一种用于生产带抓柄谷物棒的生产设备的制作方法
1.本发明涉及一种用于生产带抓柄谷物棒的生产设备。
背景技术:
2.谷物棒起先是国外较为盛行的营养代餐食品,近些年在国内也逐渐流行成为大众,尤其是减脂人群喜爱的食品。这类谷物棒主要是以燕麦、大米、玉米等谷物为原料,配合高粘度的糖浆或者果浆粘合而成的片状、棒状食品,除了主要原料谷物外,食品中也会添加一些营养元素以增加营养价值,或者添加一些坚果仁、果干、糖果、巧克力等辅料以改善口感。
3.目前食品生产行业用于上述谷物棒生产的传统设备主要包含原料混合机、模具浇注机及其压紧装置和冷却成型设备,过程就是先将谷物粉与糖浆混料,再将混料后的原料注入模具内压紧,最后再冷却成型。一些厂家往往会根据需要在成型后的谷物棒表面涂上巧克力或者果酱涂层,为此往往还搭配有涂衣机等配套设备。
4.传统的谷物棒由于表面没有黏附巧克力或果酱涂层,客户撕开包装后通常可以直接用手抓取食用,但对于目前一类表面带有巧克力或果酱涂层的谷物棒,食用时巧克力或果酱极易黏附到手上造成不雅观。尤其是孩童食用时容易将附着在手上的巧克力或果酱进一步黏附到衣物或周遭环境中造成污染,为此这类谷物棒往往设计配有抓柄,方便客户抓取食用。
5.显然,对于上述这类带柄的谷物棒,原先的传统生产设备不再能够满足生产要求,原因如下:传统的生产设备直接将原料在模具内压紧压实,给抓柄的插入带来困难。如果将抓柄强行插入成型好的谷物棒内,不仅结合性不好,而且会破坏谷物棒本身的紧实结构,导致其松散垮塌。
6.此外,目前传统的生产设备在对带有插柄的谷物棒实施涂衣操作时,巧克力或果酱往往都会同时浇注在抓柄上,使得抓柄失去效果。
7.因此目前行业内亟待一种专门用于生产带柄谷物棒的生产设备。
技术实现要素:
8.本发明目的是:提供一种用于生产带抓柄谷物棒的生产设备,其能够自动高效的完成带抓柄谷物棒的生产,其产品具有较高质量。
9.本发明的技术方案是:一种用于生产带抓柄谷物棒的生产设备,包括流水线布置的原料混合加注机构、前冷却输送隧道、涂衣机和后冷却输送隧道,其特征在于原料混合加注机构与前冷却输送隧道之间设有谷物棒插柄成型机构,其包括盘式成型机构,盘式成型机构包括设于工作台上平置的成型盘和连接驱动成型盘按分度角度间歇旋转的分度旋转驱动装置,成型盘上按其分度角度均匀间隔设有若干纵布的成型模孔,且成型盘外周侧同样按其分度角度间隔设有与各成型模孔一一对应连通的抓柄插缝,成型盘底部对应各抓柄
插缝设有与之连通的抓柄落槽;工作台上各对应一成型模孔且沿成型盘的旋转方向依次设有进料工位,预压工位,插柄工位,压紧工位和下料工位,同时工作台上固定有覆盖进料工位、预压工位、插柄工位和压紧工位所对应成型模孔底部的底板,其中:进料工位对应的成型模孔位于原料混合加注机构的加注口下方;预压工位上设有与其对应成型模孔配合的预压机构,用于将成型模孔内的原料预压成谷物棒;插柄工位上设有与其对应成型模孔的抓柄插缝配合的抓柄插入机构,其包括抓柄输送机构和用于驱动抓柄从抓柄插缝插入成型模孔内的谷物棒中的抓柄推动机构;压紧工位上设有与其对应成型模孔配合的压紧机构,用于将成型模孔内的谷物棒进一步压紧压实;下料工位对应的成型模孔位于前冷却输送隧道的输送带上方,下料工位上设有与其对应成型模孔配合的下料机构,用于将谷物棒连带抓柄一起推落至下方的前冷却输送隧道的输送带上;还包括连接控制原料混合加注机构、前冷却输送隧道、涂衣机、后冷却输送隧道、分度旋转驱动装置、预压机构、抓柄插入机构、压紧机构和下料机构工作的plc控制器。
10.进一步的,本发明中所述下料工位对应的成型模孔的抓柄插缝的朝向与前冷却输送隧道的输送方向一致,使得下料工位落下的谷物棒的抓柄与前冷却输送隧道的输送方向一致;还包括设置在前冷却输送隧道和涂衣机之间的谷物棒旋转推料机构,其包括位于前冷却输送隧道输送带和涂衣机输送带之间的连接平台,该连接平台上在谷物棒的移动路径上设有谷物棒转向机构,其包括旋转块及连接驱动旋转块动作的旋转块驱动装置,旋转块用于将谷物棒向输送带外侧方向转向90度,以使谷物棒上的抓柄避开涂衣机的浇注道,旋转块驱动装置为由plc控制的旋转伺服电机或旋转伺服气缸;谷物棒旋转推料机构还包括设于连接平台上方用于将旋转块上的谷物棒推至涂衣机的输送带上的推料装置,推料装置包括推料板、连接驱动推料板上下活动的推料板升降装置和连接驱动推料板升降装置前后平移的推料板平推装置,推料板升降装置为由plc控制器控制的推料板升降气缸、推料板升降油缸、推料板升降电动丝杠或者推料板升降直线电机,而推料板平推装置为由plc控制器控制的推料板平推气缸、推料板平推油缸、推料板平推电动丝杠或者推料板平推直线电机。
11.众所周知,已知的用于向谷物棒表面浇注巧克力浆的涂衣机的浇注道是很宽的,如果谷物棒只是单排通过,那么浇注效率会很低。为此本发明中进一步采取如下设计方案:其还包括设于前冷却输送隧道的输送带上方,并位于所述谷物棒旋转推料机构上游的分料机构,其包括设置在前冷却输送隧道的输送带上方且垂直于前冷却输送隧道的输送方向横向左右回摆的分料拨块及驱动其动作的分料拨块驱动气缸,用于将前冷却输送隧道的输送带上输送的谷物棒交替拨成两排输送,相应的所述谷物棒转向机构也为两个,分别用于将分料后两排中的谷物棒反向朝输送带外侧方向转向90度,以使两排谷物棒上的抓柄均避开涂衣机的浇注道,分料拨块驱动气缸由plc控制器连接控制。
12.出去谷物棒与抓柄设计对称性的考虑,本发明中所述成型盘外周侧在其中心与各成型模孔中心连线的径向方向分布设置与各成型模孔一一对应连通的所述抓柄插缝。
13.进一步的,本发明中所述原料混合加注机构包括谷物定量加注机构、双螺杆混料
输送机和定量螺杆机,双螺杆混料输送机上设有错开分布的谷物加料口和糖浆加料口,而谷物定量加注机构包括谷物进料斗和定量阀,谷物进料斗的出料口经定量阀与双螺杆混料输送机上的谷物加料口连接;双螺杆混料输送机的混合出料口位于定量螺杆机的定量螺杆机进料斗上方,而定量螺杆机上设置所述加注口。
14.更进一步的,本发明中所述双螺杆混料输送机上沿其输送方向,所述谷物加料口的位置位于糖浆加料口的下游。目的是确保上游加入的糖浆能够充分包裹混合谷物。
15.进一步的,本发明中所述分度旋转驱动装置包括凸轮分割器和电机减速机组,电机减速机组的输出轴经传动机构与凸轮分割器的输入轴传动连接,而凸轮分割器的输出轴上固定有所述成型盘,传动机构为齿轮传动机构或同步带传动机构或同步链传动机构,电机减速机组由plc控制器连接控制。
16.进一步的,本发明中所述预压机构包括位于预压工位对应的成型模孔上方的预压模块及连接驱动预压模块上下活动的预压气缸、预压油缸、预压电动丝杠或者预压直线电机;所述压紧机构包括位于压紧工位对应的成型模孔上方的压紧模块及连接驱动压紧模块上下活动的压紧气缸、压紧油缸、压紧电动丝杠或者压紧直线电机;所述下料机构包括位于下料工位对应的成型模孔上方的下料模块及连接驱动下料模块上下活动的下料气缸、下料油缸、下料电动丝杠或者下料直线电机。
17.进一步的,本发明中所述抓柄输送机构为纵向布置的用于储存并供抓柄依次下落的落匣,落匣底部开有与插柄工位上对应的成型模块的抓柄插缝相对的横向贯通槽,而抓柄推动机构包括与横向贯通槽相对的抓柄推柱和连接驱动抓柄推柱前后活动的抓柄推动气缸、抓柄推动油缸、抓柄推动电动丝杠或者抓柄推动直线电机。
18.进一步的,出于模具开模制造以及维修维护方便的考虑,本发明中所述成型盘为分体式结构,包括中心圆盘,中心圆盘外周按其分度角度均匀间隔设置有成型模块嵌槽,成型模块嵌槽内固定有成型模块,所述成型模孔和抓柄插缝均设于相应的成型模块上。
19.需要说明,本发明中前冷却输送隧道、涂衣机和后冷却输送隧道均采用现有技术。
20.本发明中原料混合加注机构、谷物棒插柄成型机构、前冷却输送隧道、谷物棒旋转推料机构、分料机构、涂衣机和后冷却输送隧道均在plc控制器的控制下协同工作,其工作原理如下:1)谷物和糖浆加入原料混合加注机构之后经过混合形成原料;2)原料通过加注口加注到下方进料工位对应的成型盘的成型模孔中,成型盘由分度旋转驱动装置驱动间歇旋转,从而使得其上各成型模孔间歇依次停在各个工位上。
21.3)在预压工位上,预压机构工作将其对应的成型模孔内的原料预压成谷物棒,预压只是对谷物棒定型处理而非压紧,谷物棒内部结构并不紧实;4)在插柄工位上,抓柄插入机构工作将抓柄通过成型盘外周侧上的抓柄插缝插入对应成型模孔内的谷物棒中;5)在压紧工位上,压紧机构工作将其对应的成型模孔内的谷物棒进一步压紧压实;6)在下料工位上,下料机构工作将谷物棒连带抓柄一起推落至下方的前冷却输送隧道的输送带上;并且本发明的设计中在下料时谷物棒的抓柄与前冷却输送隧道的输送方向是一致的;
7)谷物棒通过前冷却输送隧道冷却固化,并由分料机构将谷物棒交替拨成两排输送;8)谷物棒旋转推料机构中的两个谷物棒转向机构工作,分别将分料后两排中的谷物棒反向朝输送带外侧方向转向90度;9)两排谷物棒表面均由涂衣机浇注道中的浇注头淋上巧克力浆,而谷物棒上的抓柄则均避开涂衣机的浇注道;10)最后表面浇注有巧克力浆的带抓柄的谷物棒通过后冷却输送隧道冷却固化后做成产品。
22.本发明的优点是:1.本发明提供的一种用于生产带抓柄谷物棒的生产设备,其专门用于生产带抓柄的谷物棒,能够自动高效的完成带抓柄谷物棒的生产,并且通过具体的盘式成型机构中预压工位,插柄工位,压紧工位上的相应机构的协同运作,既确保了生产得到的谷物棒与抓柄之间具有良好的结合性,又能防止谷物棒紧实的结构遭到破坏而变得松散,使得产品质量得到很好的控制。
23.2、本发明中还进一步设计了谷物棒旋转推料机构,其能够将谷物棒向输送带外侧方向转向90度,以使谷物棒上的抓柄朝外避开涂衣机的浇注道,防止巧克力浆被浇注在抓柄上,保证了抓柄的清洁,解决了目前带抓柄的谷物棒生产环节中的这一问题。并且谷物棒旋转推料机构带有推料装置,能够将谷物棒推至下游的涂衣机输送带上,确保前冷却输送隧道和涂衣机的输送带之间的衔接顺畅。
24.3、本发明中进一步在谷物棒旋转推料机构上游设计了分料机构,其能够将前冷却输送隧道的输送带上输送的谷物棒交替拨成两排输送,使得两排谷物棒并行由涂衣机进行涂衣作业,这充分利用了涂衣机较宽的浇注道,大大提高对于谷物棒表面涂衣的处理效率。并且相应的谷物棒转向机构也设计成两个,分别用于将分料后两排中的谷物棒反向朝输送带外侧方向转向90度,巧妙的同时避开涂衣机的浇注道。
25.4、本发明中所述抓柄插入机构的设计结构简单,工作高效,能够很好的与盘式成型机构协作配合。
26.5、本发明中的成型盘采用分体式结构,其上的成型模块可以拆卸组装,降低了模具开模制造难度,且易于维修维护,单个成型模块或其上成型模孔的损坏可以随时替换,而不会造成整个成型盘的废弃,节约了企业生产成本。
附图说明
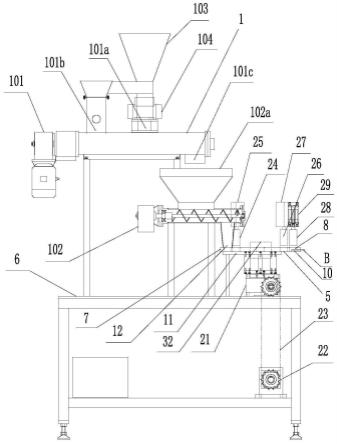
27.下面结合附图及实施例对本发明作进一步描述:图1为本发明的整体结构主视图(由于前冷却输送隧道和后冷却输送隧道都比较长,故图上对两者做部分截断省略化处理);图2为图1的俯视图(省略分料机构);图3为图1中原料混合加注机构和盘式成型机构的组合放大结构示意图(为避免遮挡影响视图,其中预压机构和压紧机构均由虚线框表示);图4为图3的俯视图;图5为本发明中抓柄插入机构的单独放大结构主视图(工作状态);
图6为图5的俯视图;图7为本发明中成型盘的中心圆盘结构俯视图;图8为本发明中安装在中心圆盘上的成型模块的结构俯视图;图9为图8的a-a剖面图;图10为成型模块上抓柄插缝的正面视图;图11为本发明生产的带抓柄的谷物棒单独结构示意图。
28.其中:a、谷物棒;b、抓柄;1、原料混合加注机构;101、双螺杆混料输送机;101a、谷物加料口;101b、糖浆加料口;101c、混合出料口;102、定量螺杆机;102a、定量螺杆机进料斗;103、谷物进料斗;104、定量阀;2、前冷却输送隧道;3、涂衣机;4、后冷却输送隧道;5、谷物棒插柄成型机构;6、工作台;7、成型盘;701、中心圆盘;701a、成型模块嵌槽;702、成型模块;8、成型模孔;9、抓柄插缝;10、抓柄落槽;11、底板;12、加注口;13、连接平台;14、旋转块;15、旋转伺服电机;16、推料板;17、推料板升降气缸;18、推料板平推电动丝杠;19、分料拨块;20、分料拨块驱动气缸;21、凸轮分割器;22、电机减速机组;23、同步链传动机构;24、预压模块;25、预压气缸;26、压紧模块;27、压紧气缸;28、下料模块;29、下料气缸;30、落匣;30a、横向贯通槽;31、抓柄推柱;32、抓柄推动气缸。
具体实施方式
29.实施例:下面结合图1~图10所示,对本发明提供的这种一种用于生产带抓柄谷物棒的生产设备的具体实施方式做详细说明如下:这种设备主要用于生产如图11所示的带抓柄b的谷物棒a。
30.首先如图1和图2所示,本实施例提供的这种用于生产带抓柄谷物棒的生产设备,其整体由流水线布置的原料混合加注机构1、谷物棒插柄成型机构5、前冷却输送隧道2、谷物棒旋转推料机构、涂衣机3和后冷却输送隧道4,以及设置在前冷却输送隧道2的输送带上方,并位于所述谷物棒旋转推料机构上游的分料机构和控制各机构运转的plc控制器(图中未画出)共同构成。
31.具体结合图3和图4所示,本实施例中所述原料混合加注机构1由谷物定量加注机构、双螺杆混料输送机101和定量螺杆机102共同组成,双螺杆混料输送机101上设有错开分布的谷物加料口101a和糖浆加料口101b,而谷物定量加注机构包括谷物进料斗103和定量阀104,谷物进料斗103的出料口经定量阀104与双螺杆混料输送机101上的谷物加料口101a连接;双螺杆混料输送机101的混合出料口101c位于定量螺杆机102的定量螺杆机进料斗102a上方,而定量螺杆机102上设置加注口12。所述双螺杆混料输送机101上沿其输送方向,所述谷物加料口101a的位置位于糖浆加料口101b的下游,目的是确保上游加入的糖浆能够充分包裹混合谷物。所述双螺杆混料输送机101、定量螺杆机102和定量阀104均由plc控制器连接控制。
32.依旧结合图3和图4所示,作为本发明的设计核心机构:本实施例中的谷物棒插柄成型机构5,其具体由盘式成型机构,预压机构,抓柄插入机构,压紧机构和下料机构共同组成。
33.首先是盘式成型机构,其具体由设于工作台6上平置的成型盘7和连接驱动成型盘7按分度角度间歇旋转的分度旋转驱动装置共同构成,本实施例中分度角度为45度,故成型
盘7上按其分度角度均匀间隔设有八个纵布的成型模孔8,且成型盘7外周侧同样按其分度角度间隔设有与各成型模孔8一一对应连通的共计八个抓柄插缝9,成型盘7底部对应各抓柄插缝9设有与之连通的抓柄落槽10。并且出去谷物棒a与抓柄b设计对称性的考虑,本实施例中所述成型盘7外周侧在其中心与各成型模孔8中心连线的径向方向分布设置与各成型模孔8一一对应连通的所述抓柄插缝9,即确保抓柄b插入圆形的谷物棒a的中心。
34.本实施例中所述分度旋转驱动装置包括凸轮分割器21和电机减速机组22,电机减速机组22的输出轴经同步链传动机构23与凸轮分割器21的输入轴传动连接,而凸轮分割器21的输出轴上固定所述成型盘7,电机减速机组22由plc控制器连接控制,如图3和图4所示。
35.进一步结合图7~图10所示,出于模具开模制造以及维修维护方便的考虑,本实施例中所述成型盘7为分体式结构,由中心圆盘701和八个成型模块702共同组成,中心圆盘701外周按其分度角度均匀间隔设置有八个成型模块嵌槽701a,成型模块嵌槽701a内固定成型模块702,具体是在成型模块702上部两侧成型有连接侧边,连接侧边通过螺钉与中心圆盘701表面设有的定位孔连接固定,而成型模块702则沉入嵌装在成型模块嵌槽701a内,所述成型模孔8和抓柄插缝9均设于相应的成型模块702上。
36.再结合图3和图4所示,所述工作台6上各对应一成型模孔8且沿成型盘7的旋转方向依次设有进料工位,预压工位,插柄工位,压紧工位和下料工位,同时工作台6上固定有覆盖进料工位、预压工位、插柄工位和压紧工位所对应成型模孔8底部的底板11,其中:进料工位对应的成型模孔8位于原料混合加注机构1的加注口12下方;预压工位上设有与其对应成型模孔8配合的预压机构,用于将成型模孔8内的原料预压成谷物棒a。本实施例中预压机构由位于预压工位对应的成型模孔8上方的预压模块24及连接驱动预压模块24上下活动的预压气缸25共同构成,预压气缸25由plc控制器连接控制。
37.插柄工位上设有与其对应成型模孔8的抓柄插缝9配合的抓柄插入机构,其包括抓柄输送机构和用于驱动抓柄b从抓柄插缝9插入成型模孔8内的谷物棒a中的抓柄推动机构。具体结合图5和图6所示,本实施例中抓柄输送机构为纵向布置的用于储存并供抓柄b依次下落的落匣30,落匣底部30开有与插柄工位上对应的成型模块8的抓柄插缝9相对的横向贯通槽30a,而抓柄推动机构由与横向贯通槽30a相对的抓柄推柱31和连接驱动抓柄推柱31前后活动的抓柄推动气缸32共同构成,抓柄推动气缸32由plc控制器连接控制。
38.压紧工位上设有与其对应成型模孔8配合的压紧机构,用于将成型模孔8内的谷物棒a进一步压紧压实。本实施例中压紧机构由位于压紧工位对应的成型模孔8上方的压紧模块26及连接驱动压紧模块26上下活动的压紧气缸27共同构成,压紧气缸27由plc控制器连接控制。
39.下料工位对应的成型模孔8位于前冷却输送隧道2的输送带上方,下料工位上设有与其对应成型模孔8配合的下料机构,用于将谷物棒a连带抓柄b一起推落至下方的前冷却输送隧道2的输送带上。本实施例中下料机构由位于下料工位对应的成型模孔8上方的下料模块28及连接驱动下料模块28上下活动的下料气缸29共同构成,下料气缸29由plc控制器连接控制。
40.结合图1和图2所示,众所周知,已知的用于向谷物棒a表面浇注巧克力浆的涂衣机3的浇注道是很宽的,如果谷物棒a只是单排通过,那么浇注效率会很低。为此本发明中设计
了所述分料机构,其由设置在前冷却输送隧道2的输送带上方且垂直于前冷却输送隧道2的输送方向横向左右回摆的分料拨块19及驱动其动作的分料拨块驱动气缸20,用于将前冷却输送隧道2的输送带上输送的谷物棒a交替拨成两排输送,进而同时通过涂衣机3的浇注道浇淋巧克力浆。分料拨块驱动气缸20由plc控制器连接控制。
41.依旧结合图1和图2可见,本实施例中所述下料工位对应的成型模孔8的抓柄插缝9的朝向与前冷却输送隧道2的输送方向一致,使得下料工位落下的谷物棒a的抓柄b与前冷却输送隧道2的输送方向一致。为了避免抓柄b途径涂衣机3的浇注道而被浇淋巧克力浆,我们做如下设计:所述谷物棒旋转推料机构由位于前冷却输送隧道2输送带和涂衣机3输送带之间的连接平台13、设于连接平台13上并位于谷物棒a的移动路径上的谷物棒转向机构以及设于连接平台13上方的推料装置共同构成。且由于本实施例中谷物棒a被前面提到的分料机构分成两排输送,因此谷物棒转向机构也设计有两个。每个谷物棒转向机构均由旋转块14及连接驱动旋转块14动作的旋转块驱动装置构成,旋转块驱动装置为由plc控制的旋转伺服电机15。两个谷物棒转向机构上的旋转块14分别用于将分料后两排中的谷物棒a反向朝输送带外侧方向转向90度,以使两排谷物棒a上的抓柄b均避开涂衣机3的浇注道。
42.所述推料装置用于将旋转块14上的谷物棒a推至涂衣机3的输送带上,推料装置由推料板16、连接驱动推料板16上下活动的推料板升降装置和连接驱动推料板升降装置前后平移的推料板平推装置共同构成,本实施例中推料板升降装置为由plc控制器控制的推料板升降气缸17,而推料板平推装置为由plc控制器控制的推料板平推电动丝杠18。
43.本发明中原料混合加注机构1、谷物棒插柄成型机构、前冷却输送隧道2、谷物棒旋转推料机构、分料机构、涂衣机3和后冷却输送隧道4均在plc控制器的控制下协同工作,其工作原理结合图1~图11说明如下:1)谷物和糖浆加入原料混合加注机构1之后经过混合形成原料;2)原料通过加注口12加注到下方进料工位对应的成型盘7的成型模孔8中,成型盘7由分度旋转驱动装置驱动间歇旋转,从而使得其上各成型模孔8间歇依次停在各个工位上。
44.3)在预压工位上,预压机构工作将其对应的成型模孔8内的原料预压成谷物棒a,预压只是对谷物棒a定型处理而非压紧,谷物棒a内部结构并不紧实;4)在插柄工位上,抓柄插入机构工作将抓柄b通过成型盘7外周侧上的抓柄插缝9插入对应成型模孔8内的谷物棒a中;5)在压紧工位上,压紧机构工作将其对应的成型模孔8内的谷物棒a进一步压紧压实;6)在下料工位上,下料机构工作将谷物棒a连带抓柄b一起推落至下方的前冷却输送隧道2的输送带上;并且本发明的设计中在下料时谷物棒a的抓柄b与前冷却输送隧道2的输送方向是一致的;7)谷物棒a通过前冷却输送隧道2冷却固化,并由分料机构将谷物棒a交替拨成两排输送;8)谷物棒旋转推料机构中的两个谷物棒转向机构工作,分别将分料后两排中的谷物棒a反向朝输送带外侧方向转向90度,如图2所示;
9)两排谷物棒a表面均由涂衣机3浇注道中的浇注头淋上巧克力浆,而谷物棒a上的抓柄b则均避开涂衣机3的浇注道;10)最后表面浇注有巧克力浆的带抓柄b的谷物棒a通过后冷却输送隧道4冷却固化后做成产品。
45.当然上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明主要技术方案的精神实质所做的修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1