一种气流纺纱装置和纺纱系统的制作方法
1.本实用新型涉及纺纱装置技术领域,尤其涉及一种气流纺纱装置和纺纱系统。
背景技术:
2.加捻是使纤维条成为纱线的必要手段。加捻时,通过气流纺纱装置的气流纺纱捻回喷嘴喷出压缩空气,该压缩空气在纺纱室内产生捻回气流,通过该捻回气流给纤维束施加捻,最终生成纱线。
3.目前,气流纺纱装置对纤维束加捻时,纤维束在高速的捻回气流作用下,经常与涡流管内壁产生摩擦,导致涡流管内壁的磨损较为严重,甚至出现涡流管上的捻回喷嘴损坏,无法使用的现象,导致涡流管的更换频次较高,加重了气流纺纱装置的维护成本。
4.因此,如何减轻气流纺纱装置的维护成本,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.有鉴于此,本实用新型的目的在于提供一种气流纺纱装置,以减轻气流纺纱装置的维护成本。
6.为了实现上述目的,本实用新型提供了如下技术方案:
7.一种气流纺纱装置,包括:
8.底座;
9.设置于所述底座上的涡流管,所述涡流管上设置有能够喷射加捻气流的捻回喷嘴,所述加捻气流能够对纤维束加捻;
10.设置于所述涡流管的内部腔体的引纱体,所述引纱体的外壁与所述涡流管的内壁之间形成能够容纳所述纤维束加捻的加捻缝隙,并且所述引纱体内设有导纱管,所述导纱管的第一端能够将所述纤维束由所述加捻缝隙导入至所述导纱管中,所述导纱管的第二端能够将纱线由所述导纱管导出;以及
11.设置于所述涡流管远离所述底座一端的针座和导入块,所述针座设有能够与所述涡流管配合的配合部和能够贴合在所述涡流管的内壁的贴合部,并且所述导入块设置于所述针座内,所述针座与所述导入块上之间形成纤维导入口,所述纤维导入口能够将所述纤维束导入至所述加捻缝隙中。
12.优选地,在上述气流纺纱装置中,所述配合部为第一台阶结构,所述涡流管上设有能够与所述第一台阶结构配合的第二台阶结构。
13.优选地,在上述气流纺纱装置中,所述导入块上设置有导引针,所述导引针的针端靠近并对齐所述导纱管的第一端。
14.优选地,在上述气流纺纱装置中,所述捻回喷嘴的数量为多个,并且所述捻回喷嘴喷射的气流在所述导纱管的轴向上能够形成使纤维束倒伏在所述引纱体的第一端的轴向分力,在所述导纱管的径向上能够形成使所述纤维束回转的径向分力。
15.优选地,在上述气流纺纱装置中,所述导纱管的第二端设置有辅助喷嘴,所述辅助喷嘴喷射的辅助气流能够对所述纤维束产生吸附力,使纤维束进入所述导纱管。
16.优选地,在上述气流纺纱装置中,所述导纱管的第二端的内壁自上而下分别设有圆柱部和圆锥部,并且所述导纱管的内部设置有中轴套,所述辅助喷嘴设置于所述中轴套的侧壁。
17.优选地,在上述气流纺纱装置中,所述加捻缝隙包括倒伏区、回转区和排出区,所述倒伏区、所述回转区和所述排出区沿所述纤维束的输送方向依次设置。
18.优选地,在上述气流纺纱装置中,位于所述回转区和所述排出区的引纱体的外壁均为锥形,并且位于所述排出区的引纱体的外壁锥度大于位于所述回转区的引纱体的外壁锥度。
19.使用本实用新型所提供的气流纺纱装置时,涡流管设置于底座上,由于涡流管上设有能够使加捻气流通过的捻回喷嘴,捻回喷嘴喷射的气流能够对纤维束加捻,并且导入块设置于针座内,针座与导入块之间形成纤维导入口,纤维导入口能够将纤维束导入至加捻缝隙中,因此,纤维束能够通过纤维导入口导入至加捻缝隙内,进入加捻缝隙后通过涡流管上设置的捻回喷嘴喷射加捻气流,通过该加捻气流对纤维束加捻,形成纱线,导纱管的第一端将纤维束由加捻缝隙导入至导纱管中,导纱管的第二端将纱线由导纱管导出,使加捻后的纱线通过导纱管导出。由此可见,采用本实用新型所提供的气流纺纱装置时,由于针座靠近涡流管的一端设有能够与涡流管配合的配合部和能够贴合在涡流管内壁的贴合部,因此,在加捻气流对纤维束加捻时,旋转的纤维束将与贴合在涡流管内壁的贴合部发生摩擦,减少了纤维束与涡流管内壁之间的摩擦,因此减少了由于纤维束摩擦造成的涡流管内壁磨损和捻回喷嘴损坏的现象,降低了涡流管的更换频次,由于涡流管的成本远超过针座和的成本,将纤维束的摩擦由涡流管转移至针座后,对气流纺纱装置维护时,针座和导入块不仅便于安装和拆卸,而且更换成本较低,减轻了气流纺纱装置的维护成本;同时,通过调整针座的贴合部的具体尺寸,能够调整加捻缝隙,满足不同原料的纤维束和工艺条件对加捻缝隙的要求,适合推广使用。
20.此外,本实用新型还公开了一种纺纱系统,包括如上任意一项所述的气流纺纱装置,因此兼顾了上述气流纺纱装置的所有技术效果,本文在此不再一一赘述。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
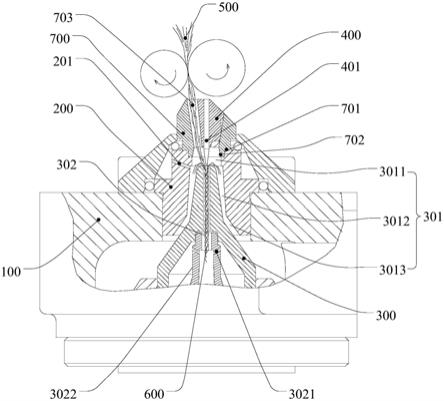
22.图1为本实用新型实施例所提供的一种气流纺纱装置的结构示意图。
23.其中,100为底座,200为涡流管,201为捻回喷嘴,300为引纱体,301为加捻缝隙,3011为倒伏区,3012为回转区,3013为排出区,302为导纱管,3021为辅助喷嘴,3022为中轴套,400为导入块,401为导引针,500为纤维束,600为纱线,700为针座,701为配合部,702为贴合部,703为纤维导入口。
具体实施方式
24.有鉴于此,本实用新型的核心在于提供一种气流纺纱装置,以减轻气流纺纱装置的维护成本。
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.如图1所示,本实用新型实施例公开了一种气流纺纱装置,包括底座100、涡流管200、引纱体300、针座700和导入块400。
27.其中,涡流管200设置于底座100上,涡流管200上设置有能够喷射加捻气流的捻回喷嘴201,加捻气流能够对纤维束500加捻;引纱体300设置于涡流管200的内部腔体,引纱体300的外壁与涡流管200的内壁之间形成能够容纳纤维束500加捻的加捻缝隙301,并且引纱体300内设有导纱管302,导纱管302的第一端能够将纤维束500由加捻缝隙301导入至导纱管302中,导纱管302的第二端能够将纱线600由导纱管302导出;针座700和导入块400设置于涡流管200远离底座100的一端,导入块400设置于针座700内,针座700设有能够与涡流管200配合的配合部701和能够贴合在涡流管200的内壁的贴合部702,并且针座700与导入块400形成纤维导入口703,纤维导入口703能够将纤维束500导入至加捻缝隙301中。
28.使用本实用新型所提供的气流纺纱装置时,涡流管200设置于底座100上,由于涡流管200上设有能够使加捻气流通过的捻回喷嘴201,捻回喷嘴201喷射的气流能够对纤维束500加捻,并且导入块400设置于针座700内,针座700与导入块400之间形成纤维导入口703,纤维导入口703能够将纤维束500导入至加捻缝隙301中,因此,纤维束500能够通过纤维导入口703导入至加捻缝隙301内,进入加捻缝隙301后通过涡流管200上设置的捻回喷嘴201喷射加捻气流,通过该加捻气流对纤维束500加捻,形成纱线600,导纱管302的第一端将纤维束500由加捻缝隙301导入至导纱管302中,导纱管302的第二端将纱线600由导纱管302导出,使加捻后的纱线600通过导纱管302导出。由此可见,采用本实用新型所提供的气流纺纱装置时,由于针座700靠近涡流管200的一端设有能够与涡流管200配合的配合部701和能够贴合在涡流管200内壁的贴合部702,因此,在加捻气流对纤维束500加捻时,旋转的纤维束500将与贴合在涡流管200内壁的贴合部702发生摩擦,减少了纤维束500与涡流管200内壁之间的摩擦,因此减少了由于纤维束500摩擦造成的涡流管200内壁磨损和捻回喷嘴201损坏的现象,降低了涡流管200的更换频次,由于涡流管200的成本远超过针座700的成本,将纤维束500的摩擦由涡流管200转移至针座700后,对气流纺纱装置维护时,针座700不仅便于安装和拆卸,而且更换成本较低,减轻了气流纺纱装置的维护成本;同时,通过调整针座700的贴合部702的具体尺寸,能够调整加捻缝隙301,满足不同原料的纤维束500和工艺条件对加捻缝隙301的要求,适合推广使用。
29.需要说明的是,上述配合部701可以是台阶结构、凸台结构或者是凹槽结构等类型,只要是能够与涡流管200配合的结构类型均属于本实用新型保护范围内;优选地,本实用新型实施例所提供的配合部701为第一台阶结构,涡流管200上设有能够与第一台阶结构配合的第二台阶结构,以便于通过第一台阶结构和第二台阶结构的配合将涡流管200和针座700连接在一起。
30.并且,本实用新型对上述贴合部702的大小和形状等参数不作具体限定,实际应用中,可以根据不同原料的纤维束500和不同工艺条件对加捻缝隙301的需求,适应性的调整贴合部702的大小和形状,或者,直接在该气流纺纱装置中配置多种规格的针座700,将各针座700的贴合部702制造为不同形状和大小,实际应用中,根据实际需求选配不同规格的针座700,满足不同原料纤维束500和工艺条件对加捻缝隙301的需求。
31.进一步地,设置于针座700内的导入块400上设置有导引针401,导引针401的针端靠近并对齐导纱管302的第一端,以便于通过导引针401引导纤维束500向下游侧移动,防止纤维束500在捻转气流作用下捻回向上游侧传递。
32.本技术中涉及的“上游侧”指的是纤维束500以及纱线600的行走方向上的上游侧,简称“上游侧”;涉及的“下游侧”指的是纤维束500以及纱线600的行走方向上的下游侧,简称“下游侧”。
33.本实用新型对于能够喷射加捻气流的捻回喷嘴201数量不作具体限定,实际应用中可以根据实际需求对捻回喷嘴201数量作适应性调整,只要是能够满足使用要求的数量均属于本实用新型保护范围内。
34.具体地,捻回喷嘴201的数量为多个,并且捻回喷嘴201喷射的气流倾斜于导纱管302的轴线方向,以便于使捻回喷嘴201喷射的气流在导纱管302的轴向上能够形成使一部分纤维束500分离扩散后倒伏在引纱体300的第一端的轴向分力,在导纱管302的径向上能够形成使纤维束500高速旋转的径向分力,以便于使一部分纤维束500在轴向分力作用下扩散呈伞状倒伏在引纱体300的第一端(即导纱管302的入口处),倒伏在引纱体300第一端的纤维束500后端便暴露在由径向分力产生的高速回旋气流中,随回旋气流的回转捻到纱线600的纱体上,形成实捻状的纱线600。
35.应当理解,本实用新型对上述捻回喷嘴201喷射气流的倾斜程度、轴向分力和径向分力的大小等参数不作具体限定,只要是能够满足使用要求的参数均属于本实用新型保护范围内。
36.进一步地,导纱管302的第二端设置有辅助喷嘴3021,辅助喷嘴3021喷射的辅助气流能够对纤维束500产生吸附力,使纤维束500进入导纱管302,以便于在纺纱工作刚开始时,使辅助喷嘴3021与捻回喷嘴201同时喷射气流,通过辅助喷嘴3021喷射的气流使导纱管302的上游内产生负压,对纤维束500产生吸附力,使纤维束500能够可靠地被导入导纱管302中。
37.需要说明的是,本实用新型实施例所提供的导纱管302的第二端的内壁自上而下设有圆柱部和圆锥部,并且导纱管302的内部设置有中轴套3022,辅助喷嘴3021设置于中轴套3022的侧壁,以便于将辅助喷嘴3021设置于中轴套3022,同时将导纱管302的下部设置为圆锥体,使引纱体300的外壁呈圆锥体状,提高纱线600卷绕的可靠性,提高纺纱速度。
38.如图1所述,上述加捻缝隙301包括倒伏区3011、回转区3012和排出区3013,倒伏区3011、回转区3012和排出区3013沿纤维束500的输送方向依次设置,以便于使纤维束500在倒伏区3011倒伏在引纱体300的第一端(即导纱管302的入口处),在回转区3012捻回气流作用下回转捻到纱线600的纱体上,形成实捻的纱线600,使没有成为纱线600的纤维束500由排出区3013排出引纱体300。
39.另外,位于上述回转区3012和排出区3013的引纱体300的外壁均为锥形,并且位于
排出区3013的引纱体300的外壁锥度大于位于回转区3012的引纱体300的外壁锥度,以便于能够更可靠地得到稳定的卷绕性,同时提高纺纱速度。
40.应当理解,本实用新型对上述辅助喷嘴3021数量不作具体限定,实际应用中可以根据实际需求适应性调整辅助喷嘴3021的数量,只要是能够满足使用要求的数量均属于本实用新型保护范围内;当辅助喷嘴3021为多个时,多个辅助喷嘴3021在中轴套3022的圆周上均匀分布。
41.此外,本实用新型还公开了一种纺纱系统,包括如上任意一项所述的气流纺纱装置,因此兼顾了上述气流纺纱装置的所有技术效果,本文在此不再一一赘述。
42.本实用新型的说明书和权利要求书及上述附图中的术语“第一”和“第二”等是用于区别不同的对象,而不是用于描述特定的顺序。此外术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有设定于已列出的步骤或单元,而是可包括没有列出的步骤或单元。
43.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1