一种包装纸箱制作折叠成型工艺的制作方法
1.本发明涉及纸制品制作的技术领域,特别涉及一种包装纸箱制作折叠成型工艺。
背景技术:
2.包装纸箱是一种应用最广的包装制品,一直是各种包装制品的用量之首。半个多世纪以来,包装纸箱以其优越的使用性能和良好的加工性能逐渐取代了木箱等运输包装容器,成为运输包装的主力军。它除了保护商品、便于仓储、运输之外,还起到美化商品,宣传商品的作用,而且,包装纸箱属于绿色环保产品,在利于装卸运输的同时,回收利用再处理也极其方便。
3.目前,在对包装纸箱进行折叠成型时,通常存在以下缺陷:1.传统的包装纸箱在进行折叠成型时,通常是通过人工先对折叠后的连接处进行逐步上胶,再冷却固定,人工逐个对角落的连接处进行处理可能会导致连接处对齐的准确度不高,工作步骤较为繁琐,影响包装箱下端的直角角度,降低了美观度的同时,也不便于包装纸箱堆砌运输,人工连接、上胶速率较慢,增加工作人员的劳动量,且经济效益较差;2.传统的包装纸箱在进行折叠成型时,往往在由人工上胶后,需要通过人工压制连接处一段时间使胶体冷却定型,逐个处理连接处大大浪费了工作时间,且人工压制进行保压的效果较差,不能对连接处上下的所有位置进行均匀保压,进而降低了包装纸箱整体的连接强度,长时间使用后容易发生脱落开裂等现象。
技术实现要素:
4.(一)要解决的技术问题
5.本发明可以解决传统的包装纸箱在进行折叠成型时,通常是通过人工先对折叠后的连接处进行逐步上胶,再冷却固定,人工逐个对角落的连接处进行处理可能会导致连接处对齐的准确度不高,工作步骤较为繁琐,影响包装箱下端的直角角度,降低了美观度的同时,也不便于包装纸箱堆砌运输,人工连接、上胶速率较慢,增加工作人员的劳动量,且经济效益较差,往往在由人工上胶后,需要通过人工压制连接处一段时间使胶体冷却定型,逐个处理连接处大大浪费了工作时间,且人工压制进行保压的效果较差,不能对连接处上下的所有位置进行均匀保压,进而降低了包装纸箱整体的连接强度,长时间使用后容易发生脱落开裂等现象等问题。
6.(二)技术方案
7.为了实现上述目的,本发明采用以下技术方案,一种包装纸箱制作折叠成型工艺,该工艺采用如下机械:该机械包括基底、支撑柱、安装底板、成型装置和固定架,所述的基底的上端中部均匀固定有支撑柱,支撑柱的上端连有安装底板,安装底板的上方设置有成型装置,成型装置安装在固定架上,固定架安装在基底的上端。
8.所述的基底包括固定基底、驱动电机和折叠机构,固定基底的上端中部通过电机固定座安装有驱动电机,驱动电机的输出轴上连有折叠机构,具体工作时,当定位板开始与
纸板接触时,通过驱动电机带动折叠机构工作,进而对纸板的前后两端进行折叠翻转,使纸板的前后两端逐渐弯折,与纸板的左右两端接触,对前后两端进行机械翻转的原因是为了便于对纸板已经翻转完成的左右两端进行涂胶处理,使纸板放入安装板上时,纸板的左右两端和前后两端存在一定的间隙,便于涂胶板进入间隙中,对纸板的左右两端的连接处进行涂胶。
9.所述的安装底板包括安装板、挡板、凹槽和翻折板,支撑柱的上端连有安装板,安装板上端面的左右两侧对称固定有挡板,安装板的前后两端对称开设有凹槽,凹槽内通过一号销轴安装有翻折板,翻折板的下端与折叠机构连接,具体工作时,将纸板按照纸板上的折痕折成一定形状,将该纸板放置在安装板上,通过挡板对纸板的左右两端进行挡位,通过折叠机构带动翻折板向内翻转,进入对纸板的前后两端进行翻转。
10.所述的成型装置包括丝杠、涂胶机构、气缸、成型板、成型机构、圆杆和支撑弹簧,安装板中部的左右两侧对称滑动设置有丝杠,丝杠的上端转动设置于固定架上,丝杠上安装有涂胶机构,固定架的上端中部通过气缸底座安装有气缸,气缸的下端紧贴有成型板,成型板上设置有成型机构,成型板上端中部的左右两侧对称固定有圆杆,圆杆滑动设置于固定架上,圆杆通过支撑弹簧与固定架连接,具体工作时,当该纸板放置在安装板上后,通过气缸推动成型板向下运动,进而使圆杆在固定架上向下滑动,同步压缩支撑弹簧,此时,支撑弹簧的作用是支撑和复位,与此同时,通过涂胶机构带动丝杠转动,从而带动涂胶板下移,进而使涂胶板与纸板的左右两端接触,再通过成型机构与翻折板、挡板之间的挤压,使涂胶板上的胶体涂抹在纸板左右两端的连接处,并使成型机构、翻折板和挡板的状态维持一定时间,且定时对涂胶板上的涂胶进行上料,防止胶体用完。
11.所述的成型机构包括滑槽、定位板、挤压弹簧、l型板、推进杆、挤进槽、复位弹簧、推进柱和弧形板,成型板四侧的外壁中部均匀开设有滑槽,滑槽的下侧滑动设置有定位板,定位板的上端通过挤压弹簧与滑槽连接,成型板的四个拐角处均匀设置有l型板,l型板紧贴在成型板上,l型板靠近成型板一端中部连有推进杆,推进杆滑动设置于成型板内,推进杆的中部设置有挤进槽,挤进槽开设于成型板内,推进杆的中部两侧通过对称设置的复位弹簧与挤进槽连接,成型板的下端中部滑动设置有推进柱,推进柱上均匀设置有弧形板,且推进杆紧贴在弧形板表面,具体工作时,通过气缸推动成型板向下运动,进而使定位板首先与纸板上端的四侧进行接触,推动定位板在滑槽内向上滑动,同时对挤压弹簧进行挤压,此时挤压弹簧的作用是复位和定位,定位板继续向下移动挤压纸板上端的四侧,使翻折板可以沿着定位板的定位处进行翻转,同时还能防止在进行成型时,纸板偏移,当定位板向上运动到合适位置时,推进柱与纸板进行接触,同时推动推进柱向上移动,进而使弧形板向上运动,从而推动四侧均匀分布的推进柱向外滑动,同时挤压复位弹簧在挤进槽内运动,此时的复位弹簧起到缓冲和复位的作用,推进柱向外滑动进而推动l型板同步向外运动,从而与纸板四个拐角的连接处进行接触,与此时正向上翻折的纸板的前后两端进行接触,使涂胶板卡于纸板翻折处的连接位置,进而通过l型板与挡板、翻折板之间的挤压,使涂胶板上的涂胶印于连接处,当涂胶板抽出时,涂胶板紧贴在连接处进行抽出,进一步对连接处进行均匀涂胶,当涂胶板抽出后,维持l型板与挡板、翻折板之间的挤压,通过板与板之间的保压,使保压效果明显好于人工进行挤压,此时维持机械保压,并持续一段时间,待连接处的胶体凝固完全后,再使气缸的顶出端向上运动,在挤压弹簧的弹性作用下,定位板复位,在复位弹
簧的弹性作用下,推进杆复位,并挤压推进柱复位,便于进行下一次成型工作。
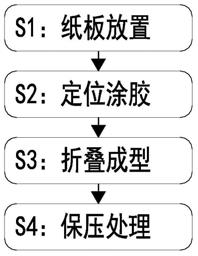
12.采用上述机械进行包装纸箱的折叠成型时还包括如下步骤:
13.s1、纸板放置:将纸板按照纸板上的折痕折成一定的初步形状,将该纸板放置在安装板上;
14.s2、定位涂胶:通过气缸带动成型板向下移动,进而使定位板先与纸板接触,对纸板上端的四侧进行挤压定位,并通过涂胶机构对纸板进行接触;
15.s3、折叠成型:成型板继续向下移动,进而使推进柱与纸板接触,从而推动l型板向远离成型板,同时,通过驱动电机带动折叠机构对纸板的前后两端进行折叠,进而对纸板连接处进行内外同步挤压定位,对连接处上胶;
16.s4、保压处理:使涂胶机构远离纸板连接处,停止气缸和驱动电机工作一段时间,对纸板连接处进行一段时间的保压处理,提升涂胶效果,加强连接强度。
17.优选的,所述的折叠机构包括凸轮、移动杆、限位架、工作槽、限位弹簧和转动杆,驱动电机的输出轴上连接有凸轮,凸轮的前后两端紧贴有移动杆,移动杆滑动设置于限位架上,限位架上端内壁的左右两端对称开设有工作槽,移动杆通过左右对称设置的限位弹簧与工作槽连接,移动杆远离凸轮的一端通过二号销轴安装有转动杆,转动杆的上端与翻折板的下端中部连接。
18.优选的,所述的涂胶机构包括移动架、涂胶板、齿轮、传动带和带动电机,丝杠上螺纹连接有移动架,移动架的前后两端对称安装有涂胶板,丝杠的上端连有齿轮,齿轮之间啮合有传动带,右侧的齿轮的上端中部与带动电机的输出轴连接,带动电机通过电机底座安装在固定架的上端右侧。
19.优选的,所述的凸轮左右两端对称设置有弧形凸块,且弧形凸块远离驱动电机的输出轴的一端为平面,当需要进行保压时,停止驱动电机工作,使凸轮上的平面与移动杆接触,防止移动杆在弧形面上停留的不稳定。
20.优选的,所述的移动杆与凸轮的接触位置开设有限位槽,限位槽紧贴在凸轮的表面,使移动杆始终保持与凸轮的紧密接触。
21.优选的,所述的涂胶板上涂有胶体。
22.优选的,所述的弧形板与推进柱为对应配合设置。
23.优选的,所述的定位板下端面的高度要小于推进柱下端面的高度,使定位板要先于推进柱与纸板接触,首先进行定位。
24.(三)有益效果
25.1.本发明所述的一种包装纸箱制作折叠成型工艺,设计了一种能同时对包装纸箱的四个拐角的连接处进行成型、涂胶和保压的机械设备,使整个包装纸箱的美观程度得以提高,避免了人工成型时连接处易偏移的现象,便于对包装纸箱进行堆砌运输,且通过一定时间的机械保压,使连接处更加紧密,提升了纸箱的整体稳定性;
26.2.本发明所述的一种包装纸箱制作折叠成型工艺,通过成型机构和涂胶机构的配合使用,通过机械运作的方式对包装纸箱进行折叠成型,加快了整个成型的工作时间,减少了工作人员的劳动量,使经济效益得以提升;
27.3.本发明所述的一种包装纸箱制作折叠成型工艺,通过成型机构和折叠机构的配合使用,以内外同步挤压的方式对连接处进行均匀挤压,以加强连接处的连接强度,避免了
人工进行保压带来的保压效果较差的问题,使包装纸箱的工作寿命得以延长。
附图说明
28.下面结合附图和实施例对本发明进一步说明。
29.图1是本发明的工作流程图;
30.图2是本发明的立体结构示意图;
31.图3是本发明折叠机构的部分立体结构示意图;
32.图4是本发明折叠机构的部分剖视图;
33.图5是本发明成型机构第一视角的部分立体结构示意图;
34.图6是本发明成型机构第二视角的部分立体结构示意图;
35.图7是本发明的俯剖图;
36.图8是本发明推进柱和弧形板的立体结构示意图;
37.图9是本发明图4的x处局部放大图;
38.图10是本发明图7的y处局部放大图;
39.图11是本发明包装纸箱的初始状态的立体结构示意图。
具体实施方式
40.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
41.如图1至图11所示,一种包装纸箱制作折叠成型工艺,该工艺采用如下机械:该机械包括基底1、支撑柱2、安装底板3、成型装置4和固定架5,所述的基底1的上端中部均匀固定有支撑柱2,支撑柱2的上端连有安装底板3,安装底板3的上方设置有成型装置4,成型装置4安装在固定架5上,固定架5安装在基底1的上端。
42.所述的基底1包括固定基底11、驱动电机12和折叠机构13,固定基底11的上端中部通过电机固定座安装有驱动电机12,驱动电机12的输出轴上连有折叠机构13,具体工作时,当定位板452开始与纸板接触时,通过驱动电机12带动折叠机构13工作,进而对纸板的前后两端进行折叠翻转,使纸板的前后两端逐渐弯折,与纸板的左右两端接触,对前后两端进行机械翻转的原因是为了便于对纸板已经翻转完成的左右两端进行涂胶处理,使纸板放入安装板31上时,纸板的左右两端和前后两端存在一定的间隙,便于涂胶板422进入间隙中,对纸板的左右两端的连接处进行涂胶。
43.所述的折叠机构13包括凸轮131、移动杆132、限位架133、工作槽134、限位弹簧135和转动杆136,驱动电机12的输出轴上连接有凸轮131,凸轮131的前后两端紧贴有移动杆132,移动杆132滑动设置于限位架133上,限位架133上端内壁的左右两端对称开设有工作槽134,移动杆132通过左右对称设置的限位弹簧135与工作槽134连接,移动杆132远离凸轮131的一端通过二号销轴安装有转动杆136,转动杆136的上端与翻折板34的下端中部连接;所述的凸轮131左右两端对称设置有弧形凸块,且弧形凸块远离驱动电机12的输出轴的一端为平面,当需要进行保压时,停止驱动电机12工作,使凸轮131上的平面与移动杆132接触,防止移动杆132在弧形面上停留的不稳定;所述的移动杆132与凸轮131的接触位置开设有限位槽,限位槽紧贴在凸轮131的表面,使移动杆132始终保持与凸轮131的紧密接触,具
体工作时,通过驱动电机12带动凸轮131转动,进而使凸轮131推动前后两侧的移动杆132在限位架133的限位作用下向远离驱动电机12的方向运动,从而使移动杆132推动限位弹簧135在工作槽134内运动,对限位弹簧135进行挤压,同时推动转动杆136的下端向远离驱动电机12的方向运动,从而带动翻折板34对纸板的前后两端进行翻折。
44.所述的安装底板3包括安装板31、挡板32、凹槽33和翻折板34,支撑柱2的上端连有安装板31,安装板31上端面的左右两侧对称固定有挡板32,安装板31的前后两端对称开设有凹槽33,凹槽33内通过一号销轴安装有翻折板34,翻折板34的下端与折叠机构13连接,具体工作时,将纸板按照纸板上的折痕折成一定形状,将该纸板放置在安装板31上,通过挡板32对纸板的左右两端进行挡位,通过折叠机构13带动翻折板34向内翻转,进入对纸板的前后两端进行翻转。
45.所述的成型装置4包括丝杠41、涂胶机构42、气缸43、成型板44、成型机构45、圆杆46和支撑弹簧47,安装板31中部的左右两侧对称滑动设置有丝杠41,丝杠41的上端转动设置于固定架5上,丝杠41上安装有涂胶机构42,固定架5的上端中部通过气缸底座安装有气缸43,气缸43的下端紧贴有成型板44,成型板44上设置有成型机构45,成型板44上端中部的左右两侧对称固定有圆杆46,圆杆46滑动设置于固定架5上,圆杆46通过支撑弹簧47与固定架5连接;所述的涂胶板422上涂有胶体,具体工作时,当该纸板放置在安装板31上后,通过气缸43推动成型板44向下运动,进而使圆杆46在固定架5上向下滑动,同步压缩支撑弹簧47,此时,支撑弹簧47的作用是支撑和复位,与此同时,通过涂胶机构42带动丝杠41转动,从而带动涂胶板422下移,进而使涂胶板422与纸板的左右两端接触,再通过成型机构45与翻折板34、挡板32之间的挤压,使涂胶板422上的胶体涂抹在纸板左右两端的连接处,并使成型机构45、翻折板34和挡板32的状态维持一定时间,且定时对涂胶板422上的涂胶进行上料,防止胶体用完。
46.所述的涂胶机构42包括移动架421、涂胶板422、齿轮423、传动带424和带动电机425,丝杠41上螺纹连接有移动架421,移动架421的前后两端对称安装有涂胶板422,丝杠41的上端连有齿轮423,齿轮423之间啮合有传动带424,右侧的齿轮423的上端中部与带动电机425的输出轴连接,带动电机425通过电机底座安装在固定架5的上端右侧,具体工作时,通过带动电机425带动右侧的齿轮423转动,进而使传动带424转动,同步带动左侧的齿轮423旋转,此时,左右两侧的丝杠41发生旋转,进而带动移动架421向下移动,从而使涂胶板422向下移动,插入纸板间的连接处,便于其后对涂胶板422和纸板的连接处进行挤压,使涂胶板422上的胶体涂抹在连接处。
47.所述的成型机构45包括滑槽451、定位板452、挤压弹簧453、l型板454、推进杆455、挤进槽456、复位弹簧457、推进柱458和弧形板459,成型板44四侧的外壁中部均匀开设有滑槽451,滑槽451的下侧滑动设置有定位板452,定位板452的上端通过挤压弹簧453与滑槽451连接,成型板44的四个拐角处均匀设置有l型板454,l型板454紧贴在成型板44上,l型板454靠近成型板44一端中部连有推进杆455,推进杆455滑动设置于成型板44内,推进杆455的中部设置有挤进槽456,挤进槽456开设于成型板44内,推进杆455的中部两侧通过对称设置的复位弹簧457与挤进槽456连接,成型板44的下端中部滑动设置有推进柱458,推进柱458上均匀设置有弧形板459,且推进杆455紧贴在弧形板459表面;所述的弧形板459与推进柱458为对应配合设置;所述的定位板452下端面的高度要小于推进柱458下端面的高度,使
定位板452要先于推进柱458与纸板接触,首先进行定位,具体工作时,通过气缸43推动成型板44向下运动,进而使定位板452首先与纸板上端的四侧进行接触,推动定位板452在滑槽451内向上滑动,同时对挤压弹簧453进行挤压,此时挤压弹簧453的作用是复位和定位,定位板452继续向下移动挤压纸板上端的四侧,使翻折板34可以沿着定位板452的定位处进行翻转,同时还能防止在进行成型时,纸板偏移,当定位板452向上运动到合适位置时,推进柱458与纸板进行接触,同时推动推进柱458向上移动,进而使弧形板459向上运动,从而推动四侧均匀分布的推进柱458向外滑动,同时挤压复位弹簧457在挤进槽456内运动,此时的复位弹簧457起到缓冲和复位的作用,推进柱458向外滑动进而推动l型板454同步向外运动,从而与纸板四个拐角的连接处进行接触,与此时正向上翻折的纸板的前后两端进行接触,使涂胶板422卡于纸板翻折处的连接位置,进而通过l型板454与挡板32、翻折板34之间的挤压,使涂胶板422上的涂胶印于连接处,当涂胶板422抽出时,涂胶板422紧贴在连接处进行抽出,进一步对连接处进行均匀涂胶,当涂胶板422抽出后,维持l型板454与挡板32、翻折板34之间的挤压,通过板与板之间的保压,使保压效果明显好于人工进行挤压,此时维持机械保压,并持续一段时间,待连接处的胶体凝固完全后,再使气缸43的顶出端向上运动,在挤压弹簧453的弹性作用下,定位板452复位,在复位弹簧457的弹性作用下,推进杆455复位,并挤压推进柱458复位,便于进行下一次成型工作。
48.采用上述机械进行包装纸箱的折叠成型时还包括如下步骤:
49.s1、纸板放置:将纸板按照纸板上的折痕折成一定的初步形状,将该纸板放置在安装板31上;
50.s2、定位涂胶:通过气缸43带动成型板44向下移动,进而使定位板452先与纸板接触,对纸板上端的四侧进行挤压定位,并通过涂胶机构42对纸板进行接触;
51.s3、折叠成型:成型板44继续向下移动,进而使推进柱458与纸板接触,从而推动l型板454向远离成型板44,同时,通过驱动电机12带动折叠机构13对纸板的前后两端进行折叠,进而对纸板连接处进行内外同步挤压定位,对连接处上胶;
52.s4、保压处理:使涂胶机构42远离纸板连接处,停止气缸43和驱动电机12工作一段时间,对纸板连接处进行一段时间的保压处理,提升涂胶效果,加强连接强度。
53.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1