一种醋酯纤维功能性混纺纱的纺纱工艺的制作方法
1.本发明涉及纺纱技术领域,具体是一种醋酯纤维功能性混纺纱的纺纱工艺。
背景技术:
2.醋酯纤维在国外发展较快,生产技术由美国、日本等几家大公司垄断,生产品种有烟用丝束及医用、化工用丝束、纺织用长丝和短纤等,美国、日本等国家正加速开发新品种,以适应流行面料市场的需要。我国醋酯纤维工业起步较晚,目前纺织用醋酯纤维完全依赖进口。醋酯纤维制备原料来源丰富,生产工艺简单而且流程短,再生速度快,并且生产过程不产生污染环境的“三废”,废弃后可以很快降解,是一种绿色环保的再生纤维素纤维。随着其特性的研究不断深入,醋酯纤维作为纺织原料的应用引起了人们的广泛关注。
3.现有醋酯纤维功能性混纺纱的纺纱工艺,由于醋酯短纤维的力学性能较差,纤维强度比粘胶还要小,长期以来局限于烟草过滤嘴的应用,短纤产品在市场上尚存在较大空白,因受技术限制,导致纺纱的柔软舒适性较差,吸湿速干的效果以及抗起毛起球的功能也不佳,使用十分不便,因此,针对以上现状,迫切需要开发一种醋酯纤维功能性混纺纱的纺纱工艺,以克服当前实际应用中的不足。
技术实现要素:
4.本发明的目的在于提供一种醋酯纤维功能性混纺纱的纺纱工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种醋酯纤维功能性混纺纱的纺纱工艺,包括以下步骤:
7.(1)选取纱线:按纤维在公定回潮率下的重量百分比计,纱线包括以下组成成分,莫代尔纤维60%,醋酸纤维40%;
8.(2)开清:将莫代尔纤维通过圆盘抓棉机和混开棉机进行抓取开松;
9.(3)梳理:通过梳理机对醋酯纤维进行柔性梳理;
10.(4)并条:采用两道混合并条,头道并条采用八根并合,以合理搭配生条,二道并条采用六根并合;
11.(5)粗纱:通过粗纱机进行生产,并定期对锭翼壁进行清理;
12.(6)细纱:采用偏大的牵伸隔距和钳口隔距的工艺,集聚区网格圈选用稀疏的规格,并增大积聚负压,使纤维粉尘顺利被吸入异形积聚管,钢丝圈则偏轻掌握,每天通过显微镜对钢丝圈的磨损状态进行监控,掌握钢丝圈更换周期;
13.(7)络筒:采用自动络筒机生产,合理设置电子清纱器的切疵门限,控制万米剪切数在六个以内,并使用蜡块对纱线进行上蜡处理。
14.与现有技术相比,本发明的有益效果是:
15.通过醋酯纤维功能性混纺纱的纺纱工艺,可进行产业化转化,突破因醋酯短纤维强力过低而无法单独成纱的技术限制,形成醋酯等低强纤维柔性纺纱工艺,实现醋酯短纤
维混纺功能性纱线的规模化生产,开发具有柔软舒适、吸湿速干、抗起毛起球功能的绿色环保纱线,填补市场空白,值得推广。
[0016][0017]
具体实施方式
[0018]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0019]
以下结合具体实施例对本发明的具体实现进行详细描述。
[0020]
本发明实施例提供的一种醋酯纤维功能性混纺纱的纺纱工艺,包括以下步骤:
[0021]
(1)选取纱线:按纤维在公定回潮率下的重量百分比计,纱线包括以下组成成分,莫代尔纤维60%,醋酸纤维40%;
[0022]
(2)开清:将莫代尔纤维通过圆盘抓棉机和混开棉机进行抓取开松;
[0023]
(3)梳理:通过梳理机对醋酯纤维进行柔性梳理;
[0024]
(4)并条:采用两道混合并条,头道并条采用八根并合,以合理搭配生条,二道并条采用六根并合;
[0025]
(5)粗纱:通过粗纱机进行生产,并定期对锭翼壁进行清理;
[0026]
(6)细纱:采用偏大的牵伸隔距和钳口隔距的工艺,集聚区网格圈选用稀疏的规格,并增大积聚负压,使纤维粉尘顺利被吸入异形积聚管,钢丝圈则偏轻掌握,每天通过显微镜对钢丝圈的磨损状态进行监控,掌握钢丝圈更换周期;
[0027]
(7)络筒:采用自动络筒机生产,合理设置电子清纱器的切疵门限,控制万米剪切数在六个以内,并使用蜡块对纱线进行上蜡处理。
[0028]
在纺纱过程中,醋酯纤维的断裂强度约为1.2-1.4cn/dtex,比粘胶纤维低约40-50%, 是典型的低强度纤维,无法单独成纱,需与其他纤维进行混纺,由于醋酯纤维采用分散染料染色,与莫代尔染色性能截然不同,且为尽量减少加工工序对纤维的损伤,散纤维混合的方式更适合该产品,而莫代尔纤维较为密实,需要加强开松,与醋酯纤维的柔性加工形成矛盾,因此采用莫代尔预开松、预混合和清梳联混合的方式,通过清花流程的优化兼顾两种纤维的加工要求,并通过两道混合并条、粗纱、细纱和络筒工艺,可进行产业化转化,突破因醋酯短纤维强力过低而无法单独成纱的技术限制,形成醋酯等低强纤维柔性纺纱工艺,实现醋酯短纤维混纺功能性纱线的规模化生产,开发具有柔软舒适、吸湿速干、抗起毛起球功能的绿色环保纱线,填补市场空白,值得推广。
[0029]
在本发明的一个实施例中,在步骤(1)中,所述纱线的英制支数为四十支,其中纤维含量的允差为
±
2%;
[0030]
在步骤(2)中,所述圆盘抓棉机的型号为fa002,圆盘打手速度600r/min,伸出肋条距离-2mm,间隙下降距离2mm;
[0031]
所述混开棉机的型号为fa036,混开棉机的梳针打手速度为200rpm-240rpm。
[0032]
由于莫代尔纤维原料较为紧实,而醋酯纤维比较松散,两者对开松的要求存在矛
盾,因此,为充分保护醋酯纤维,在开清工艺流程设计上,将莫代尔先通过抓棉机进行一次抓取开松,再与醋酯纤维混合,混合后的软包采用短流程清梳联,进行柔性清梳加工,最大限度减少纤维损伤。
[0033]
在本发明的一个实施例中,在步骤(3)中,所述梳理机的型号为fa201b,工艺参数为:生条定量23g/5m,出条速度70m/min,锡林转速200rpm,刺辊转速430rpm,盖板速度195mm/min,后棉箱打手速度600rpm。
[0034]
传统的梳理工艺均以“紧隔距、强分梳”为工艺原则,以求对纤维进行充分梳理,减少棉结,而随着差别化纤维的发展和化纤纺纱工艺的进步,针对一些无杂少疵的化学纤维,提出了柔性梳理理念,即以较小的梳理力,实现好的梳理效果,减少握持分梳造成的纤维损伤,对于醋酯纤维,由于其单纤维强力极低,柔性梳理工艺更为适用。
[0035]
在本发明的一个实施例中,在步骤(4)中,并条设备选取jwf1310型并条机和rsb-d22c 型并条机,工艺参数为:jwf1310型并条机采用八根并和,并合后定量为23g/5m,总牵伸 8倍,后区牵伸1.75倍,罗拉隔距10
×
20mm,出条速度250m/min;
[0036]
rsb-d22c型并条机并合数六根,定量20g/5m,总牵伸6.9倍,后区牵伸1.3倍,罗拉隔距13.5
×
22mm,喇叭口规格7f/3.2,出条速度300m/min,每桶落桶均需要清洁卫生;
[0037]
在步骤(5)中,所述粗纱机的型号为fa497,工艺参数为:粗纱定量4.0g/10m,捻度4.8捻/10cm,总牵伸10.06倍,后区牵伸1.19倍,罗拉隔距13
×
29
×
40mm,钳口隔距块6mm,锭速700rpm;
[0038]
在步骤(4)和(5)中,所述并条和粗纱均需降低生产速度。
[0039]
并条工序采用两道,以减少牵伸过程对纤维的损伤,为保证熟条的重量均匀度和混合均匀度,头道并条采用8根并合,以合理搭配生条;二道并条则采用6根并合以避免较大的牵伸对纤维的损伤及牵伸对不匀率的恶化,同时,并条、粗纱均适当降低生产速度,有利于改善质量。
[0040]
在本发明的一个实施例中,在步骤(6)中,细纱工序在jwf1510型细纱机上生产,工艺参数为:纱线英制支数40s,总牵伸倍数58.89倍,后区牵伸倍数1.098倍,钳口隔距块2.5mm,捻度95.9捻/10cm,罗拉隔距20
×
37mm,异型管负压-2600pa
‑‑
2800pa,锭速14000rpm,钢丝圈为专用型号。
[0041]
由于醋酯纤维的低强特性,细纱工序在牵伸过程中同样会产生短绒,长时间积累会造成机台清洁差,甚至附入成纱形成疵点,为此,工艺采用偏大的牵伸隔距和钳口隔距,以减轻对纤维的控制;集聚区网格圈选用较为稀疏的规格(100目/cm2),并适当增大积聚负压,使纤维粉尘可顺利被吸入异形积聚管,防止网格圈堵塞;钢丝圈则偏轻掌握,避免张力过大造成断头,并每天通过显微镜对钢丝圈的磨损状态进行监控,通过观察纱线与钢丝圈的摩擦痕、钢丝圈与钢领的摩擦痕之间的间距,掌握钢丝圈更换周期,以防止出现对纱线的刮擦。
[0042]
在本发明的一个实施例中,在步骤(7)中,所述自动络筒机的型号为savio polar l,络筒速度为1000m/min,电子清纱器通道设置为:n:4.5,ds
×
ls:1.8
×
1.8,dl
×
ll: 1.22
×
12,-d
×‑
l:-18%
×
12。
[0043]
络筒工序根据针织用纱的质量要求,合理设置电子清纱器的切疵门限,控制万米剪切数在6个以内,为提高纱线在后道加工的润滑性,避免纱线表面的醋酯纤维在后道加工
刮擦过程中断裂产生短绒,需选择合适的蜡块对纱线进行上蜡处理。
[0044]
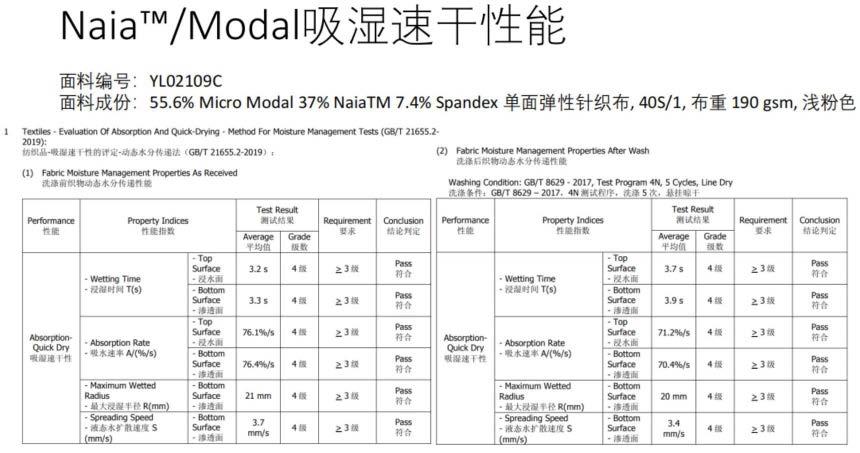
采用该纱线制成针织面料,经全国公正检验股份有限公司检测,吸湿速干符合gb/t21655.2-2019《纺织品吸湿速干性的评定第2部分:动态水分传递法》标准技术要求,具有较强的吸湿速干效果,测试结果见下表(面料编号:yl02109c;面料成份:55.6%micromodal37%naiatm7.4%spandex单面弹性针织布,40s/1,布重190gsm,浅粉色):
[0045][0046]
根据gb/t4802.3-2008标准测试此纱线做成的面料同比其他面料抗起性改善明显,如下表所示:
[0047][0048]
需要说明的是,在本发明中,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1