一种易加工的标签冲切模的制作方法
1.本发明涉及冲切模具领域,具体涉及一种易加工的标签冲切模。
背景技术:
2.冲切模是模具的一种。在一些薄膜、纸质标签领域,复杂轮廓的标签一般就是依靠冲切模来加工完成的,冲切模可以一次性切出复杂的轮廓,方便后续的脱料。当标签轮廓相对很复杂且尺寸较小时,对应的冲切模的加工量也会大大增大,大幅提升了模具的加工难度与成本。
技术实现要素:
3.本发明要解决的问题在于提供一种易加工的标签冲切模,模具的加工难度、成本降低,内托推块的伸缩阻力降低,标签也依然能被内托推块完整托住,实现脱料。
4.为解决上述问题,本发明提供一种易加工的标签冲切模,为达到上述目的,本发明解决其技术问题所采用的技术方案是:
5.一种易加工的标签冲切模,包括:限位板,自身上表面具备凹陷的凹陷坑;罩板,与限位板的上表面装配,罩板具备与凹陷坑贯通的镂空洞,罩板自身上表面沿着延伸镂空洞自身轮廓具备向上延伸的闭环凸刃;内托推块,穿过镂空洞;中间板;优力胶块,内托推块、中间板、优力胶块依次从上至下布置,中间板、优力胶块位于凹陷坑内;凹陷坑水平断面轮廓的边数少于镂空洞水平断面轮廓的边数,镂空洞竖向的投影均位于凹陷坑内,内托推块的水平断面轮廓与镂空洞水平断面轮廓吻合,中间板的水平断面轮廓与凹陷坑水平断面轮廓吻合。
6.采用上述技术方案的有益效果是:本技术方案的主要特点是分设了限位板、罩板两个独立的零部件,现有技术中这两者往往是一个一体零件。限位板、罩板两个独立的零部件能方便各自加工出凹陷坑、镂空洞。镂空洞的轮廓与标签是吻合的,而凹陷坑只需要能将镂空洞的竖向投影包含其中即可。所以整个设计一是大大降低了加工难度、加工成本,因为只需要罩板中的镂空洞进行针对性加工,竖向的加工量少,限位板的凹陷坑轮廓简单,加工难度低;二是针对现有技术中复杂轮廓的冲切模在伸缩运动时容易卡塞的问题,本技术方案也避免了这种现象,因为凹陷坑轮廓简单,自身横断面面积大,内托推块很少与凹陷坑内壁接触摩擦。
7.优力胶块起到竖向回弹的作用,由于优力胶块相对较软,所以利用一个中间板作为过渡,这样能进一步保证内托推块升降过程中不会歪斜。辅助冲切完毕后的标签进行脱料。闭环凸刃就是实际参与冲切的刀刃。
8.作为本发明的进一步改进,中间板、凹陷坑水平断面轮廓均为圆角矩形。
9.采用上述技术方案的有益效果是:圆角矩形加工简单,不易卡塞。
10.作为本发明的更进一步改进,优力胶块的水平断面轮廓也为圆角矩形,凹陷坑、中间板、优力胶块的水平断面轮廓面积依次渐小,中间板、优力胶块的形心重合于同一空间铅
垂线上。
11.采用上述技术方案的有益效果是:优力胶块与凹陷坑内壁基本不存在摩擦阻碍,凹陷坑内壁则对中间板起到一定的限位作用,保证中间板只能竖向升降。
12.作为本发明的又进一步改进,内托推块自身侧立面、镂空洞自身内壁均具备平整面、凹曲面、凸曲面;内托推块的凸曲面构成凸棱,镂空洞的凹曲面构成凹槽,凸棱与凹槽相互配合。
13.采用上述技术方案的有益效果是:凸棱与凹槽相互配合,进一步保证内托推块只沿竖向升降,内托推块尽量填满镂空洞,保证对标签脱料时,内托推块能全部托住标签,标签不会产生弯折。
14.作为本发明的又进一步改进,镂空洞在罩板上呈矩形阵列布置,相邻的镂空洞通过分隔筋分隔。
15.采用上述技术方案的有益效果是:一个冲切模上布置尽量多的冲切位置。
16.作为本发明的又进一步改进,罩板上设有上通孔,限位板上设有下通孔,下通孔内装配有向上突凸起的定位销;当限位板与罩板相互装配时,定位销穿入上通孔。
17.采用上述技术方案的有益效果是:定位销方便罩板、限位板的相互定位,两者之间不易错位。
18.作为本发明的又进一步改进,罩板上设有螺纹孔,螺纹孔内穿有螺钉并将罩板与限位板相互装配;沿罩板的形心向外,上通孔设置在镂空洞与螺纹孔之间。
19.采用上述技术方案的有益效果是:螺纹孔与螺钉起到紧固作用,同时紧固件不影响冲切作业的位置。
20.作为本发明的又进一步改进,内托推块的竖向厚度大于罩板的竖向厚度。
21.采用上述技术方案的有益效果是:内托推块的竖向厚度大,说明内托推块自身具备较大的竖向升降自由度,在整个过程中还依然被镂空洞活动限位。
22.作为本发明的又进一步改进,中间板为2mm厚的钢板,优力胶块的竖向厚度为10mm,限位板的竖向厚度为16mm,凹陷坑的深度为11.7mm,罩板为8mm厚的钢板,闭环凸刃高1.8mm。
23.采用上述技术方案的有益效果是:各部件的尺寸选择满足实际的需要,优力胶块的整个竖向的回弹区间满足冲切的要求。闭环凸刃的高度很低,因为冲切的标签纸自身厚度也很薄。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本发明一种实施方式的优力胶块的俯视图;
26.图2是本发明一种实施方式的中间板的俯视图;
27.图3是本发明一种实施方式的限位板的俯视图;
28.图4是本发明一种实施方式的内托推块的俯视图;
29.图5是本发明一种实施方式的罩板的俯视图;
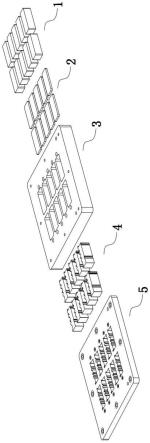
30.图6是本发明一种实施方式的爆炸图;
31.图7是本发明一种实施方式的应用示意图;
32.图8是本发明一种实施方式的a处局部放大图;
33.图9是本发明一种实施方式的限位板、罩板的装配示意图;
34.图10是本发明一种实施方式的优力胶块、中间板、内托推块的装配示意图。
35.1-优力胶块;1a-第一圆角矩形轮廓;2-中间板;2a-第二圆角矩形轮廓;3-限位板;3a-凹陷坑;3b-上通孔;3c-分隔筋;3d-螺纹孔;4-内托推块;4a-凸棱;5-罩板;5a-镂空洞;5b-下通孔;6-定位销。
具体实施方式
36.下面结合具体实施例,对本发明的内容做进一步的详细说明:
37.为了达到本发明的目的,一种易加工的标签冲切模,包括:限位板3,自身上表面具备凹陷的凹陷坑3a;罩板5,与限位板3的上表面装配,罩板5具备与凹陷坑3a贯通的镂空洞5a,罩板5自身上表面沿着延伸镂空洞5a自身轮廓具备向上延伸的闭环凸刃;内托推块4,穿过镂空洞5a;中间板2;优力胶块1,内托推块4、中间板2、优力胶块1依次从上至下布置,中间板2、优力胶块1位于凹陷坑3a内;凹陷坑3a水平断面轮廓的边数少于镂空洞5a水平断面轮廓的边数,镂空洞5a竖向的投影均位于凹陷坑3a内,内托推块4的水平断面轮廓与镂空洞5a水平断面轮廓吻合,中间板2的水平断面轮廓与凹陷坑3a水平断面轮廓吻合。
38.因为闭环凸刃整体的整体高度很微小,所以专利附图中没有必要特别画出。闭环凸刃的刃口朝上,但自身轮廓轨迹是与镂空洞5a的轨迹相同的。
39.采用上述技术方案的有益效果是:本技术方案的主要特点是分设了限位板、罩板两个独立的零部件,现有技术中这两者往往是一个一体零件。限位板、罩板两个独立的零部件能方便各自加工出凹陷坑、镂空洞。镂空洞的轮廓与标签是吻合的,而凹陷坑只需要能将镂空洞的竖向投影包含其中即可。所以整个设计一是大大降低了加工难度、加工成本,因为只需要罩板中的镂空洞进行针对性加工,竖向的加工量少,限位板的凹陷坑轮廓简单,加工难度低;二是针对现有技术中复杂轮廓的冲切模在伸缩运动时容易卡塞的问题,本技术方案也避免了这种现象,因为凹陷坑轮廓简单,自身横断面面积大,内托推块很少与凹陷坑内壁接触摩擦。优力胶块起到竖向回弹的作用,由于优力胶块相对较软,所以利用一个中间板作为过渡,这样能进一步保证内托推块升降过程中不会歪斜。辅助冲切完毕后的标签进行脱料。闭环凸刃就是实际参与冲切的刀刃。
40.在本发明的另一些实施方式中,中间板2、凹陷坑3a水平断面轮廓均为圆角矩形。
41.采用上述技术方案的有益效果是:圆角矩形加工简单,不易卡塞。
42.在本发明的另一些实施方式中,优力胶块1的水平断面轮廓也为圆角矩形,凹陷坑3a、中间板2、优力胶块1的水平断面轮廓面积依次渐小,中间板2、优力胶块1的形心重合于同一空间铅垂线上。
43.采用上述技术方案的有益效果是:优力胶块与凹陷坑内壁基本不存在摩擦阻碍,凹陷坑内壁则对中间板起到一定的限位作用,保证中间板只能竖向升降。
44.在本发明的另一些实施方式中,内托推块4自身侧立面、镂空洞5a自身内壁均具备
平整面、凹曲面、凸曲面;内托推块4的凸曲面构成凸棱4a,镂空洞5a的凹曲面构成凹槽,凸棱4a与凹槽相互配合。
45.采用上述技术方案的有益效果是:凸棱与凹槽相互配合,进一步保证内托推块只沿竖向升降,内托推块尽量填满镂空洞,保证对标签脱料时,内托推块能全部托住标签,标签不会产生弯折。
46.在本发明的另一些实施方式中,镂空洞5a在罩板5上呈矩形阵列布置,相邻的镂空洞5a通过分隔筋3c分隔。
47.采用上述技术方案的有益效果是:一个冲切模上布置尽量多的冲切位置。
48.在本发明的另一些实施方式中,罩板5上设有上通孔3b,限位板3上设有下通孔5b,下通孔5b内装配有向上突凸起的定位销6;当限位板3与罩板5相互装配时,定位销6穿入上通孔3b。
49.采用上述技术方案的有益效果是:定位销方便罩板、限位板的相互定位,两者之间不易错位。
50.在本发明的另一些实施方式中,罩板5上设有螺纹孔3d,螺纹孔3d内穿有螺钉并将罩板5与限位板3相互装配;沿罩板5的形心向外,上通孔3b设置在镂空洞5a与螺纹孔3d之间。
51.采用上述技术方案的有益效果是:螺纹孔与螺钉起到紧固作用,同时紧固件不影响冲切作业的位置。
52.在本发明的另一些实施方式中,内托推块4的竖向厚度大于罩板5的竖向厚度。
53.采用上述技术方案的有益效果是:内托推块的竖向厚度大,说明内托推块自身具备较大的竖向升降自由度,在整个过程中还依然被镂空洞活动限位。
54.在本发明的另一些实施方式中,中间板2为2mm厚的钢板,优力胶块1的竖向厚度为10mm,限位板3的竖向厚度为16mm,凹陷坑3a的深度为11.7mm,罩板5为8mm厚的钢板,闭环凸刃高1.8mm。
55.采用上述技术方案的有益效果是:各部件的尺寸选择满足实际的需要,优力胶块的整个竖向的回弹区间满足冲切的要求。闭环凸刃的高度很低,因为冲切的标签纸自身厚度也很薄。
56.本技术方案从轮廓上可以看出实际冲切的是thinkpad的商标标签。
57.如图8所示,为了方便阐述原理,图8中显示了两个在不同高度状态的内托推块4。
58.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1