用于制造胶粘带的方法和设备与流程
1.本发明涉及用于制造胶粘带的方法和所属的设备,其中,从储存单元出发输送可选地装备有胶粘层的纺织带状载体,并且借助于激光器单元将所述带状载体沿纵向方向切割成各单个的胶粘带。
背景技术:
2.典型地,胶粘带的制造如下进行,即,从储存单元将装备有胶粘层的纺织带状载体输送给切割装置。所述切割装置例如装备有旋转的刀具,从而以这种方式将所述带状载体切割成各单个的胶粘带,然后这些胶粘带自身被卷起并且进一步装配。这种方法尤其是并且非常笼统地在根据wo2017/009049a1的此类现有技术中提出。
3.此外,在现有技术中原则上还已经如下进行,即,能够借助于紫外线单元和/或激光器单元从纺织带状载体切割各单个的胶粘带,如此前提及的此类公开文献笼统地描述的那样。在此,激光器单元原则上具有如下优点:例如在更换要装配的胶粘带或改变其宽度时不需要如在旋转的刀具的情况下所需要的耗费的调设措施。因为在此对应的机械调节是必要的,而在激光器单元的情况下能够在没有机械干预的情况下更改调设。
4.在根据us2007/0234862a1的同样相关的现有技术的范围中提出,借助于激光器不仅沿纵向方向产生切割边缘,而且能构成原则上任意的切割图案。为此,激光器连接到绘图仪形式的x-/y-调节单元上。
5.该现有技术原则上已证实是有效的,然而在由纺织带状载体制造多个胶粘带时遇到了限制。此外,在实践中,至今不能以足够的生产速度利用这种技术实现在价格上有竞争力的胶粘带。这就是本发明的意义所在。
技术实现要素:
6.本发明的技术问题在于,进一步改进开头所述形式的用于制造胶粘带的方法和设备,使得总体上相比于目前的方法提高了生产速度并且由此提供有竞争力的产品。
7.为了解决该技术问题,在本发明的范围中的一种这样的方法的特征在于,设有多个激光器单元,所述多个激光器单元在带状载体的各单个的纵向部段中产生相应的胶粘带。
8.因此,本发明首先并且明确地不采用一个(唯一的)激光器单元,如在现有技术在这种情境下教导和规定的那样。相反,使用多个激光器单元,亦即两个或更多个激光器单元。由此,原则上可提高生产速度。令人惊讶地,即使在激光器单元典型地是成本高昂的背景下,这也都取得了成功。
9.然而,本发明认识到,使用两个或更多个激光器单元在对应宽的带状载体的情况下开拓了如下可行方案:能够借助于多个激光器单元同时且并行地切割多个胶粘带。通过该提高的生产速度补偿了初期高昂的投资成本,这通常是不可预料的。
10.本发明选择的方法在此始终具有如下优点:借助于相应的激光器单元尤其是能够
简单且快速地改变以这种方式产生的胶粘带的宽度。为此,通常仅需要不同地操控对应的并且产生相应纵剖面的射束偏转单元。这在大多数情况下借助于可编程的控制单元实现。以这种方式甚至存在如下可行方案:由带状载体能够一气呵成地并且沿机器纵向方向切割具有不同宽度的胶粘带。由此,根据本发明的方法的突出之处不仅在于相比于现有技术提高的生产速度,而且能够在需要时同时实现实际上任意宽度的胶粘带,所述胶粘带能最优地适配于相应的需求。在产生的相应的量方面提供了特别的灵活性。
11.在此不言而喻的是,原则上甚至能够在相应的纵向部段中产生不同宽度的胶粘带。此外也可设想,在相应的纵向部段中制造相同宽度的胶粘带,其中从纵向部段到纵向部段以产生的胶粘带的不同宽度加工。纵向部段在此被所属的激光器单元覆盖并且对应于在纵向方向上具有预定宽度的带状载体的条带。
12.在此在大多数情况下如下规定,即,各单个的纵向部段彼此无间距地邻接。然而原则上,各单个的配设给相应激光器单元的纵向部段也可以彼此间隔开地沿带状载体的纵向方向或者说机器方向延伸。如果纵向部段彼此无间距地邻接,则它们通常在带状载体的整个宽度上延伸并且差不多完全覆盖所述带状载体。
13.此外在大多数情况下如下规定,即,在每个纵向部段中借助于所属的激光器单元切割多个胶粘带。例如可以设想的是,利用所属的激光器单元在对应的纵向部段中产生例如三个至十个胶粘带。如果在此仍然并且示例性地使用三个激光器单元,则能够以这种方式并且同时并行地生产30个胶粘带。当然,这仅示例性地适用并且取决于:由储存单元输送的带状载体设计得有多宽。在大多数情况下在此假定最小为350mm的辊宽度(相对于母辊)。
14.如已经解释的那样,胶粘带一般在相应的并且属于激光器单元的纵向部段中以一致的宽度被切割。当然,在相关的纵向部段中也可以以彼此不同的宽度加工。同样在本发明的范围中的是,在相应的纵向部段中产生分别具有一致宽度的胶粘带,并且从纵向部段到纵向部段地改变宽度。此外在大多数情况下如下规定:所述带状载体沿横向方向分成宽度分别相同的纵向部段。同样好的是,自然也能以沿横向方向不同宽度的纵向部段加工。
15.以这种方式由带状载体通过所述纵剖面分别产生多个胶粘带。各单个的胶粘带可以接着装配成胶粘带卷。在此通常可设想,所述纺织带状载体一开始就装备有胶粘层。为此,胶粘层可在整个面上施加到纺织载体上。原则上当然也可实现条带层。
16.此外在本发明的范围中的是,借助于激光器单元将未涂层的纺织带状载体切割成各单个的胶粘带,并且接着才以胶粘层装备各单个的胶粘带。这可在整个面上进行。然而一般在这种方法中如下加工,即,将胶粘剂的条带层施加到借助于激光器单元切割的各单个的胶粘带上。在此情形下已证实有效的是,使用基于丙烯酸酯的热熔胶或者说熔附胶作为胶粘剂。在此,可利用对应窄地配备的喷嘴将涂层作为条带层施加到相关的胶粘带上。原则上也可以利用掩膜加工,以便将熔附胶作为条带施加到之前切割的胶粘带上。
17.原则上任意纺织物适用于所述纺织载体,例如无纺布、机织物、针织物或混合形式。在大多数情况下在此以机织物载体加工。在此例如可设想的是pa(聚酰胺)机织物,pet(聚对苯二甲酸乙二醇酯)机织物等。纺织载体在此典型地采用塑料纤维。以这种方式产生分别无绒的切割边缘。这是因为在切割过程中借助于激光器单元至少暂时地导致:塑料纤维在切割边缘的区域中熔化并且因此产生干净且无绒的切割边缘。
18.这尤其是适用于如下情况,即,利用在红外线中发射的激光器单元加工。实际上,
二氧化碳激光器在此尤其已被证实是有利的,所述二氧化碳激光器典型地在大约10.6μm的波长中发射。这样的波长特别好地被在大多数情况下为黑色的纺织载体吸收并转换为热量,从而在切割边缘的区域中导致材料的至少部分蒸发和熔化。相关激光器单元的功率在此原则上可以并且仅示例性地为最大1kw或最大2kw或者更高。此外,激光器单元可以连续地或脉冲式地运行。
19.通常,所述激光器单元装备有激光源以及射束偏转单元。在大多数情况下还附加地实现控制单元。因为根据本发明利用多个激光器单元加工,所以一般使用中央控制单元,以便能借此共同操控全部的激光器单元。相应的射束偏转单元就其自身而言确保:从激光器单元出发的激光束分别沿纵向方向偏转,以便在所属的纵向部段中产生各单个的胶粘带,更确切地说是为了实现预定长度的多个切割边缘。在此通常如下规定,即,射束偏转单元在纵向部段中产生相同长度的分别平行的切割边缘。亦即,纵向部段可分成各单个的区段。所述各单个的区段在此的特征在于相同长度的平行的切割边缘。在此情形下则在大多数情况下如下规定,即,在相关区段中的切割边缘的数量对应于在纵向部段中的胶粘带的数量。
20.现在为了能产生不同长度的胶粘带,射束偏转单元确保:在相应的纵向部段中,预定长度的平行的切割边缘分别沿机器方向彼此邻接。亦即,借助于射束偏转单元首先在纵向部段中产生一个区段。在相关区段中实现预定长度的平行的切割边缘。所述长度例如可为50mm或100mm或更大。
21.因为胶粘带通常具有数米的长度,所以射束偏转单元现在确保:各单个的区段彼此邻接。为此目的,借助于射束偏转单元分别沿机器方向彼此邻接地产生预定长度的平行的切割边缘。这通常如此进行,即,所述平行的切割边缘无偏移地彼此邻接。但原则上也可能的是,所述平行的切割边缘有偏移地彼此邻接。因此例如在如下情况时如此进行,即,当要产生的胶粘带的末端需要转换为其他宽度的胶粘带时。
22.此外一般如下规定,即,带状载体的速度和射束偏转单元的速度彼此适配。为了检测带状载体的速度,由储存单元输送的带状载体可配设有用于测量速度的传感器。所述用于测量速度的传感器可以是摩擦辊,即放置到带状载体表面上的辊子,该辊子通过带状载体沿机器方向的运动而旋转。该辊子的旋转对应于速度信号,该速度信号由中央控制单元处理并且与用于操控射束偏转单元的速度同步。
23.备选地或附加地可设想,所述带状载体具有例如以规律的间距存在的标记,所述标记借助于所述用于测量速度的传感器检测并且对应于在带状载体沿机器方向经过时对应的速度信号。在这种情况下,传感器的信号也由中央控制单元处理并且与用于操控射束偏转单元的速度同步。
24.一方面带状载体与另一方面射束偏转单元的速度的同步在中央控制单元方面进行,使得所述射束偏转单元例如能跟随带状载体沿机器方向的速度。该速度可以为数十米/分(m/min),例如直至60m/min或更大。在任何情况下都要求:例如在带状载体沿机器方向的速度为50m/min时也(能)快速操控射束偏转单元,使得在所属的纵向部段中也能分别从区段到区段地在该示例情况中产生十个切割边缘。其前提是:由偏转单元以相比于带状载体的速度至少十倍的速度来产生每个单个的切割边缘,因为射束偏转单元确保激光束在纵向部段内部从切割边缘到切割边缘地跳跃。
25.为此目的,所述射束偏转单元通常装备有至少两个偏转镜,所述至少两个偏转镜能够在两个彼此垂直的平面中枢转。此外,为了枢转相关的偏转镜,通常使用所谓的检流计式扫描器。因此,所述射束偏转单元典型地构成为三轴检流计式扫描器,由此能实现尤其是在平面中并且实际上沿任意纵向方向和横向方向的切割。所述纵向方向在此与机器方向一致,而横向方向与之横向地延伸。本发明的主题也是一种所属的设备,如后面在权利要求12中所描述的那样。
附图说明
26.下面根据仅示出一个实施例的附图详细解释本发明,在附图中:
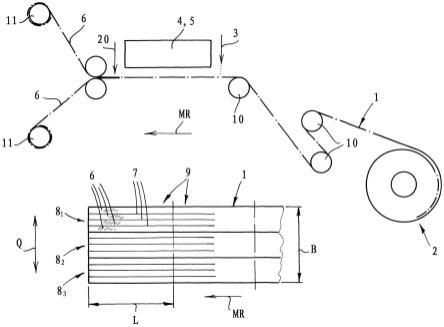
27.图1以示意性概览图连同看向带状载体的原理性俯视图示出根据本发明的用于制造胶粘带的设备,
28.图2以放大透视图示出该设备,
29.图3示出图2中在激光器单元的区域中的局部,并且
30.图4示意性地并且以细节示出射束偏转单元。
具体实施方式
31.在附图中示出用于制造胶粘带的设备。为此目的,首先可见带状载体1,该带状载体从储存单元2出发沿机器方向mr被输送,所述机器方向与带状载体1的纵向方向一致。带状载体1为纺织带状载体1并且具体为一种机织物、例如pa机织物。所述带状载体在整个面上装备有单侧的胶粘层3。
32.这样预装配的纺织带状载体1现在沿机器方向mr借助于激光器单元4、5沿纵向方向或者说机器方向mr被切割成各单个的条形胶粘带6,这些胶粘带在输出侧可见。为此,分别借助于激光器单元4、5将沿纵向方向或者说机器方向mr的切割边缘7引入带状载体中,如根据看向带状载体1的俯视图所能理解的那样。
33.根据本发明,现在实现多个激光器单元4、5。为了区分各单个的激光器单元4、5,将它们分别以如下方式以脚注(即,41、51;42、52以及最后的43、53)标示并且从而能够彼此区分。这根据图2和图3可见。所述多个激光器单元4、5或者说41、51;42、52和43、53现在确保:纺织带状载体1在所属的纵向部段81、82和83中被加工并且装备之前已经说明的切割边缘7。在此,总体上采用如下设计:激光器单元41、51用于纵向部段81的加工。激光器单元42、52属于纵向部段82并且激光器单元43、53进行纵向部段83的加工。
34.纵向部段81、82和83分别作为条带沿纺织带状载体1的纵向方向、亦即沿机器方向mr延伸。此外可见,各单个的纵向部段81、82和83在涉及的纵向方向或者说机器方向mr上分成多个区段9。
35.各单个的纵向部段81、82和83彼此无间距地邻接并且共同在带状载体1的整个宽度b上延伸。带状载体1的该宽度b可以为数厘米直至1米或者还要更多。实际上,带状载体1被接纳在构成为卷绕筒的储存单元2上并且经由各单个的导向辊10最后输送给激光器单元4、5或者说多个激光器单元41、51;42、52和43、53。在借助于激光器单元41、51;42、52和43、53将各单个的纵剖面或者说切割边缘7引入带状载体1之后,以这种方式产生的条形胶粘带6示例性地被分开并且借助于接纳辊11被卷绕并且示例性地被装配成螺旋形的胶粘带卷。
36.现在首先在三个示出的纵向部段81、82和83中的每个纵向部段中借助于所属的激光器单元41、51;42、52和最后的43、53切割出多个胶粘带6。根据该实施例,激光器单元41、51确保:在所属的纵向部段81中产生三个切割边缘7,从而以这种方式并且在输出侧从带状载体1的所涉及的纵向部段81中形成总共四个条形胶粘带6。在其余的纵向部段82和83中可类似进行。但也可能的是,借助于激光器单元42、52在所属的纵向部段82中产生不同数量的切割边缘7,从而由此相比于纵向部段81在输出侧也产生不同数量的胶粘带6。然而这并未详细示出。亦即,胶粘带6在相应的纵向部段81、82和83中以分别一致的宽度被切割。此外采用如下设计,即,带状载体1沿横向方向q、即垂直于机器方向或者说纵向方向mr分成长度分别相同的纵向部段81、82和83。
37.根据图2和3可见,激光器单元41、51;42、52和43、53分别配备有激光源41、42、43以及所属的射束偏转单元51、52、53。激光源41、42、43在此分别横向于机器方向mr定向。借助于射束偏转单元51、52、53,从激光器单元4出发的并且尤其是在图4中可见的激光束12为了在所属的纵向部段81、82、83中产生各单个的条形胶粘带6而分别沿纵向方向偏转,以便产生具有预定长度l的各单个的切割边缘7。实际上采用如下设计,即,借助于射束偏转单元5或者说51、52、53在所属的纵向部段81、82、83中首先在区段9中以预定长度l产生切割边缘7。
38.实际上,所述区段9并且因此所述切割边缘7可具有例如50mm至100mm或更大的长度l。在激光器单元41、51在纵向部段81中产生第一切割边缘7之后,激光束12跳跃至第二切割边缘7并且以一致的长度l产生该第二切割边缘,直至根据该实施例在纵向部段81和那里的区段9中以长度l产生了所有三个切割边缘7。亦即,射束偏转单元5或笼统而言激光器单元4、5在所属的纵向部段81、82和83中产生长度l相同的分别平行的切割边缘7。在此,切割边缘7的数量在输出侧预定以这种方式产生的胶粘带6的数量。此外可以采用如下设计,即,激光器单元4、5或者说射束偏转单元5在相应的纵向部段81、82和83中分别沿机器方向mr彼此邻接地产生预定长度l的平行的切割边缘7。在此,射束偏转单元5的速度相比于带状载体1的速度必须至少为三倍。
39.为了现在总体上在该示例情况中在输出侧提供和产生数米长度的条形胶粘带6,采用如下设计,即,平行的切割边缘7分别无偏移地彼此邻接。亦即,一旦在该示例情况中激光器单元41、51在纵向部段81的第一区段9中产生了在那里在该实施例中设置和示出的具有长度l的三个切割边缘7,则带状载体1沿机器方向mr的进给总体上确保:接着能够在纵向部段81中在与之邻接的另外的第二区段9中产生切割边缘7。在此,分别平行的切割边缘7无偏移地彼此邻接。此外采用如下设计,即,带状载体1的速度和射束偏转单元51的速度在纵向部段81的相关示例情况中彼此适配。中央控制单元13用于该适配。为此,中央控制单元13获得传感器20的信号,借助于该传感器测量纺织带状载体1的轨道速度并且将其传输给中央控制单元13。此外,所述中央控制单元13分别连接到各单个的激光器单元41、51;42、52和43、53,以便相应地操控所述各单个的激光器单元,从而能够借助于所述各单个的激光器单元在对应的纵向部段81、82、83的所属的区段9中制造纵向边缘7。未明确示出如下的另一可行方案,即,借助于中央控制单元13根据传感器20的信号操控用于纺织载体1的驱动器,以用于沿机器方向mr调设其速度。
40.根据图4的细节图示可见,所述射束偏转单元5装备有至少两个偏转镜14、15。这两个偏转镜14、15在此能够在两个彼此垂直的平面中枢转。为此,每个偏转镜14、15装备有所
属的检流计式扫描器16、17,所述检流计式扫描器自身借助于中央控制单元13被操控和加载。
41.在图4中还可见,激光束12向带状载体1的平面对焦。为此目的,实现扩展光学系统18,借助于该扩展光学系统能实现激光束12的后对焦。为此,所述扩展光学系统18具有沿激光束12的方向可电动移动地移动的透镜19。所述透镜19如同两个检流计式扫描器16、17一样也连接到中央控制单元13上。
42.在借助于控制单元13改变激光束12的对焦之后,控制单元最后还能够校正带状载体1在横向方向q上的位置。为此,例如一些或全部偏转辊10(以及可选的储存单元2)在需要时能够借助于控制单元13在其纵向方向上并且因此在其横向方向q上移动,以确保各单个的切割边缘7实际上无偏移地从区段9至区段9地彼此邻接。未示出如下可行方案,即,分别利用例如水来冷却射束偏转单元5,以便实现偏转镜14、15的最大位置稳定性。同样未示出如下可选方案,即,中央控制单元13连接到上级网络、例如因特网,以便能够以这种方式进行远程监控或能够从外部运行程序以用于操控相应的激光器单元4、5。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1