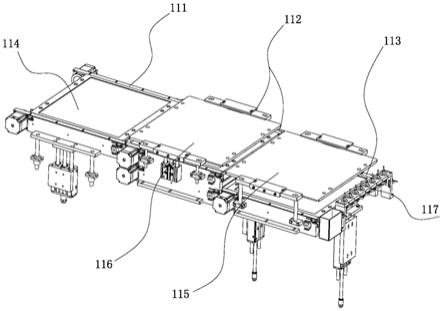
24.图3是本发明一种全自动在线分板机的双工位组件的结构示意图;
25.图4是本发明一种全自动在线分板机的金具装夹模块的结构示意图;
26.图5是本发明一种全自动在线分板机的机头抓取组件的结构示意图;
27.图6是本发明一种全自动在线分板机的俯视图结构示意图;
28.图7是本发明一种全自动在线分板机的设备外壳示意图。
29.附图标记
30.101
ꢀꢀꢀꢀꢀ
x轴抓取组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102
ꢀꢀꢀꢀ
x轴切割组件
31.103
ꢀꢀꢀꢀꢀ
y轴切割组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104
ꢀꢀꢀꢀ
z轴抓取组件
32.105
ꢀꢀꢀꢀꢀ
z轴切割组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
106
ꢀꢀꢀꢀ
进料口
33.107
ꢀꢀꢀꢀꢀ
第一工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
108
ꢀꢀꢀꢀ
第二工位
34.109
ꢀꢀꢀꢀꢀ
机头抓取组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110
ꢀꢀꢀꢀ
出板机构
35.111
ꢀꢀꢀꢀꢀ
升降接驳轨道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
ꢀꢀꢀꢀ
双层接驳轨道
36.113
ꢀꢀꢀꢀꢀ
单层固定轨道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
114
ꢀꢀꢀꢀ
接驳切割载具
37.115
ꢀꢀꢀꢀꢀ
第一盖板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
116
ꢀꢀꢀꢀ
第二盖板
38.117
ꢀꢀꢀꢀꢀ
自动换刀刀座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
118
ꢀꢀꢀꢀ
进板轨道
39.119
ꢀꢀꢀꢀꢀ
设备外壳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120
ꢀꢀꢀꢀ
前门观察窗
40.121
ꢀꢀꢀꢀꢀ
三色报警灯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
ꢀꢀꢀꢀ
操作按钮
41.123
ꢀꢀꢀꢀꢀ
内藏式键盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
124
ꢀꢀꢀꢀ
前门拉手
42.125
ꢀꢀꢀꢀꢀ
配电柜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
126
ꢀꢀꢀꢀ
断路开关
43.127
ꢀꢀꢀꢀꢀ
散热风扇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
128
ꢀꢀꢀꢀ
底部脚轮
44.129
ꢀꢀꢀꢀꢀ
出料口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130
ꢀꢀꢀꢀ
滑动基座
45.131
ꢀꢀꢀꢀꢀ
真空过滤器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132
ꢀꢀꢀꢀ
气管快换模块
46.133
ꢀꢀꢀꢀꢀ
气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
134
ꢀꢀꢀꢀ
定位柱
47.135
ꢀꢀꢀꢀꢀ
金具组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
136
ꢀꢀꢀꢀ
卡扣
48.137
ꢀꢀꢀꢀꢀ
开关门
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
52.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
53.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
54.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示
例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
55.如图1-7所示,本技术提出了一种全自动在线分板机,包括:
56.x轴切割模块,所述x轴切割模块包括x轴抓取组件101、x轴切割组件102,所述x轴抓取组件101用于抓取pcb板至x轴切割组件102;y轴切割模块,所述y轴切割模块包括y轴抓取组件、y轴切割组件103,所述y轴抓取组件用于抓取pcb板至y轴切割组件103;z轴切割模块,所述z轴切割模块包括z轴抓取组件104、z轴切割组件105,所述z轴抓取组件104用于抓取pcb板至z轴切割组件105;
57.接驳模块,所述接驳模块设有进料口106、接驳轨道组件a以及双工位组件b,所述双工位组件b设置于所述x轴切割模块、所述y轴切割模块、所述z轴切割模块的下方。所述双工位组件包括能够移动的第一工位107、第二工位108,所述第一工位107和所述第二工位108具有高度差;所述第一工位107或所述第二工位108的pcb板移动至所述接驳轨道组件以接收pcb板或返回已切割的pcb板;
58.金具装夹模块,所述金具装夹模块设置于所述接驳轨道组件a上方,所述金具装夹模块包括机头抓取组件109,所述机头抓取组件109用于对所述pcb板进行装夹操作以使pcb板移动至所述第一工位107或第二工位108,或将所述第一工位107、所述第二工位108的已切割的pcb板装夹至接驳轨道组件a;
59.出板机构110,所述出板机构110与所述接驳轨道组件a对应,所述出板机构用于将处理过的pcb运转出分板机。
60.在一实施例中,所述双工位组件b包括升降接驳轨道111、双层接驳轨道112、单层固定轨道113,所述升降接驳轨道111设有接驳分板载具114,所述接驳分板载具114的高度变化用于调整所述第一工位107与所述第二工位108的高度,使所述第一工位或所述第二工位能够到达所述接驳分板载具114以进行取放的操作。所述双层接驳轨道112设有第一盖板115、第二盖板116,所述第一工位、所述第二工位分别位于所述第一盖板115、所述第二盖板116。所述第一盖板115、所述第二盖板116在所述单层固定轨道113、所述升降接驳轨道111之间来回移动,以实现pcb板的运输。
61.在一实施例中,所述单层固定轨道113远离所述双层接驳轨道112的一侧设有自动换刀刀座117,本技术可通过自动换刀刀座117实现换刀功能,不但能减少停机停线的频率,而且还能节省人工成本。
62.具体地,本技术的自动换刀功能:在轨道后侧,自动换刀刀座117设置8个自动换刀刀具座,在“x”方向以“一”字形排列好刀具(带绿色等高环的铣刀),当需要更换刀具时,切割机头组件会自带移动到刀具座正上方(换刀位置),主轴自动将新刀具抓起,动作完成。
63.在一实施例中,如图6所示,所述接驳轨道组件a包括进板轨道118,所述进板轨道118与所述升降接驳轨道111连接。
64.具体地,pcb板由进料口106的进板轨道118进入设备,由z轴抓取组件104将pcb板抓起,放在升降接驳轨道111的接驳切割载具114中,接驳切割载具114由双层接驳轨道112
移送至双层接驳轨道112的上层(图3所示的第二盖板116),并接驳切割盖板下压,完成pbc定位。切割组件运行,开始切割作业。
65.同理,下一pcb通过双层接驳轨道112下层(图3所示的第一盖板115)移送至单层固定轨道113,后由气缸将接驳切割载具114顶至接驳盖板位置,完成定位,当上一pcb完成切割后,切割组件直接移动至下一pcb位置,继续切割,通过此设计达到减少切割组件等待时间,有效的提高产能。
66.在一实施例中,如图7所示,所述全自动在线分板机还包括设备外壳119,所述设备外壳119设有前门观察窗120、三色报警灯121、操作按钮122、内藏式键盘123、前门拉手124、配电柜125、断路开关126、散热风扇127、底部脚轮128。其中,配电柜125通过开关门137安装在机器内部。
67.在一实施例中,所述设备外壳119设有出料口129,所述出板机构110通过所述出料口129运出pcb板。
68.在一实施例中,所述出板机构110为皮带轮机构。
69.在一实施例中,如图4、5所示,所述金具装夹模块包括滑动基座130,安装于所述滑动基座130的真空过滤器131、气管快换模块132,所述真空过滤器131以及气管快换模块132由气缸133驱动。
70.其中,机头抓取组件109换型时,采用整体更换模式,完成快速定位,且有效的缩短因更换产品时需要调整金具的时间,提高员工作业效率。机头抓取组件109设有定位柱134,以便于金具组件135前进后退过程种能够准确定位,金具组件135还设有卡扣136,以便于收纳时的固定。
71.在一实施例中,所述全自动在线分板机还包括若干传感器,所述传感器用于检测断刀、掉刀。具体地,断刀检测功能通过传感器来实现,实时监控刀具情况,在加工中可设定每步检测或每切割完一块pcb板,检测刀具是否折断或下滑,及时防止因为刀具下滑导致的pcb板损坏;自动掉刀检测:在切割的过程中,利用z轴上抬时,通过安装在两侧的高精度传感器,测定刀有没有往下滑动或掉落;
72.综合以上功能,当检测到刀具折断时,系统会自动将断掉的刀具通过自动换刀功能,自动丢落在废弃刀具盒内,再到刀具库中重新换新刀具继续工作;设备不但不会因为刀具磨损和断刀而造成停机停线的问题,而且还能节省人工成本。
73.在一实施例中,上述实施方式均采用musimu迷你型快速接头,再根据快速接头设计出专有的快速安装金具,金具固定板为透明亚克力,产品调整金具时视线无阻隔可以快速定位金具的最佳位置,金具连接方式采用快速接头对插式,减少了员工更换产品(换线)时间及操作的不便利性。
74.综上所述,本技术提出的全自动在线分板机具有x轴切割模块、y轴切割模块、z轴切割模块,能够对待加工的pcb板进行全面的处理,可以有效避免人工操作的精度低、操作难度大、危险性高的问题,本技术利用双工位组件与接驳轨道组件的配合,当第一工位到达接驳轨道组件时,第二工位的pcb板可以进行加工操作,二者完成各自的任务之后即可进行位置更换,能够同时实现切割机头连续工作,减少主要工作部件等待时间,可有效提高产能。本技术的分板机加工范围大,设备宽度尺寸小,能够有效地节约厂房空间。
75.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其他各种
相应的改变以及形变,而所有的这些改变以及形变应该属于本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1