蹦床检修机器人及维修方法与流程
1.本发明涉及儿童游乐场领域,尤其涉及一种蹦床检修机器人及维修方法。
背景技术:
2.现在许多儿童游乐场都建设有蹦床,目前有一种蹦床是由pvc网夹布以及钢管,其中pvc网夹布固定在钢管上,钢管固定在地面上。这种结构的蹦床由于pvc网夹布需要经常发生弹性伸缩,所以在使用过程中会不断地发生磨损,从而在pvc网夹布上出现断裂带,而pvc网夹布(颜色一般为棕色或者黑色等深色)不断地磨损会导致其可靠性降低,在使用过程中容易发生危险事故。
技术实现要素:
3.本发明针对上述问题,提出了一种蹦床检修机器人及维修方法。
4.本发明采取的技术方案如下:
5.一种蹦床检修机器人,包括移动车、机械臂、摄像头以及熔喷机构,所述机械臂安装在移动车上,所述摄像头以及熔喷机构均设置在机械臂上,所述摄像头上集成有射灯,所述熔喷机构用于产生热熔丝线。
6.本种蹦床检修机器人中,是对蹦床上的pvc网夹布进行检修的,在检修时时首先移动车行驶至pvc网夹布的下方,而后将摄像头朝向pvc网夹布(且是位于下方的一侧,位于上方的一次用于跟蹦床者接触,而下方并不接触),射灯处于开启状态,射灯在pvc网夹布上形成了光斑,如果光斑照射处的pvc网夹布不存在磨损,在光斑上是不存在异常两点,光斑上各处的亮度是均匀的,若某处存在磨损,磨损处的透光性增强,磨损处的亮度会更高,摄像头用于获取光斑画面,操作着可以通过摄像头获取的光斑画面来直接清楚地观察光斑画面中是否有异常亮点,若存在异常亮点,则可以熔喷机构直接产生熔融状态的热熔丝线,熔融状态的热熔丝线贴在在pvc网夹布的磨损处(且热熔丝线的两个端头均位于异常亮点外,热熔丝线中间部分与异常两点处粘接在一起),待热熔丝线凝固之后,就相当于在pvc网夹布的磨损处上打了一层补丁,从而降低pvc网夹布的磨损处出现撕裂的概率。
7.综上所述,本机器人可以对泵床上的pvc网夹布的磨损处进行检测以及修补,操作方便,可靠性强。
8.本机器人采用机械臂来安装熔喷机构与摄像头是为了便于随时可以根据需要调整熔喷机构与摄像头的位置与朝向。
9.可选的,所述机械臂包括第一支撑杆以及第二支撑杆,所述第一支撑杆通过第一转动电机安装于移动车上,所述第二支撑杆通过第二转动电机安装于第一支撑杆上。
10.上述机械臂第一支撑杆、第二支撑杆、第一转动电机以及第二转动电机组成,这样可以根据需要快速调整摄像头以及熔喷机构在空间上的位置以及朝向。
11.可选的,所述移动车为履带式移动车,且所述移动车的履带为橡胶履带。
12.因为有些游乐场在建设蹦床时会建在沙滩上,所以pvc网夹布的下方就是沙滩,对
于这些pvc网夹布下方是沙滩使用场景来说,采用履带式移动车能够保证移动车能够稳定地行驶在沙滩上。
13.可选的,所述橡胶履带上设置有凸起块,所述凸起块上设置有空腔。
14.在橡胶履带上设置凸起块,这样可以增加橡胶履带的抓地力,因为有些蹦床是建在光滑地面上方的(如pvc网夹布的下方是瓷砖),所以采用表面带凸起块的橡胶履带,利用凸起块与地面接触,这样可以增加橡胶履带在地面上的稳定性,且为了减轻整个履带的重量以及确保在行驶过程中履带能够具有良好的减震缓冲性能,采用带空腔的凸起块,这样可以保证在行驶过程中具有较强的稳定性。
15.可选的,所述履带包括行进履带以及爬坡履带,所述行进履带呈腰圆状布置,所述爬坡履带呈三角状布置。
16.因为有些沙滩场地并不平整,所以为了采用了行进履带与爬坡履带组合的形式,行进履带呈腰圆状分布,可以保证整个移动车可以稳定地行进,而爬坡履带呈三角状布置可以保证
17.可选的,还包括控制主机,所述控制主机设置于移动车上,且所述控制主机与所述机械臂、摄像头、射灯以及熔喷机构电连接。
18.具体控制主机起到中心控制的作用,机械臂上的各台电机与控制主机电连接,机械臂上各台电机的工作状态由控制主机调控,且摄像头、射灯以及熔喷机构均有控制主机控制。
19.可选的,所述机械臂上设置有安装座,所述摄像头固定设置于安装座上,所述熔喷机构转动设置于安装座上,所述安装座上设置有调整电机,所述调整电机与所述熔喷机构配合在一起,所述调整电机用于驱动熔喷机构在安装座上转动。
20.因为熔喷机构需要将线条状且处于熔融状态的热熔丝线,所以熔喷机构在喷丝时需要不断地晃动,所以熔喷机构转动安装在安装座上,并且在安装座上设置调整电机,利用调整电机的作用不断地使得熔喷机构左右偏摆晃动,使得熔喷机构产生的丝线喷在pvc网夹布上。
21.一种蹦床维修方法,使用如上所述的蹦床检修机器人,包括如下步骤;
22.s1:开启射灯及摄像头,将射灯的光线照射在pvc网夹布上,射灯在pvc网夹布上形成光斑,摄像头获取射灯在pvc网夹布上所形成的光斑;
23.s2:分析光斑上是否存在异常亮点,若存在异常亮点,则利用熔喷机构向光斑处喷射处于熔融状态的热熔丝线,且热熔丝线有多根,且热熔丝线之间存在交叉点。
24.所述热熔丝线包括pbat以及pe。
25.因为pvc网夹布的密度为1.38g/cm3,80~85℃开始软化,130℃变为粘弹态(此状态为不可恢复性形变),所以热熔丝线在熔融状态下的温度需要高于85℃且不高于130℃,只有这样才能保证热熔丝线能够与pvc网夹布稳定地粘接在一起,所以采用pe与pbat两种混合料来制备熔融状态的热熔丝线,pe的熔点不高于110℃,而pbat的熔点为130℃,所以这两种材料混合在一起之后得到的熔融物的温度可以控制在130℃,让130℃的热熔丝线附着在pvc网夹布上时,由于热传递的作用,pvc网夹布的温度会升高(单不会升温至130℃),这样可以保证热熔丝线可以稳定地粘接附着在pvc网夹布上,同时由于pe的密度为0.962(单位与pvc相同),而pbat的密度为1.18(单位与pvc相同),二者混合之后得到热熔丝线的密度
低于1.18,所以上述混合物制备得到的丝线附着在pvc网夹布上,由于自身比pvc网夹布轻,所以可以最大幅度地减小修补后pvc网夹布修补点处的下坠现象。
26.采用pe与pbat混合来制备热熔丝线的目的是为了增强热熔丝线的弹性,pbat制备得到的丝线具有良好的弹性,但是pbat受微生物影响容易降解,而pe不会因为微生物的影响而发生降解,虽然pe的弹性低于pbat,但采用pbat与pe混合可以保证热熔丝线在具有良好的抗生物分解能力前提下燃具有良好的弹性,且采用pbat与pe混合制成热熔丝线相对于pbat单独制备丝线,混合制备得到的丝线由于pe与pvc的相容性较好,可以确保丝线与pvc网夹布之间的粘合强度远由于pbat单独使用时的粘合强度。
27.所以采用pe与pbat混合的方法来制备热熔丝线。
28.所述热熔丝线的直径不大于pvc网夹布的厚度。
29.热熔丝线的直径不大于pvc网夹布的厚度,这样是为了保证热熔丝线能够稳定地粘接在pvc网夹布上,避免修补后的pvc网夹布因为厚度过大而导致弹性降低。
30.本发明的有益效果是:可以对泵床上的pvc网夹布的磨损处进行检测以及修补,操作方便,可靠性强。
附图说明:
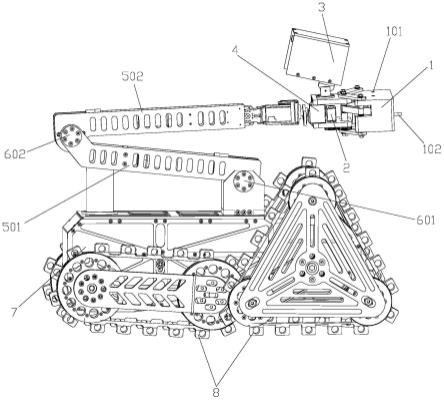
31.图1是蹦床检修机器人示意简图,
32.图2是摄像头与熔喷机构的位置关系示意图,
33.图3是车架与履带的安装关系示意图。
34.图中各附图标记为:1、熔喷机构;101、进气口;102、喷嘴;2、调整电机;3、摄像头;4、安装座;501、第一支撑杆;502、第二支撑杆;601、第一电机;602、第二电机;7、车架;8、履带;801、凸起块;802、空腔;9、轮盘;10、射灯。
具体实施方式:
35.下面结合各附图,对本发明做详细描述。
36.实施例1
37.如附图1、附图2以及附图3所示,一种蹦床检修机器人,包括移动车、机械臂、摄像头3以及熔喷机构1,机械臂安装在移动车上,摄像头3以及熔喷机构1均设置在机械臂上,摄像头3上集成有射灯,熔喷机构1用于产生热熔丝线。
38.本种蹦床检修机器人中,是对蹦床上的pvc网夹布进行检修的,在检修时时首先移动车行驶至pvc网夹布的下方,而后将摄像头3朝向pvc网夹布(且是位于下方的一侧,位于上方的一次用于跟蹦床者接触,而下方并不接触),射灯处于开启状态,射灯在pvc网夹布上形成了光斑,如果光斑照射处的pvc网夹布不存在磨损,在光斑上是不存在异常两点,光斑上各处的亮度是均匀的,若某处存在磨损,磨损处的透光性增强,磨损处的亮度会更高,摄像头3用于获取光斑画面,操作着可以通过摄像头3获取的光斑画面来直接清楚地观察光斑画面中是否有异常亮点,若存在异常亮点,则可以熔喷机构1直接产生熔融状态的热熔丝线,熔融状态的热熔丝线贴在在pvc网夹布的磨损处(且热熔丝线的两个端头均位于异常亮点外,热熔丝线中间部分与异常两点处粘接在一起),待热熔丝线凝固之后,就相当于在pvc网夹布的磨损处上打了一层补丁,从而降低pvc网夹布的磨损处出现撕裂的概率。
39.综上,本机器人可以对泵床上的pvc网夹布的磨损处进行检测以及修补,操作方便,可靠性强。
40.本机器人采用机械臂来安装熔喷机构1与摄像头3是为了便于随时可以根据需要调整熔喷机构1与摄像头3的位置与朝向。
41.如附图1、附图2以及附图3所示,机械臂包括第一支撑杆501以及第二支撑杆502,第一支撑杆501通过第一转动电机安装于移动车上,第二支撑杆502通过第二转动电机安装于第一支撑杆501上。
42.上述机械臂第一支撑杆501、第二支撑杆502、第一转动电机以及第二转动电机组成,这样可以根据需要快速调整摄像头3以及熔喷机构1在空间上的位置以及朝向。
43.如附图1、附图2以及附图3所示,移动车为履带8式移动车,且移动车的履带8为橡胶履带8。
44.因为有些游乐场在建设蹦床时会建在沙滩上,所以pvc网夹布的下方就是沙滩,对于这些pvc网夹布下方是沙滩使用场景来说,采用履带8式移动车能够保证移动车能够稳定地行驶在沙滩上。
45.如附图1、附图2以及附图3所示,橡胶履带8上设置有凸起块801,凸起块801上设置有空腔802。
46.在橡胶履带8上设置凸起块801,这样可以增加橡胶履带8的抓地力,因为有些蹦床是建在光滑地面上方的(如pvc网夹布的下方是瓷砖),所以采用表面带凸起块801的橡胶履带8,利用凸起块801与地面接触,这样可以增加橡胶履带8在地面上的稳定性,且为了减轻整个履带8的重量以及确保在行驶过程中履带8能够具有良好的减震缓冲性能,采用带空腔802的凸起块801,这样可以保证在行驶过程中具有较强的稳定性。
47.如附图1、附图2以及附图3所示,履带8包括行进履带8以及爬坡履带8,行进履带8呈腰圆状布置,爬坡履带8呈三角状布置。
48.因为有些沙滩场地并不平整,所以为了采用了行进履带8与爬坡履带8组合的形式,行进履带8呈腰圆状分布,可以保证整个移动车可以稳定地行进,而爬坡履带8呈三角状布置可以保证稳定爬坡。
49.具体移动车包括车架7、轮盘9以及履带8,轮盘9安装在车架7上,行进履带安装在两个轮盘上,呈腰圆状分布,其中一个轮盘9带动履带8进行转动。爬坡履带安装在三个轮盘9上,三个轮盘9呈等边三角形分布,三个轮盘有一个与电机相接用于驱动爬坡履带运转。
50.如附图1、附图2以及附图3所示,还包括控制主机,控制主机设置于移动车上,且控制主机与机械臂、摄像头3、射灯以及熔喷机构1电连接。
51.具体控制主机起到中心控制的作用,机械臂上的各台电机与控制主机电连接,机械臂上各台电机的工作状态由控制主机调控,且摄像头3、射灯以及熔喷机构1均有控制主机控制。
52.如附图1、附图2以及附图3所示,机械臂上设置有安装座4,摄像头3固定设置于安装座4上,熔喷机构1转动设置于安装座4上,安装座4上设置有调整电机2,调整电机2与熔喷机构1配合在一起,调整电机2用于驱动熔喷机构1在安装座4上转动。
53.因为熔喷机构1需要将线条状且处于熔融状态的热熔丝线,所以熔喷机构1在喷丝时需要不断地晃动,所以熔喷机构1转动安装在安装座4上,并且在安装座4上设置调整电机
2,利用调整电机2的作用不断地使得熔喷机构1左右偏摆晃动,使得熔喷机构1产生的丝线喷在pvc网夹布上。
54.本实施例1中熔喷机构1的进气口101位于摄像头3的一侧,而熔喷机构1的喷嘴102的不朝向摄像头3。
55.具体本实施例中所述的熔喷机构是一种非常成熟的现有技术,具体熔喷机构的原理可以参看专利文献cn214328085u或者cn211522399u中所示,本实施方式中优选
56.实施例2
57.一种蹦床维修方法,使用如实施例1所示的蹦床检修机器人,包括如下步骤;
58.s1:开启射灯及摄像头,将射灯的光线照射在pvc网夹布上,射灯在pvc网夹布上形成光斑,摄像头获取射灯在pvc网夹布上所形成的光斑;
59.s2:分析光斑上是否存在异常亮点,若存在异常亮点,则利用熔喷机构向光斑处喷射处于熔融状态的热熔丝线,且热熔丝线有多根,且热熔丝线之间存在交叉点。
60.本实施例中热熔丝线由pbat以及pe两种物质通过热熔而后再熔喷的方式成型,且pbat与pe的混合质量比4:1。
61.因为pvc网夹布的密度为1.38g/cm3,80~85℃开始软化,130℃变为粘弹态(此状态为不可恢复性形变),所以热熔丝线在熔融状态下的温度需要高于85℃且不高于130℃,只有这样才能保证热熔丝线能够与pvc网夹布稳定地粘接在一起,所以采用pe与pbat两种混合料来制备熔融状态的热熔丝线,pe的熔点不高于110℃,而pbat的熔点为130℃,所以这两种材料混合在一起之后得到的熔融物的温度可以控制在130℃,让130℃的热熔丝线附着在pvc网夹布上时,由于热传递的作用,pvc网夹布的温度会升高(单不会升温至130℃),这样可以保证热熔丝线可以稳定地粘接附着在pvc网夹布上,同时由于pe的密度为0.962(单位与pvc相同),而pbat的密度为1.18(单位与pvc相同),二者混合之后得到热熔丝线的密度低于1.18,所以上述混合物制备得到的丝线附着在pvc网夹布上,由于自身比pvc网夹布轻,所以可以最大幅度地减小修补后pvc网夹布修补点处的下坠现象。
62.采用pe与pbat混合来制备热熔丝线的目的是为了增强热熔丝线的弹性,pbat制备得到的丝线具有良好的弹性,但是pbat受微生物影响容易降解,而pe不会因为微生物的影响而发生降解,虽然pe的弹性低于pbat,但采用pbat与pe混合可以保证热熔丝线在具有良好的抗生物分解能力前提下燃具有良好的弹性,且采用pbat与pe混合制成热熔丝线相对于pbat单独制备丝线,混合制备得到的丝线由于pe与pvc的相容性较好,可以确保丝线与pvc网夹布之间的粘合强度远由于pbat单独使用时的粘合强度。
63.所以采用pe与pbat混合的方法来制备热熔丝线。
64.热熔丝线的直径不大于pvc网夹布的厚度。
65.热熔丝线的直径不大于pvc网夹布的厚度,这样是为了保证热熔丝线能够稳定地粘接在pvc网夹布上,避免修补后的pvc网夹布因为厚度过大而导致弹性降低,具体本实施例中选用热熔丝线的直径为pvc网夹布厚度的1/3。
66.本实施例中熔喷机构喷出的丝线的温度为130℃。
67.以上所述仅为本发明的优选实施例,并非因此即限制本发明的专利保护范围,凡是运用本发明说明书所作的等效变换,直接或间接运用在其他相关的技术领域,均同理包括在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1