用于保暖织物的布料的制作方法
1.本揭露内容是有关于一种布料,且特别是有关于一种由中空并列型纤维织造且用于保暖织物的布料。
背景技术:
2.近年来,全球温室效应造成极端的气候变迁,而极冷与极热的气候亦改变着衣着的型态,使得传统服饰将科技导入以强化保暖的功能。一般而言,中空纤维由于具有比重小且保暖特性佳的优点,因此常被用应用于许多御寒衣物中。然而,为了确保中空纤维具有高的纤维卷缩率以提升以其所制成的衣物的蓬松性,目前常见的一种作法是使用假捻加工,而此举往往导致中空纤维的纤维中空率下降,以致无法维持或提升其保暖性。因此,如何制备出同时具有高纤维卷缩率及高纤维中空率的中空纤维,仍为纺织业者积极研究的重要课题。
技术实现要素:
3.本揭露提供一种用于保暖织物的布料,其是由可自发性地卷缩的中空并列型纤维织造而成,以提供保暖织物良好的保暖效果。
4.根据本揭露一些实施方式,本揭露用于保暖织物的布料包括中空并列型纤维。中空并列型纤维包括40重量份至60重量份的第一聚酯以及40重量份至60重量份的第二聚酯,其中第一聚酯的特性粘度与第二聚酯的特性粘度的差值介于0.15dl/g至0.25dl/g间。
5.在本揭露一些实施方式中,第一聚酯的特性粘度介于0.60dl/g至0.70dl/g间。
6.在本揭露一些实施方式中,第二聚酯的特性粘度介于0.80dl/g至0.90dl/g间。
7.在本揭露一些实施方式中,第一聚酯的熔点与第二聚酯的熔点的差值介于10℃至20℃间。
8.在本揭露一些实施方式中,第一聚酯的熔点介于255℃至265℃间。
9.在本揭露一些实施方式中,第二聚酯的熔点介于235℃至245℃间。
10.在本揭露一些实施方式中,用于保暖织物的布料的保温值介于31.0clo/g至36.5clo/g间。
11.在本揭露一些实施方式中,中空并列型纤维的纤维中空率介于22.0%至25.5%间。
12.在本揭露一些实施方式中,中空并列型纤维的纤维规格介于2.5dpf至3.5dpf间。
13.在本揭露一些实施方式中,中空并列型纤维的纤维强度介于2.7gf/d至3.2gf/d间。
14.根据本揭露上述实施方式,由于中空并列型纤维包括第一聚酯及第二聚酯,且第一聚酯及第二聚酯具有相近但相异的特性粘度,因此中空并列型纤维可良好地成型并具有高的纤维中空率。另一方面,由于第一聚酯及第二聚酯具有不同的热收缩性,因此中空并列型纤维于纺丝制程期间经冷却固化后可自发性地卷缩。如此一来,可省去纤维的假捻步骤
以提升中空并列型纤维的纤维中空率,并借此提升以其所织成的布料的蓬松感,以提供良好的轻便性及保暖效果。
附图说明
15.为让本揭露的上述和其他目的、特征、优点与实施例能更明显易懂,所附附图的说明如下:
16.图1绘示根据本揭露一些实施方式的用于保暖织物的布料的立体示意图;
17.图2a绘示图1的布料的局部放大示意图;
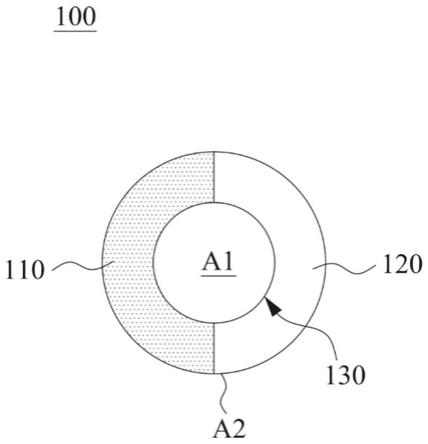
18.图2b绘示图2a的布料中的中空并列型纤维的剖面示意图;
19.图3a绘示根据本揭露一些实施方式的中空并列型纤维的纺丝制程示意图;
20.图3b绘示图3a的区域r的局部放大示意图;
21.图4a绘示根据本揭露一些实施方式的中空并列型纤维于纺丝制程期间经冷却固化前的立体示意图;
22.图4b绘示图4a的流线型的中空并列型纤维的剖面示意图;
23.图5a绘示根据本揭露一些实施方式的中空并列型纤维于纺丝制程期间经冷却固化后的立体示意图;以及
24.图5b绘示图5a的中空并列型纤维的剖面示意图。
25.【符号说明】
26.10:布料
27.22:第一进料口
28.24:第二进料口
29.32:第一挤压机
30.34:第二挤压机
31.42:第一分流道
32.44:第二分流道
33.50:纺丝箱体
34.55:纺嘴
35.58:纺嘴口
36.62:第一泵浦
37.64:第二泵浦
38.70:辊轮
39.80:滚筒
40.100:中空并列型纤维
41.110:第一聚酯
42.110':第一聚酯材料
43.120:第二聚酯
44.120':第二聚酯材料
45.130:中空腔
46.r:区域
47.r1,r2:位置
48.a1,a2:剖面面积
具体实施方式
49.以下将以附图揭露本揭露的多个实施方式,为明确地说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本揭露。也就是说,在本揭露部分实施方式中,这些实务上的细节是非必要的,因此不应用以限制本揭露。此外,为简化附图起见,一些已知惯用的结构与元件在附图中将以简单示意的方式绘示。另外,为了便于读者观看,附图中各元件的尺寸并非依实际比例绘示。
50.本揭露内容提供一种用于保暖织物的布料,其包括双组份的中空并列型纤维。由于中空并列型纤维中的各组份具有相近但相异的特性粘度,因此中空并列型纤维可良好地成型并具有高的纤维中空率。另一方面,由于中空并列型纤维中的各组份具有不同的的热收缩性,因此其于纺丝制程的冷却固化期间可自发性地卷缩。如此一来,可省去纤维的假捻步骤以提升中空并列型纤维的纤维中空率,并借此提升以其所织成的布料的蓬松感,以提供良好的轻便性及保暖效果,从而适用于保暖织物领域。
51.图1绘示根据本揭露一些实施方式的用于保暖织物的布料(以下亦可简称为布料)10的立体示意图。图2a绘示图1的布料10的局部放大示意图。图2b绘示图2a的布料10中的中空并列型纤维100的剖面示意图。请同时参阅图1至图2b,本揭露的布料10是由中空并列型纤维100以例如是针织、梭织或其组合等方式织造而成,其中中空并列型纤维100是指具有中空结构的双组份并列型纤维。详细而言,中空并列型纤维100包括第一聚酯110及第二聚酯120,且第一聚酯110及第二聚酯120彼此结合以共同围绕出中空腔130,其中所述中空腔130大致位于中空并列型纤维100的中央位置,并沿着中空并列型纤维100的延伸方向贯穿中空并列型纤维100。具体而言,当由中空并列型纤维100的剖面(即图2b的视角)观察时,第一聚酯110及第二聚酯120于各自的两末端相互连接以共同围绕出圆形(或椭圆形)剖面的中空腔130。在本揭露的中空并列型纤维100中,第一聚酯110的特性粘度与第二聚酯120的特性粘度的差值介于0.15dl/g至0.25dl/g间,从而使得中空并列型纤维100可良好地成型并具有高的纤维中空率,此将于下文中进行更详细的说明。
52.中空并列型纤维100包括40重量份至60重量份的第一聚酯110。在一些实施方式中,第一聚酯110可例如是聚对苯二甲酸乙二酯(pet)或聚对苯二甲酸丁二酯(pbt)。在一些实施方式中,根据astm d4603标准方法在酚及1,1,2,2四氯乙烷的混合溶液中所测得的第一聚酯110的特性粘度可介于0.60dl/g至0.70dl/g间。具有上述特性粘度的第一聚酯110可具有合适的流动性,从而符合纺丝制程的加工条件。详细而言,若第一聚酯110的特性粘度小于0.60dl/g,可能使得第一聚酯110的流动性过大,导致纤维不易成型为中空的态样;若第一聚酯110的特性粘度大于0.70dl/g,可能使得第一聚酯110的流动性过小且过于粘稠,导致纤维成丝性不佳而无法进行纺丝。
53.中空并列型纤维100包括40重量份至60重量份的第二聚酯120。在一些实施方式中,第二聚酯120可例如是聚对苯二甲酸乙二酯(pet)或聚对苯二甲酸丁二酯(pbt)。在一些实施方式中,第一聚酯110的材料可与第二聚酯120的材料相同(例如,皆为聚对苯二甲酸乙二酯或者皆为聚对苯二甲酸丁二酯),以有利于中空并列型纤维100的回收再利用,从而提
升中空并列型纤维100的环保性。在一些实施方式中,根据astm d4603标准方法在酚及1,1,2,2四氯乙烷的混合溶液中所测得的第二聚酯120的特性粘度可介于0.80dl/g至0.90dl/g间。具有上述特性粘度的第二聚酯120可具有合适的流动性,从而符合纺丝制程的加工条件。详细而言,若第二聚酯120的特性粘度小于0.80dl/g,可能使得第二聚酯120的流动性过大,导致纤维不易成型为中空的态样;若第二聚酯120的特性粘度大于0.90dl/g,可能使得第二聚酯120的流动性过小且过于粘稠,导致纤维成丝性不佳而无法进行纺丝。
54.值得说明的是,由于本揭露的第一聚酯110的特性粘度与第二聚酯120的特性粘度的差值介于0.15dl/g至0.25dl/g间,因此可使得第一聚酯110与第二聚酯120具有相近但相异的流动性。如此一来,第一聚酯110与第二聚酯可大致上以相同的速度由纺嘴吐出,并大致上以相同的速度集结成丝,从而使得中空并列型纤维100良好地成型并具有高的纤维中空率,以提供以其所织成的布料10良好的保暖效果。应了解到,本文中的“纤维中空率”是指中空腔130于图2b的视角的截面积a1对中空并列型纤维100于图2b的视角的截面积a2(其中截面积a2包括截面积a1)的比值。在一些实施方式中,中空并列型纤维100的纤维中空率可介于22.0%至25.5%间,从而提供良好的保暖效果并维持其结构的硬挺性。更详细而言,若中空并列型纤维100的纤维中空率小于22.0%,可能使得以中空并列型纤维100织成的布料10无法具有良好的保暖效果;若中空并列型纤维100的纤维中空率大于25.5%,可能使得中空并列型纤维100的中空腔130因占比太大而导致中空并列型纤维100的结构脆弱且容易扁塌。
55.在一些实施方式中,第一聚酯110的熔点可介于255℃至265℃间,且第二聚酯120的熔点可介于235℃至245℃间。上述第一聚酯110及第二聚酯120各自的熔点可使第一聚酯110及第二聚酯120在纺丝制程期间具有合适的特性粘度,以具有合适的流动性。详细而言,若第一聚酯110及第二聚酯120的熔点分别小于255℃及235℃,可能使得第一聚酯110及第二聚酯120各自的流动性过大,导致纤维不易成型为中空的态样;若第一聚酯110及第二聚酯120的熔点分别大于265℃及245℃,可能使得第一聚酯110及第二聚酯120各自的流动性过小且过于粘稠,导致纤维成丝性不佳而无法进行纺丝。在一些实施方式中,第一聚酯110的熔点与第二聚酯120的熔点的差值可介于10℃至20℃间,使得第一聚酯110与第二聚酯120可具有相近的粘度及流动性。如此一来,第一聚酯110与第二聚酯120可大致上以相同的速度由纺嘴吐出,并大致上以相同的速度集结成丝,从而使得中空并列型纤维100良好地成型并具有高的纤维中空率,以提供以其所织成的布料10良好的保暖效果。
56.值得说明的是,本揭露的第一聚酯110及第二聚酯120不仅具有相近但相异的特性粘度以及熔点,还具有相异的热收缩性,使得中空并列型纤维100于纺丝制程的冷却固化期间可自发性地卷缩。如此一来,可省去纤维的假捻步骤以避免中空腔130扁塌,从而良好地维持中空腔130的形状并提升中空并列型纤维100的纤维中空率,并借此提升以其所织成的布料10的蓬松感,从而提供良好的轻便性以及保暖效果,此将于下文中进行更详细的说明。
57.图3a绘示根据本揭露一些实施方式的中空并列型纤维100的纺丝制程示意图。图3b绘示图3a的区域r的局部放大示意图。请同时参阅图3a及图3b。在一些实施方式中,可将第一聚酯材料110'及第二聚酯材料120'分别由第一进料口22及第二进料口24输送至第一挤压机32及第二挤压机34中,并分别透过第一挤压机32及第二挤压机34所提供的高温高压以转化为熔融状态。随后,熔融状态的第一聚酯材料110'及第二聚酯材料120'分别经过第
一分流道42及第二分流道44以抵达具有纺嘴55的纺丝箱体50,并分别透过第一泵浦62及第二泵浦64所提供的高压及纺丝箱体50所提供的高温以由纺嘴55的纺嘴口58喷出并纤维化,从而集结以形成流线型的中空并列型纤维。接着,流线型的中空并列型纤维经冷却固化以自发性地卷缩为本揭露具有类螺旋状的中空并列型纤维100。在一些实施方式中,纺丝箱体50所提供的温度可介于290℃至300℃间,以确保第一聚酯材料110'及第二聚酯材料120'在纺丝箱体50中维持在熔融状态。在一些实施方式中,纺丝制程的纺丝速度可例如介于2500公尺/分钟至4500公尺/分钟间。
58.在一些实施方式中,当第一聚酯材料110'及第二聚酯材料120'由纺嘴55喷出并纤维化的瞬间(例如是发生于图3a中的位置r1处),由第一聚酯110及第二聚酯120所形成的流线型的中空并列型纤维尚未完全地冷却固化。更具体而言,请同时参见图4a及图4b,其中图4a绘示根据本揭露一些实施方式的中空并列型纤维100于纺丝制程期间经冷却固化前的立体示意图(中空并列型纤维100经冷却固化前即为流线型的中空并列型纤维),且图4b绘示图4a的流线型的中空并列型纤维的剖面示意图。如图4a及图4b所示,当第一聚酯110及第二聚酯120由纺嘴55(见图3a)喷出并纤维化的瞬间,所形成的流线型的中空并列型纤维是呈现未卷缩的态样,且多根流线型的中空并列型纤维彼此紧密且平行地排列,亦即多根流线型的中空并列型纤维间不具有明显的空隙。在一些实施方式中,流线型的中空并列型纤维可具有明显的中空腔130,亦即具有高的纤维中空率。
59.在一些实施方式中,当流线型的中空并列型纤维经冷却固化后(例如是发生于图3a中的位置r2处),流线型的中空并列型纤维可自发性地卷缩为具有类螺旋状的中空并列型纤维100。更具体而言,请同时参见图5a及图5b,其中图5a绘示根据本揭露一些实施方式的中空并列型纤维100于纺丝制程期间经冷却固化后的立体示意图,且图5b绘示图5a的中空并列型纤维100的剖面示意图。如图5a及图5b所示,由于中空并列型纤维100中的第一聚酯110及第二聚酯120具有不同的热收缩性,因此第一聚酯110及第二聚酯120于冷却固化期间可具有不同的收缩程度,使得图4a的流线型的中空并列型纤维可自发性地卷缩,以形成图5a的类螺旋状的中空并列型纤维100。当类螺旋状的中空并列型纤维100形成后,多根中空并列型纤维100间具有明显的空隙,以提升以其所织成的布料的蓬松感,从而提供良好的轻便性及保暖效果。在一些实施方式中,中空并列型纤维100的纤维卷缩率可介于5.5%至16.0%间。另一方面,由于中空并列型纤维100可自发性地卷缩,因此可省去纤维的假捻步骤以避免中空腔130扁塌,从而良好地维持中空腔130的形状并提升中空并列型纤维100的纤维中空率,以提供以其所织成的布料良好的保暖效果。如图4b及图5b所示,卷缩前的流线型的中空并列型纤维以及卷缩后的类螺旋状的中空并列型纤维100皆具有明显的中空腔130,且两者的纤维中空率大致上相同。
60.在一些实施方式中,流线型的中空并列型纤维的冷却固化可伴随着纺丝制程的顺向延伸加工及纤维卷取等后处理步骤。详细而言,流线型的中空并列型纤维可透过如图3a所示的多个辊轮70及滚筒80来进行顺向延伸加工及纤维卷取,且在此过程中,流线型的中空并列型纤维可持续自发性地卷缩,从而形成本揭露的中空并列型纤维100。在一些实施方式中,经顺向延伸加工的中空并列型纤维100可具有介于2.7gf/d至3.2gf/d间的纤维强度以及介于12.5%至40.5%间的纤维伸度,使得中空并列型纤维100可同时具有良好的韧性以及弹性,以提供使用者穿戴舒适性。在一些实施方式中,中空并列型纤维100可经适当的
顺向延伸加工以具有介于2.5dpf至3.5dpf间的纤维规格。
61.在以下叙述中,将列举本揭露多个实施例以及多个比较例的纤维来进行各种分析以验证本揭露的功效。各实施例及各比较例的纤维的详细说明如表一所示。
62.表一
[0063][0064][0065]
在以下实验例中,将对各实施例及各比较例的纤维进行纤维强度、纤维伸度及纤维中空率的测试,并对以各实施例及各比较例的纤维所织成的布料进行单位布重保温值的测试。测试结果如表二所示。
[0066]
表二
[0067][0068]
由表二可知,各实施例的中空并列型纤维的纤维中空率皆高于各比较例的纤维的纤维中空率,从而提供较佳的轻便性及保暖效果。值得说明的是,虽然比较例3的纤维亦具有中空结构,但由于其为单组份结构,因此无法透过前述热收缩性的差异来达到自发性的卷缩,故须经过假捻步骤来使纤维卷缩,而由于假捻步骤容易导致中空型纤维的中空腔扁塌变形,因此比较例3的纤维具有较低的纤维中空率。另一方面,相较于以各比较例的纤维所织成的布料,以各实施例的中空并列型纤维所织成的布料具有较高的单位布重保温值。具体而言,以各实施例的中空并列型纤维所织成的布料根据astm d1518标准方法所测得的单位布重保温值介于31.0clo/g至36.5clo/g间。由此可见,在相同的布重下,以各实施例的中空并列型纤维所织成的布料具有较佳的保暖效果,从而适用于保暖织物领域。
[0069]
根据本揭露上述实施方式,本揭露用于保暖织物的布料是由双组份的中空并列型纤维所织成,且由于中空并列型纤维中的各组份具有相近但相异的特性粘度及熔点,因此其可良好地成型并具有高的纤维中空率。另一方面,由于中空并列型纤维中的各组份具有相异的热收缩性,因此其于纺丝制程的冷却固化期间可自发性地卷缩。如此一来,可省去纤维的假捻步骤,从而提升中空并列型纤维的纤维中空率,并借此提升以其所织成的布料的蓬松感,以提供良好的轻便性及保暖效果,从而适用于保暖织物领域。
[0070]
虽然本揭露已以实施方式揭露如上,然其并非用以限定本揭露,任何熟悉此技艺者,在不脱离本揭露的精神和范围内,当可作各种的更动与润饰,因此本揭露的保护范围当视所附的权利要求书所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1