一种裁剪后的塑料包装袋自动清捡装置的制作方法
1.本实用新型涉及包装袋加工设备领域,具体涉及一种裁剪后的塑料包装袋自动清捡装置。
背景技术:
2.现在的包装袋在封口、裁剪之后形成小型的包装袋,包装袋制作完成后需要装箱收集起来,现在的制作完成的包装袋需要人工进行清捡(将裁剪好饿包装袋从工作台上移下来),工作人员需要将多个包装袋整理并叠好,同时将叠好的包装袋放入到纸箱储存起来,由于包装袋的制作速度比较快,这样一条包装袋加工线所需人工多,通过工作人员需要不停的清捡包装袋,这样工作人员的劳动强度比较的大,从而导致生产的人工成本增加。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提出了一种裁剪后的塑料包装袋自动清捡装置,裁剪完毕1成品包装袋通过自动清捡的方式将包装袋清捡到包装箱内进行储存,同时清捡的效率高,同时无需人工操作,降低了人工成本,同时也降低了工作人员的劳动强度。
4.为实现上述的目的,本实用新型的方案:一种裁剪后的塑料包装袋自动清捡装置,包括放置槽、裁剪机构、按压组件与装箱机构,在包装袋加工生产线的尾部设置有多个并排设置的放置槽,未裁剪的包装袋位于放置槽的上方,在放置槽的上方设置裁剪机构,通过裁剪机构将连在一起的包装袋分开并掉落到每个放置槽;在每个放置槽顶部设置有按压组件,按压组件设置在裁剪机构上,在对包装袋进行裁剪的时候,按压组件将包装袋按压在放置槽内;多个放置槽的底部设置有装箱机构,装箱机构包括可伸缩的通道、通道封闭组件与纸箱输送组件,其中每个放置槽的底部固定并连通可伸缩的通道,在每道封闭组件的末端设置有通道封闭组件,在通道封闭组件的下方设置有纸箱输送通道,当纸箱位于可伸缩的通道下方的时候,可伸缩的通道向下延伸并与纸箱的底部接触,这时候通道封闭组件打开,这样放置槽内的包装袋通过可伸缩的通道掉落到纸箱内,这样完成包装袋的自动化清捡。
5.优选地,可伸缩的通道包括矩形外管与矩形内管,矩形内管与放置槽的底部固定并连通,矩形外管套在矩形内管上,在矩形外管与矩形内管之间设置有气缸,通过气缸控制矩形外管的升降;在矩形外管的底部设置有通道封闭组件,通道封闭组件包括按连杆机构与限位杆,在矩形外管的内壁与矩形内管的底部之间铰接有连杆机构,连杆机构为直线状且连杆机构由两根直线杆端部铰接而成,在其中同一根直线杆上固定有向可伸缩的通道内延伸的限位杆,当矩形外管的底部与纸箱的底部接触的时候,连杆机构为直线状,限位杆为包装袋进行让位,这样包装袋落到纸箱内,当矩形外管上升的时候,限位杆向内移动并阻止包装袋的下落。
6.优选地,纸箱输送组件包括输送皮带与输送辊筒,在输送皮带上设置有隔板,通过相邻隔板对纸箱进行夹紧,输送辊筒为两个且一条输送皮带绕在输送辊筒上,其中一个输送辊筒与步进电机进行连接,通过步进电机控制输送辊筒间歇性转动。
7.优选地,裁剪机构包括切刀与气缸,在放置槽的顶部设置有龙门架,在龙门架的顶部设置有向下的气缸,在气缸的活塞杆上固定有切刀,在龙门架的底部设置有竖向的导向杆,在切刀的顶部设置有与导向杆相配合的滑动套筒,通过导向杆限制切刀的运动方向。
8.优选地,切刀由横向刀与多把纵向刀组成,横向刀横向设置,在横向刀的侧壁上固定有多把等间距设置的纵向刀且纵向刀纵向设置,在每把纵向刀的位于放置槽边缘的正上方;按压组件包括按压气缸、按压块,在按压气缸的活塞杆上固定有按压块且按压块位于每个放置槽的正上方,按压气缸缸体固定在横向刀的侧壁上,当切刀将包装袋切断后,按压气缸顶出,按压块将单独的包装袋向下压至放置槽内。
9.与现有技术相比,本实用新型的方案:1、裁剪过后的包装袋无需工作人员进行整理直接放入到包装箱内进行储存;2、在放置槽下部设置的可伸缩的通道,这样便于伸入到纸箱内并进行卸料操作,这样在进行卸料的时候, 每叠包装袋不会散开;3、设置的通道封闭组件只有当可伸缩的通道与纸箱底部接触的时候才会打开卸料,这样保证不会产生跑料的情况(当可伸缩的通道没有下降下料的时候,包装袋不会从可伸缩的通道掉落出来);4、设置的按压组件包装放置槽及可伸缩的通道内包装袋堆码紧实,这样放置槽及可伸缩的通道储量大,在进行卸料的时候也能进行辅助卸料。
附图说明
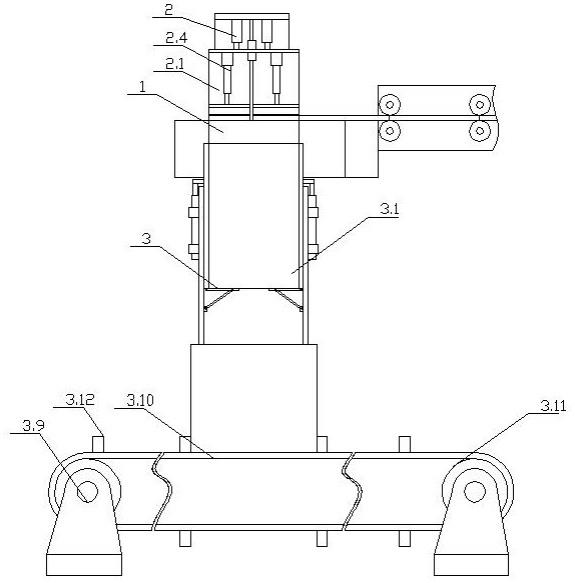
10.图1为本实用新型的主视图。
11.图2为本实用新型切刀、放置槽与按压组件的示意图。
12.图3为本实用新型通道封闭组件封闭与打开的对比示意图。
13.其中,1、放置槽,2、裁剪机构,2.1、切刀,2.2、横向刀,2.3、纵向刀,2.4、按压组件,2.5、按压气缸,2.6、按压块,2.7、裁剪气缸,2.8、导向杆,2.9、滑动套筒,2.10、龙门架,3、装箱机构,3.1、可伸缩的通道,3.2、矩形外管,3.3、矩形内管,3.4、气缸,3.5、通道封闭组件,3.6、连杆机构,3.7、直线杆,3.8、限位杆,3.9、纸箱输送组件,3.10、输送皮带,3.11、输送辊筒,3.12、隔板,3.13、步进电机。
具体实施方式
14.现结合附图,对本实用新型进一步的阐述。
15.如图1
‑
3所示:一种裁剪后的塑料包装袋自动清捡装置,包括放置槽1、裁剪机构2、按压组件2.4与装箱机构3,在包装袋加工生产线的尾部基座上开有多个并排设置的放置槽1,待切割包装袋通过输送辊筒3.11输送带裁剪机构2的下方,未裁剪的包装袋位于放置槽1的上方,在放置槽1的上方设置裁剪机构2,裁剪机构2包括切刀2.1与裁剪气缸2.7,在放置槽1的顶部设置有龙门架2.10(横向设置)且龙门架2.10底部的两端通过螺栓固定在基座上,在龙门架2.10的顶部通过焊接的方式固定有向下的裁剪气缸2.7,在裁剪气缸2.7的活塞杆上通过焊接的方式固定有切刀2.1,通过裁剪气缸2.7的顶升使切刀2.1下降对包装袋进行裁剪,在龙门架2.10底部的基座上通过焊接的方式固定有竖向的导向杆2.8,在切刀2.1的顶部焊接有与导向杆2.8相配合的滑动套筒2.9(滑动套筒2.9位于切刀2.1的左右两侧,滑动套筒2.9套在导向杆2.8上,这样切刀2.1只能沿着导向杆2.8上下滑动,这样保证在裁切的过程中,切刀2.1不会发生偏离原来的位置,这样保证包装袋的大小),通过导向杆
2.8限制切刀2.1的运动方向,在每个放置槽1顶部设置有按压组件2.4,按压组件2.4通过焊接的方式固定在裁剪机构2上且按压组件2.4为多个,在对包装袋进行裁剪的时候,按压组件2.4将包装袋按压在放置槽1内,这样在进行工作的时候,通过切刀2.1的下降将连在一起的包装袋切断,当切刀2.1将包装袋切成单独的一份后(即为切刀2.1的刃面与基座的顶面平齐的时候),然后通过按压组件2.4将裁剪好的包装袋按压到每个放置槽1内,这样保证放置槽1包装袋叠放平整,这样完成包装袋的裁剪与置入放置槽1内的工作;切刀2.1由横向刀2.2与多把纵向刀2.3组成,横向刀2.2横向设置,在横向刀2.2的侧壁上通过焊接的方式固定有多把等间距设置的纵向刀2.3且纵向刀2.3纵向设置,在每把纵向刀2.3的位于放置槽1边缘的正上方;按压组件2.4包括按压气缸2.5、按压块2.6,在按压气缸2.5的活塞杆上通过焊接的方式固定有按压块2.6且按压块2.6位于每个放置槽1的正上方,按压块2.6的外壁与纵向刀2.3壁、横向刀2.2壁接触,按压气缸2.5缸体通过焊接的方式固定在横向刀2.2的侧壁上,当切刀2.1将包装袋切断后,按压气缸2.5顶出,按压块2.6将单独的包装袋向下压至放置槽1内;每个放置槽1的底部设置有装箱机构3,装箱机构3包括可伸缩的通道3.1、通道封闭组件3.5与纸箱输送组件3.9,其中每个放置槽1的底部通过焊接的方式固定并连通可伸缩的通道3.1,可伸缩的通道3.1包括矩形外管3.2与矩形内管3.3,矩形内管3.3与放置槽1的底部通过焊接的方式固定并连通,矩形外管3.2套在矩形内管3.3外,这样矩形外管3.2沿着矩形内管3.3上下运动,在矩形外管3.2与矩形内管3.3之间通过焊接的方式固定有气缸3.4,气缸3.4的缸体固定在矩形内管3.3上,气缸3.4的活塞杆通过焊接的方式固定在矩形外管3.2上,通过气缸3.4控制矩形外管3.2的升降;在每道封闭组件的末端设置有通道封闭组件3.5,在矩形外管3.2的底部设置有通道封闭组件3.5,通道封闭组件3.5包括按连杆机构3.6与限位杆3.8,在矩形外管3.2的内壁与矩形内管3.3的底部之间铰接有连杆机构3.6(连杆机构3.6的两端分别铰接在矩形外管3.2的内壁与矩形内管3.3的底部上),连杆机构3.6为直线状且连杆机构3.6由两根直线杆3.7端部铰接而成,在其中同一根直线杆3.7(与矩形内管3.3铰接的直线杆3.7)上通过焊接的方式固定有向可伸缩的通道3.1内延伸的限位杆3.8,当矩形外管3.2的底部与纸箱的底部接触的时候,连杆机构3.6为直线状,限位杆3.8为包装袋进行让位,这样包装袋落到纸箱内,由于包装袋在矩形外管3.2内掉落到纸箱中的,这样不会使叠放包装带散开(通过现在的纸箱一般设置有隔条,通过隔条可以防止包装袋放入到纸箱内并散落开来),当矩形外管3.2上升的时候,限位杆3.8向内移动并阻止包装袋的下落;在通道封闭组件3.5的下方设置有纸箱输送通道,纸箱输送通道与包装袋输送的方向一致,纸箱输送组件3.9包括输送皮带3.10与输送辊筒3.11,在输送皮带3.10上通过螺钉固定有多块隔板3.12,通过相邻隔板3.12对纸箱进行夹紧,输送辊筒3.11(每根输送辊筒3.11的两端通过轴承及轴承座固定在地面上)为两个且一条输送皮带3.10绕在输送辊筒3.11上,其中一个输送辊筒3.11与步进电机3.13进行连接,通过步进电机3.13控制输送辊筒3.11间歇性转动(当可伸缩的通道3.1上的气缸3.4顶出的时候,步进电机3.13停止工作,通过单片机(89
‑
c51)将步进电机3.13与步进电机3.13连接起来,即为在矩形外管3.2的底部通过焊接的方式固定有压力传感器(型号为bp800),压力传感器与单片机通过导线进行连接),当纸箱位于可伸缩的通道3.1下方的时候,可伸缩的通道3.1向下延伸并与纸箱的底部接触,这时候通道封闭组件3.5打开(连杆机构3.6拉成直线状且连杆机构3.6与矩形外管3.2内壁贴合,这样连杆机构3.6对包装袋进行让位,通过限位杆3.8在拉直的时候,限位
杆3.8向外运动(限位杆3.8的内侧面与矩形外杆的内侧面平齐),最后同样为包装袋让位),这样放置槽1内的包装袋通过可伸缩的通道3.1掉落到纸箱内,这样完成包装袋的自动化清捡,主需要将纸箱放置在输送带上与将输送带上放满包装袋的直线拿下来。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1