预开式夹链袋的制作方法与流程
1.本发明涉及一种夹链袋,尤指在制作过程中预将夹链部的公母扣撑开再予 以片段压合,使其成品的夹链部呈现片段开口状,以达到包装省时省力的一种 预开式夹链袋的制作方法。
背景技术:
2.夹链袋为一种开口端设有夹链部的包装袋,而夹链部包括有公扣夹链与母 扣夹链,其分别设置于两内侧壁,当公、母扣夹链密合时包括灰尘与水份都无 法穿透其夹链部,因此可对袋内的物件达到极佳的防护效果;而撑开密合的公、 母扣夹链并不困难,同时该夹链部可以重复多次的开闭也不易损伤其结构,因 此夹链袋已经普遍且大量的应用于产业界。
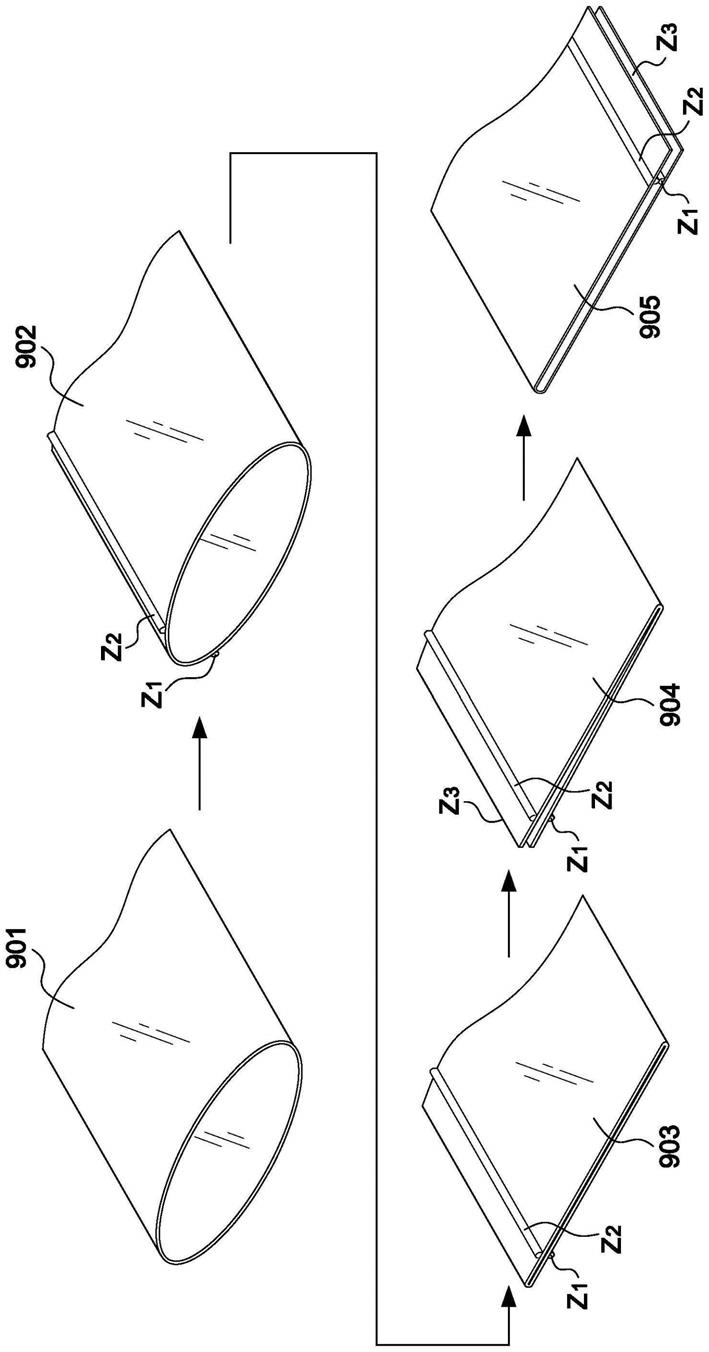
3.再按,夹链袋的制造系采用大量生产的模式,大多先产生夹链袋半制品后 再以裁切熔合的制程以完成夹链袋成品;而夹链袋半制品的制造方式可参照图1 所示,其是以一袋体押出机构押出一连续管状的袋体901,再以一夹链押出机构 在该袋本体的表面沿着产线方向押出两条公、母扣夹链z1/z2贴附于袋体902~ 903,另以一裁切机构切出具有开口边z3的薄片状袋体904,再以一翻面机构进 行该袋体的翻面,并使该公、母扣夹链z1/z2相互扣合且位于该开口边z3下端 而完成夹链袋半制品905的制作。由于夹链袋半制品905其公、母扣夹链z1/z2 系相互扣合,故而完成裁切熔合的夹链袋成品906其夹链部z也将呈现闭合状 态,如图2所示。
4.产业界在应用夹链袋进行物件的包装作业时,须先使夹链袋成品906的公、 母扣夹链z1/z2脱离密合状态,才能开启其开口边z3以置入物件,如图3所示; 惟查,开口边z3的两膜片系紧密贴合,且因厚度甚薄,作业者很难在膜片之间 找到缝隙进而施力以撑开公、母扣夹链z1/z2,因此开启夹链袋成品906的开口 边z3乃形成包装作业的一件麻烦事。往昔,有应用夹链袋开袋机去开启夹链者, 如中国台湾专利编号m584297;也有在夹链袋开口端的两膜片外侧设置磨砂颗 粒层,再应用手指推搓使两膜片错开以便于打开袋口者,如中国台湾专利编号 i644836。然而,采用夹链袋开袋机则需投资设备,而在夹链袋的两膜片外侧设 置磨砂颗粒层需增加制造成本,而更大的问题在于上述两种作法,都会造成其 夹链部被开启后,两条公、母扣夹链极易发生错位现象,该现象不但使夹链部 的密合变得困难外,且公、母扣夹链没有确实密合更将造成袋内的物件无法受 到有效的安全防护。前述的错位现象系指公扣夹链与母扣夹链不在互相对应的 位置上,使得进行扣合动作的当下,该公扣夹链无法顺利地嵌入母扣夹链的槽 缝中,造成作业者必须费力地调整其对应位置而影响包装效率,该错位现象也 常让作业者没能查觉并作调整,进而造成夹链部未密合而影响包装的成效。
技术实现要素:
5.从背景技术的说明可知,夹链袋半制品的制作过程中,其夹链部的两条公、 母扣
夹链是以押出方式,同步成型并贴附于袋本体的表面,同时为了避免在成 品阶段发生因公、母扣夹链错位而不易扣合的现象,在制程中必须将袋体翻面 并使该公、母扣夹链相互扣合;夹链袋既以夹链袋半制品为原料,则相互密合 的公、母扣夹链乃成为既成的特征,则夹链袋在进行物件包装的当下,就必须 面对其夹链部不易开启的难题;因此本发明人即思考,如果让夹链袋在出厂时, 其夹链部即未呈密合则作业者就无需费力去开启;但是,若夹链部在出厂时即 呈开启状态,那又该如何克服公、母扣夹链发生错位的现象;据此,制作夹链 袋的过程中将夹链部预作开启,同时避免公、母扣夹链发生错位,就成为本发 明人所确立的创作目标。
6.缘是,本发明的主要目的,系在提供一种可在制作夹链袋成品的过程中, 即将夹链部的公、母扣夹链撑离,并应用两侧端压合的方式,使其成品的夹链 部呈现中央处为开口状与两端处为闭合状,以避免公、母扣夹链发生错位现象, 进而达到包装物件省力方便的一种预开式夹链袋的制作方法。
7.为达上述目的,本发明是将卷状的夹链袋半制品做成夹链袋成品,且使其 夹链部的中央处呈现开口状、两端处呈现闭合状;其制作步骤包括:a.展开夹链 袋半制品:是以输送单元连续将卷状夹链袋半制品展开成膜片状夹链袋半制品, 并使其待加工成型的段落进入作业区;b.撑离公、母扣夹链:在该作业区中以一 长舌棒伸入膜片状夹链袋半制品的夹链部,并保持该长舌棒在连续输送的夹链 部中,使原先呈密合状态的公扣夹链与母扣夹链相互分离;c.移动夹链袋半制品: 以夹持位移单元移置该作业区的膜片状夹链袋半制品,使该夹链袋半制品的移 置距离达到所欲夹链袋成品的宽度距离;d.压合夹链部:在邻近该长舌棒的后侧 方,以一压合治具将呈分离状态的公扣夹链与母扣夹链予以压合,使其压合处 的公扣夹链与母扣夹链重新密合;e.裁断、热封切口端:以切口、热封单元于该 压合处的中线位置进行裁断与熔合,使其裁断处的切口形成密封边,并使夹链 袋成品与该夹链袋半制品分离;f.定型密封边:以一定型单元加压该熔合的密封 边,使该两个密封边定型密合;g.包装夹链袋成品:以包装袋收容其额定数量的 夹链袋成品。
8.依据前揭特征,本发明中该切口、热封单元与该定型单元同步作业,使该 裁断处形成两个密封边的同时,即予以加压定型使该密封边定型密合。
9.依据前揭特征,本发明中该压合治具更进一步与该切口、热封单元及该定 型单元同步作业,也即该作业区的一侧进行压合作业,使压合处的公扣夹链与 母扣夹链重新密合,同时在作业区的另一侧的压合处进行裁断、热封及定型密 封边的步骤,使夹链袋成品与该夹链袋半制品分离并同时完成其密封边的定型 密合。
10.本发明系借由长舌棒伸入连续输送的夹链部中,则原先呈密合状态的公扣 夹链与母扣夹链在通过该长舌棒的当下,即被该长舌棒撑开而相互分离;再以 一压合治具在邻近该长舌棒的后侧方进行压合作业,则已呈分离状态的公扣夹 链与母扣夹链将重新密合,夹链部中被长舌棒撑开且经压合的片段将形成闭合 状态,而被长舌棒撑开却未经压合的片段则形成开启状态;因此,进入作业区 的夹链袋半制品,经步骤b.的撑离公、母扣夹链、以及步骤d.的压合夹链部作 业后,其夹链部即形成片段闭合及片段开启的状态;次者,膜片状的夹链袋半 制品经切口、热封单元在压合处的中线位置进行裁断与熔合,则将同时使两个 切口形成密封边,其中,切口一系形成膜片状夹链袋半制品的外侧端,切口二 则形成与膜片状夹链袋半制品分离者;本发明并应用一定型单元在两个密封边 进行加压的定型
密合,并使该切口一、二分别形成夹链袋成品的第一侧封边与 第二侧封边。
11.再者,本发明的压合步骤在使夹链部形成片段闭合的状态,而切口、热封 单元与定型单元系在夹链部压合处的中线位置进行裁切、熔合与定型密合,由 于该压合处的闭合段被均分为二,因此邻近该第一侧封边与第二侧封边的夹链 部乃分属闭合的片段;本发明的夹链袋半制品经步骤b与步骤d的撑离与压合 作业后,其夹链部即形成片段闭合及片段开启的状态,再经步骤e与步骤f的裁 切、熔合与定型密合作业后,所制成的夹链袋成品,其形成开启状态的片段即 座落于夹链部的中央处,而位于两端邻近该第一侧封边与第二侧封边的夹链部 则分属闭合状态的片段;由于本发明所制成的夹链袋成品,其夹链部的中央处 是开启状态的片段,是故进行包装作业时,作业者无需另行开启夹链部,物件 即可直接自其开启处置入袋内,再借由两端的闭合处朝向中央部位将公扣夹链 压入母扣夹链的槽沟内,由于中央处的扣合动作受到两侧端闭合处其公、母扣 夹链的导引,该公扣夹链即可轻易地嵌入母扣夹链的槽沟内,且不会发生任何 的错位现象,因此本发明所制成的预开式夹链袋,其夹链部的中央处呈现开口 状、两端处呈现闭合状,将可使夹链部达到百分百闭合、及省时省力的包装效 果。
附图说明
12.图1是现有夹链袋半制品制造过程的示意图。
13.图2是现有夹链袋成品的示意图。
14.图3是现有夹链袋开启其开口边的动作示意图。
15.图4是本发明制造方法的步骤方块图。
16.图5a是本发明中撑离公、母扣夹链的示意图。
17.图5b是本发明中公、母扣夹链扣合状态的示意图。
18.图5c是本发明中公、母扣夹链分离状态的示意图。
19.图6a是本发明前段作业的设备配置状态示意图。
20.图6b是本发明中撑离步骤的状态示意图。
21.图6c是本发明中压合步骤的状态示意图。
22.图6d是本发明全段作业的设备配置状态示意图。
23.图6e是本发明中裁切步骤的状态示意图。
24.图6f是本发明中熔合步骤的状态示意图。
25.图6g是本发明中完成夹链袋成品的状态示意图。
26.图7是本发明所完成夹链袋成品的结构立体图。
27.附图标记说明:10-长舌棒;20-压合治具;30-切口、热封单元;40-定型单 元;905-夹链袋半制品;906-夹链袋成品/预开式夹链袋;w-宽度;z-夹链部; z00-闭合状夹链;z11-开启状夹链;z1-公扣夹链;z2-母扣夹链;z3-开口边;z41-切口一;z42-切口二;z51-第一侧封边;z52-第二侧封边;z6-密封边。
具体实施方式
28.本发明是将卷状的夹链袋半制品经加工做成预开式夹链袋,且使其夹链部 的中央处呈现开口状、两端处呈现闭合状,其制作步骤如图4所示,包括:a. 展开夹链袋半制品、
b.撑离公母扣夹链、c.位移夹链袋半制品、d.压合夹链部、 e.裁断、热封切口端、f.定型密封边、g.包装夹链袋成品。其中,步骤a.的展开 夹链袋半制品,是以输送单元将卷状的夹链袋半制品展开成连续膜片状的夹链 袋半制品,并使其待加工成型的段落置于作业区;步骤b.的撑离公母扣夹链, 系在该作业区中以一长舌棒伸入膜片状夹链袋半制品的夹链部,并保持该长舌 棒在连续输送的夹链部中,使原先呈密合状态的公扣夹链与母扣夹链相互分离; 步骤c.的位移夹链袋半制品,是以夹持位移单元位移该作业区的膜片状夹链袋 半制品,使该夹链袋半制品的移置距离达到所欲夹链袋成品的宽度距离;步骤 d.的压合夹链部,系在邻近该长舌棒的后侧方,以一压合治具将呈分离状态的公 扣夹链与母扣夹链予以压合,使其压合处的公扣夹链与母扣夹链重新密合;步 骤e.的裁断、热封切口端,是以切口、热封单元于该压合处的中线位置进行裁 断与熔合,使其裁断处的切口熔合成密封边,并使夹链袋成品与该夹链袋半制 品分离;步骤f.的定型密封边,是以定型单元加压该熔合后的密封边,使该两个 密封边定型密合;步骤g.的包装夹链袋成品,是以包装袋收容其额定数量的夹 链袋成品。
29.本发明中为了提升夹链袋成品的制作效率,除了可将步骤e.的切口、热封 单元与步骤f.的定型单元合并成一个装置,使该裁断处形成两个密封边的同时, 即予以加压定型使其密封边定型密合的同步作业外,更可进一步将压合治具与 该切口、热封单元及该定型单元予以同步作业,也即在作业区的一侧进行压合 作业,使压合处的公扣夹链与母扣夹链重新密合的当下,同时在作业区的另一 侧的压合处进行裁断、热封及定型密封边的步骤,使夹链袋成品与该夹链袋半 制品分离并同时完成其密封边的定型密合。
30.请参阅图5a~图5c所示,为本发明中的核心作业的一;其系在步骤b中 借由一长舌棒10伸入夹链袋半制品905,并保持该长舌棒10在连续输送的夹链 部z中,则通过该长舌棒10的夹链部z,其原先呈密合状态的公扣夹链z1与 母扣夹链z2即被该长舌棒10撑开而相互分离,简言的,本发明应用一长舌棒10通过连续输送的夹链部z中,使其自密合状态的闭合状夹链z00转变成开启 状夹链z11;图5b所示,为夹链袋半制品905其公扣夹链z1与母扣夹链z2原 先密合的状态,其系属于闭合状夹链z00;图5c所示,为夹链袋半制品905其 公扣夹链z1与母扣夹链z2被长舌棒10撑开而相互分离的状态,其系属于开启 状夹链z11。本发明中的另一核心作业为压合作业,其系在邻近该长舌棒10的 后侧方应用一压合治具20对夹链部z进行压合,使已相互分离的公扣夹链z1 与母扣夹链z2重新密合,则夹链部z即形成片段为闭合状夹链z00及片段为开 启状夹链z11的形态。
31.本发明是以输送单元将卷状的夹链袋半制品展开成连续膜片状的夹链袋半 制品,并将待加工成型的段落送入作业区中,再经过各项步骤以完成夹链袋成 品,过程状态如图6a~图6g所示;本发明的前段作业系落在夹链袋半制品的 a、b、c三个区块中,请参阅图6a~图6c所示,其中,每一区块的宽度w即 代表一夹链袋成品906的宽度,而膜片状的夹链袋半制品905的加工顺序由a 区块开始,且每位移一个区块宽度w其夹持位移单元(图未示)即暂停以进行各 步骤的作业程序;首先,将一长舌棒10伸入膜片状夹链袋半制品905的夹链部 z,启动输送单元并使该长舌棒10保持在连续输送的夹链部z中,则通过该长 舌棒10的夹链部z,其公、母扣夹链z1/z2即分离而形成开启状夹链z11;一 压合治具20设置在邻近该长舌棒10的后侧方,当压合治具20对开启状夹链z11 进行压合,则其公、母扣夹链z1/z2即重新密合而形成闭合状夹链z00,由于该 压合治具20的中心线系置于两区块的交界
处,故其闭合状夹链z00即均等地分 置于两区块,且因位移一个区块宽度w其夹持位移单元即暂停,因此当压合治 具20要进行压合作业时,前一个闭合状夹链z00已移置到a区块的右侧,从图 6c中显示,在a区块的膜片状夹链袋半制品905,其中央处形成片段的开启状 夹链z11,而左右两侧形成两个独立片段的闭合状夹链z00。
32.承上,本发明的全段作业系落在夹链袋半制品的a、b、c、d四个区块, 其是将前段作业的夹链袋半制品位移一个区块宽度w而成;因此进行撑离公母 扣夹链步骤的长舌棒10位于c区块,进行压合夹链部步骤的压合治具20位于 b、c区块的交界处,而进行裁断、热封切口端步骤的切口、热封单元30则置 于a、b区块的交界处,并且位移至a区块的膜片状夹链袋半制品905,其中央 处将形成片段的开启状夹链z11,其左右两侧则将形成两个独立片段的闭合状夹 链z00,如图6d~6e所示;其中,该切口、热封单元系于闭合状夹链z00的中 线位置处裁断该夹链袋半制品905,使其裁断处同时形成切口一z41与切口二 z42两个切口,本步骤系在裁断同时进行熔合作业,使其裁断处的切口形成密封 边,并使夹链袋成品906与该夹链袋半制品905分离;本发明中更进一步将该 切口、热封单元30与定型单元40合并成一个装置,使步骤e.的裁断、热封切 口端与步骤f.的定型密封边两个步骤同步进行,则定型单元40在裁断、熔合的 当下即在该切口一z41与切口二42进行定型密合,并使该切口一、二z41/z42 分别形成第一侧封边z51与第二侧封边z52,如图6f所示;本发明中经过裁断、 热封与定型两个步骤后,即形成与该夹链袋半制品905分离的夹链袋成品906, 而该夹链袋成品906则形成具有开口边z3、第一侧封边z51、第二侧封边z52 与密封边z6的结构,而邻近开口边z3处的夹链部z,其中央处形成片段的开 启状夹链z11,而左右两侧则形成两个独立片段的闭合状夹链z00,如图6g所 示;再者,该夹链袋成品906,将可于收容额定数量后存放于包装袋内。
33.图7所示,为本发明中其制作方法所完成的预开式夹链袋906,其开口边 z3的夹链部呈现片段的开口状与片段的闭合状,也即其邻近第一、第二侧密封 边z51/z52的夹链部z为密合状态,而中央处的夹链部z3为开口状态;其系因 邻近第一、第二侧密封边z51/z52的夹链部z经过压合治具20的压合,其公扣 夹链z1嵌入母扣夹链z2中而相互扣合而形成闭合状夹链z00,但夹链部z的 中央处因被长舌棒10撑离但未经压合治具20的压合,其公扣夹链z1与母扣夹 链z2仍属分离状态而形成开启状夹链z11;本发明所完成的预开式夹链袋906 在进行包装作业时,作业者无需费力开启夹链部z,物件即可直接自中央处片段 的开启状夹链z11置入袋内,再借由两端独立片段的闭合状夹链z00朝向中央 部位将开启状夹链z11的公扣夹链z1压入母扣夹链z2内,由于受到两端其闭 合状夹链z00的导引,即可轻易进行该开启状夹链z11的扣合作业,且不会发 生任何的错位现象;因此本制作方法所完成的预开式夹链袋906,将可达到百分 百闭合、及省时省力的包装效果。
34.以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人 员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、 变化或等效,但都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1