一种用于环网柜气箱自动生产线的夹具的制作方法
1.本实用新型涉及一种夹具,尤其涉及一种用于电力线路环网柜气箱自动生产线的焊接、组装、测试一体化生产用的夹具。
背景技术:
2.以往在组装、焊接环网柜气箱过程中,大部分为产品不动,人员和设备移动,这样就面临生产效率底下,人流物流交叉干扰严重等一系列问题,还关系到重物翻转、移动的危险操作。
3.目前,有多种方案基于人员设备不动,产品在rgv上移动,到合适的生产工位的生产方案。rgv移动生产就避免不了用合适的夹具来装夹气箱本体,目前这些夹具大多存在装卸不方便,操作繁琐复杂,装配效率较低等问题。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种用于环网柜气箱自动生产线的夹具,实现降低所述夹具重量、以及提高环网柜气箱装配效率的目的。
5.为了达到上述目的,本实用新型提供了一种用于环网柜气箱自动生产线的夹具,包括:
6.支撑框架以及与支撑框架固定的装配组件,装配组件包括:
7.固定平台,固定在支撑框架相对边的外侧面;
8.安装平台,固定在固定平台的两端末端;
9.锁紧件,所述锁紧件贯穿安装平台,所述锁紧件远离安装平台端部与开设在凸起结构表面的第一通孔位置相对应,且与所述第一通孔孔状相匹配,凸起结构固定在环网柜气箱表面,所述锁紧件插入所述第一通孔,将所述锁紧件旋转至预设角度后,将环网柜气箱锁定在所述夹具上。
10.优选的,所述支撑框架为中空的u型框架,所述固定平台为一长条状结构,其长度大于中空的u型框架的边长。
11.优选的,所述锁紧件预设角度的理论取值范围为大于0
°
小于180。
12.优选的,所述安装平台的横截面为u型;所述安装平台靠近所述环网柜气箱的所在面设置有第二通孔,所述锁紧件贯穿第一通孔和插入所述第二通孔,将环网柜气箱锁紧在所述夹具上。
13.优选的,所述锁紧件包括螺栓以及旋合在螺栓表面的螺母,所述螺母位于安装平台内,所述螺栓头位于第二通孔靠近环网柜气箱一端的所在面。
14.优选的,锁紧件位于安装平台内端部开设有第三通孔,所述第三通孔内穿设有旋转部件,所述旋转部件为销连接件。
15.优选的,所述支撑框架为一体成型结构;所述装配组件与所述支撑框架通过螺钉连接。
16.优选的,所述螺栓位于安装平台内一端与安装平台之间连接有弹性部件。
17.优选的,还包括边夹,所述边夹还包括用于与支架连接的轴连接件、以及用于安装所述轴连接件的轴连接平台,轴连接平台与支撑框架固定。
18.优选的,所述第二通孔数量为两个,其相对开设在安装平台侧面。
19.本实用新型的有益效果在于:
20.1、夹具操作简单化,装夹时单端仅有4个锁紧件,每个锁紧件仅需要旋转不到1圈即可实现夹具装拆,装配效率效率高;
21.2、本实用新型夹具结构简单,主体为焊接中空结构,一体化设计,重量轻,强度高,体积小,易保存;
22.3、合理设计夹具易损件,易损件都设计为开拆装结构,而且拆装空间宽敞,重新装配定位不依赖人工经验;
23.4、本实用新型夹具负荷能力强,1000kg以内的气箱产品可以通配适用。
附图说明
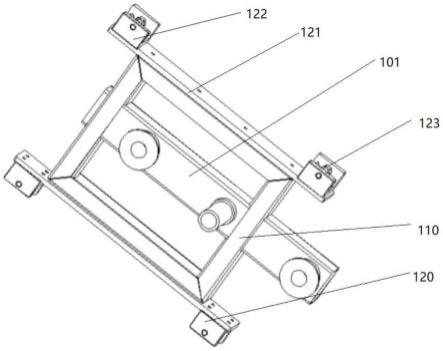
24.图1为本实用新型所提供的用于环网柜气箱自动生产线的夹具的装配结构图;
25.图2为本实用新型所提供的用于环网柜气箱自动生产线的夹具中边夹的结构图;
26.图3为本实用新型所提供的用于环网柜气箱自动生产线的夹具中另一个边夹的结构图;
27.图4为本实用新型所提供的用于环网柜气箱自动生产线的夹具中的中间夹具的结构图;
28.图5为本实用新型所提供的用于环网柜气箱自动生产线的夹具中边夹对应的安装平台与锁紧件的装配结构图;
29.图6为本实用新型所提供的用于环网柜气箱自动生产线的夹具中中间夹具对应的安装平台与锁紧件的装配结构图;
30.图7为本实用新型所提供的用于环网柜气箱自动生产线的夹具中环网柜气箱装配面的局部结构图。
31.图中:101、边夹;102、中间夹具;110、支撑框架;120、装配组件;121、固定平台;122、安装平台;123、锁紧件;124、第二通孔;125、螺栓;126、螺母;127、旋转部件;200、凸起结构;201、第一通孔。
具体实施方式
32.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步说明,应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
33.实施例一
34.本实施例提供了一种用于环网柜气箱自动生产线的夹具,所述夹具设置于支撑架上,包括固定支架和活动支架,从图1-3中可以看出,所述夹具包括:支撑框架110和装配组件120。
35.所述支撑框架110为中空的u型框架结构;本实施例采用的是正u型的框架结构,采用框架结构可减轻夹具的重量,实际使用情况中可采用不同的u型或其他形状的结构均在本实施例的保护范围内。
36.其中,所述装配组件120包括:固定平台121、安装平台122、以及锁紧件123;所述固定平台121为一长条状结构,从图2或3中可以看出,长条状结构为长u型长条结构,其长边的长度大于支撑框架110的边长,固定且居中安装于所述u型框架结构相对边的外侧面,即每个夹具中所述固定平台121设置有两个。
37.所述安装平台122固定安装于所述固定平台121的两端末端,即每个固定平台121上分别有两个安装平台122,所述安装平台122与所述固定平台121的安装方式可采用螺钉、或螺栓等可拆卸的固定连接方式,也可以采用一体成型结构,本实施例中考虑到所述安装平台122为易损耗件,因此优选采用螺钉的可拆卸连接方式。
38.本实施例中,所述锁紧件123设置于所述安装平台122上;同理地,所述锁紧件123与所述安装平台122的安装方式也是可采用螺钉、或螺栓125等可拆卸的固定连接方式,还可以采用一体成型结构,本实施例中考虑到所述锁紧件123为易损耗件,因此也优选采用螺栓125的可拆卸连接方式,从而方便更换。
39.参见图7,在环网柜气箱表面上设置有凸起结构200,凸起结构200为长条状结构,所述凸起结构200结构上设置有若干个第一通孔201;该凸起结构200属于常规的环网柜气箱的固有结构,因此不做叙述。
40.从图2中还可以看出,所述安装平台122的横截面为u型结构;所述安装平台122靠近环网柜气箱的一面设置有第二通孔124。所述锁紧件123在所述安装平台122上的设置位置与其中一个或两个以上的所述第一通孔201位置相对应,且所述锁紧件(123)远离安装平台(122)端部与所述第一通孔201孔状相匹配,并在安装时穿过所述第一通孔201和所述第二通孔124,旋转预设角度后,将环网柜气箱锁紧安装在所述夹具上。
41.具体地,参见图5,所述锁紧件123包括螺栓125以及旋合在螺栓125表面的螺母126、螺母126位于安装平台122内,所述螺栓125贯穿所述第二通孔124,且螺栓125头位于第二通孔124靠近环网柜气箱一端的所在面,所述螺母126位于第二通孔124远离所述环网柜气箱一端的所在面,即位于安装平台122内,螺栓125头的形状具体参照图5;
42.所述锁紧件123的数量在每个夹具内优选设置四个,具体可以根据实际使用情况对所述锁紧件123的数量进行调整,即可以采用两个,四个,或者四个以上的数量。
43.在安装环网柜气箱时,根据环网柜气箱中第一通孔201的孔形状与位置,将所述夹具中相应锁紧件123中的螺栓125头设置同样的匹配的形状与位置,因此在环网柜气箱将安装的过程中,当螺栓125的螺栓头穿过所述第一通孔201后,只需通过人工手动方式将四个相应的旋转部件127旋转预设角度,即可带动所述螺栓125旋转至所述预设角度,与凸起结构200连接固定。当所述螺栓125旋转至预设角度后,拧紧所述螺母126,便能实现固定环网柜气箱组装的目的。
44.在本实施例中,锁紧件123位于安装平台122内端部开设有第三通孔,第三通孔内穿设有旋转部件127,旋转部件优选地采用为:127为销连接件,所述销连接件贯穿于所述第三通孔设置,如图5所示。
45.其中,所述销连接件为蝴蝶销,也可以采用其他形状方便人工进行拧动操作的销。
另外,所述旋转部件127也可以采用将螺栓尾端设置为扁平结构,方便人工扳手去执行拧动螺栓的操作。此处,采用不同的旋转部件127实现方便人工拧动操作的结构,均在本实用新型的保护范围内。
46.在本实施例中,所述锁紧件123旋转的所述预设角度的取值范围为0
°
到180
°
,不包括0度和180度本身。例如,可以在安装环网柜气箱时,当螺栓125头部与第一通孔201对准位置后,可以将螺母126旋转10度,或25度,或130度等任意取值范围内的角度,即可固定安装环网柜气箱。
47.本实用新型中最佳的旋转角度设置为90度,既能实现最佳的紧固效果,且工人在工作拧锁紧件123的操作也只需拧四分之一圈,极大地提高了工作效率。
48.在本实施例中,所述支撑框架110优选为一体成型结构,方便安装过程,进一步简化夹具的拆装过程。另一方面,所述装配组件128与所述支撑框架110为螺钉连接结构,也可以将装配组件120的固定平台121与所述支撑框架110设置为一体成型结构,以上的夹具结构均在本实施例的保护范围内。
49.在本实施例中,所述夹具还包括边夹101,所述边夹101还包括用于与支架连接的轴连接件、以及用于安装所述轴连接件的轴连接平台。其中一边夹101是设置在一固定支架上,另一边夹101设置在可左右移动的活动支架上,如图1所示,在实际的操作中,先将吊装的环网柜气箱一端与固定支架上的边夹的锁紧件对准安装位置拧紧后,再将活动支架上边夹101进行移动,并移动至相应锁紧件对准安装位置锁紧,从而完成组装的操作。由于具备活动支架,这样能够根据所述环网柜气箱的实际长度或宽度,调整所述两个边夹101之间的距离,从而实现夹具可夹住多种不同尺寸环网柜气箱的目的。
50.实施例二
51.本实用新型提供了一种用于环网柜气箱自动生产线的夹具,所述夹具的实施例二在实施例一的基础上进行了改进,在实施例二中,为了进一步解决夹具拆卸难的问题,本实施例优选将所述支撑框架110采用钣金材料制备,这样能大大减轻所述夹具的质量,方便工人的拆卸过程。
52.实施例三
53.本实用新型提供了一种用于环网柜气箱自动生产线的夹具,参见图4,所述夹具实施例三在实施例二的基础上进行了改进,改进之处在于,所述夹具还包括设置任意两个环网柜气箱之间的中间夹具102。
54.参见图1,图4,在两个环网柜气箱之间设置有一中间夹具102,这样能够一次性组装两个环网柜气箱。与所述夹具不一样的地方在于,所述中间夹具102的两侧都与所述环网柜气箱相连接,因此所述中间夹具102的安装平台122上设置有两个所述第二通孔124(实施例一中,装配组件120上的安装平台122上仅在与环网柜气箱相连接一面设置有所述第二通孔124),即具备两套相应的锁紧件123,具体参照图6。假如所述中间夹具102有n个,则可以在固定支架与活动支架之间一次性组装n+1个环网柜气箱,进一步提高组装效率。其中,n的取值范围为大于等于1的整数。
55.实施例四
56.本实用新型提供了一种用于环网柜气箱自动生产线的夹具,所述夹具的实施例四在实施例三的基础上进行了改进,改进之处在于,从图5或图6中可以看出,所述螺栓125位
于安装平台122内一端与安装平台122之间连接有弹性部件;所述弹性部件用于当所述螺栓125头贯穿所述第一通孔201时,减缓所述夹具与环网柜气箱的刚性接触。
57.在本实施例中,所述弹性部件可以设置一个,两个或多个。所述弹性部件为弹簧、或其他具有缓冲作用的部件。通过增设所述所述弹性部件,能降低刚性接触对环网柜气箱的损伤,提高使用寿命。
58.上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1