笔尖、具备笔尖的液体涂布工具及液体涂布方法与流程
1.本发明涉及一种用于化妆工具或书写工具等液体涂布工具的笔尖、具备该笔尖的液体涂布工具及使用该液体涂布工具的液体涂布方法。
背景技术:
2.用于毛笔类型的化妆工具和书写工具的多孔笔尖是将纤维在长边方向上集束,并使用树脂粘合剂粘合后,通过研磨等使前端形成毛笔状等所期望的形状。由于这种笔尖比需要控制从笔尖到笔尖的基部汇聚而成的纤维的毛笔更容易操作,因此被广泛用作化妆工具和书写工具等不可或缺的物品。
3.例如,在专利文献1中,提出了一种通过将一般市售的合成纤维和合成树脂弹性体组合而构成作为橡胶状弹性体的特定的纤维结构体,由纤维束在长边方向上簇聚构成,且书写前端具有非常优异的柔软性、弹性、耐久性及耐磨性的笔芯。
4.专利文献1:实开昭59-184679
5.然而,即使是用树脂粘合剂粘合的纤维成型的笔尖,在使用细线涂布时,线宽也会随着涂布时的轻微力调整(轻微负荷的差异)而改变,因此存在难以以所期望的线宽稳定地进行涂布的问题。
技术实现要素:
6.本发明是鉴于上述情况而完成的,其课题在于提供一种在线宽细的涂布中,能够以一定范围的线宽稳定地进行涂布的笔尖、具备该笔尖的液体涂布工具及使用该液体涂布工具的液体涂布方法。
7.为了解决上述课题,本发明的笔尖为多孔笔尖,其特征在于,该笔尖为外径朝向前端部逐渐减小的尖锐形状,在所述笔尖的前端部分设置有笔尖前端涂布部,以所述笔尖前端涂布部的后端部为起点,从该起点开始在所述笔尖的后端侧连续设置有3个以上的环状槽,所述笔尖前端涂布部的长度根据用途为所期望的涂布线的宽度的最大值的8倍以下。
8.所述3个以上的环状槽优选具有相同的槽宽及相同的槽深。
9.在所期望的涂布线的宽度为0.2mm~0.3mm左右的液体涂布工具所具备的笔尖的情况下,所述笔尖前端涂布部的长度优选为0.7mm以上且2.2mm以下。
10.作为所述环状槽之间的距离的槽宽可以为0.3mm以上且1.0mm以下。
11.本发明的液体涂布工具具备上述笔尖。
12.本发明的液体涂布方法的特征在于,使用上述液体涂布工具,一边对所述液体涂布工具施加负荷一边将该线涂布于被涂布物,以使涂布线的宽度在所述笔尖前端涂布部的长度的1/8~1之间的任意的数值上大致恒定,所述负荷通过以所述笔尖前端涂布部的后端部为起点连续设置3个以上的所述环状槽弯曲而分散应力,即使所述负荷稍有变动,也能够使所述涂布线的宽度大致恒定。
13.所述负荷的所述变动为0.3gf至1.0gf之间的变动。
发明效果
14.通过本发明的笔尖,尤其在线宽细的液体的涂布中,即使施加在液体涂布工具的负荷稍有变动,也能够以一定范围的线宽稳定地进行涂布。
附图说明
15.图1是本发明的笔尖的一例,图1(a)表示俯视图,图1(b)表示图1(a)的放大图。图2表示本发明的液体涂布工具的一例。图3中,对于本发明的笔尖的一例的试样1,图3(a)表示俯视图,图3(b)表示使用试样1进行的线宽的评价试验结果。图4中,对于本发明的笔尖的一例的试样2,图4(a)表示俯视图,图4(b)表示使用试样2进行的线宽的评价试验结果。图5中,对于本发明的笔尖的一例的试样3,图5(a)表示俯视图,图5(b)表示使用试样3进行的线宽的评价试验结果。图6中,对于本发明的笔尖的一例的试样4,图6(a)表示俯视图,图6(b)表示使用试样4进行的线宽的评价试验结果。图7中,对于本发明的笔尖的一例的试样5,图7(a)表示俯视图,图7(b)表示使用试样5进行的线宽的评价试验结果。图8中,对于本发明的笔尖的一例的试样6,图8(a)表示俯视图,图8(b)表示使用试样6进行的线宽的评价试验结果。图9中,对于本发明的笔尖的一例的试样7,图9(a)表示俯视图,图9(b)表示使用试样7进行的线宽的评价试验结果。图10中,对于本发明的笔尖的一例的试样8,图10(a)表示俯视图,图10(b)表示使用试样8进行的线宽的评价试验结果。图11中,对于本发明的笔尖的一例的试样9,图11(a)表示俯视图,图11(b)表示使用试样9进行的线宽的评价试验结果。图12中,对于本发明的笔尖的一例的试样10,图12(a)表示俯视图,图12(b)表示使用试样10进行的线宽的评价试验结果。图13中,对于本发明的笔尖的一例的试样11,图13(a)表示俯视图,图13(b)表示使用试样11进行的线宽的评价试验结果。图14中,对于本发明的笔尖的一例的试样12,图14(a)表示俯视图,图14(b)表示使用试样12进行的线宽的评价试验结果。图15中,对于比较例的笔尖的试样13,图15(a)表示俯视图,图15(b)表示使用试样13进行的线宽的评价试验结果。图16是在评价试验中,基于笔尖前端涂布部的长度而变化的线宽平均的平均值及偏差宽度的平均值的曲线图。图17是在评价试验中,基于设置于笔尖的环状槽的数量的线宽平均的平均值及偏差宽度的平均值的曲线图。图18是在评价试验中,基于设置于笔尖的环状槽之间的槽宽的线宽平均的平均值及偏差宽度的平均值的曲线图。
图19表示通过手写以角度70
°
在低负荷下进行书写时的照片的例子。图20a表示当对试样7进行机械书写时的负荷与线宽的关系的曲线图。图20b表示当对试样8进行机械书写时的负荷与线宽的关系的曲线图。图20c表示当对试样9进行机械书写时的负荷与线宽的关系的曲线图。图20d表示当对试样3进行机械书写时的负荷与线宽的关系的曲线图。图20e表示当对试样13进行机械书写时的负荷与线宽的关系的曲线图。图21表示以角度90
°
进行书写时的负荷与线宽的个别曲线图。图22表示以角度90
°
进行书写时的负荷与线宽的平均曲线图。图23表示以角度90
°
进行书写时的负荷和笔尖的照片。
具体实施方式
16.首先,在本技术说明书中,“前端部”是指各零部件中的液体涂布工具的笔尖侧的最前端部(位置),“后端部”是指各零部件中的与液体涂布工具的笔尖侧相反的一侧的最后端部(位置),“前端部分”是指各零部件中的前端部及前端部的附近部分,“后端部分”是指各零部件中的后端部及后端部的附近部分。“前端侧”是指笔尖侧,“后端侧”是指与笔尖侧相反的一侧。“中央部分”是指各零部件中的前端部分及后端部分以外的大致中央部附近。并且,“前端方向”是指朝向前端部的方向、“后端方向”是指朝向后端部的方向。对使用附图及符号用于实施本发明的形式进行说明,但是本发明并不限定于该实施例。
17.如图1(a)及图1(b)所例示,本发明的笔尖1为多孔,并且是外径朝向笔尖1的前端部逐渐减小的尖锐形状,在笔尖1的前端部分设置有笔尖前端涂布部2,以该笔尖前端涂布部2的后端部为起点,从该起点开始在笔尖1的后端侧连续设置有3个以上的环状槽3。此外,笔尖1的后端部分被直接或间接地插入于填充有液体的液体罐或含有液体的中棉中,与笔舌5、把持部6、笔帽7一同组装成液体涂布工具4(参考图2)。
18.笔尖1由多孔材料形成。因此,若将笔尖1的后端部浸渍于液体中,则能够通过毛细管力将液体供给到笔尖1的前端部分。多孔材料可以是将在液体涂布工具4的长边方向上收敛纤维而成的纤维束使用树脂粘合而成的材料,也可以是将合成树脂挤出成型的材料。此外,也可以是对针刺加工合成纤维而成的毛毡进一步进行热粘合或树脂加工而形成或将羊毛等缩绒且树脂加工而形成的毛毡制的材料、通过热可塑性树脂制的各粒状粒子彼此部分熔接并且在各粒状粒子之间彼此形成连通状连续气孔的烧结法形成的材料、由彼此为具有连通状连续气孔的立体网眼结构并且具备保形性和适度柔性的聚烯烃系泡沫等热可塑性产物形成的材料。
19.由树脂粘合纤维束而成的多孔的材料中所使用的纤维可使用合成纤维或兽毛等。作为合成纤维,可例示聚酰胺纤维的尼龙(注册商标)等、聚酯纤维的聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸丙二醇酯、聚萘二甲酸乙二酯、聚萘二甲酸丁二醇酯等、丙烯酸纤维等。其中,优选聚对苯二甲酸丙二醇酯。作为兽毛,可例示马、羊的毛等。并且,由树脂粘合纤维束而成的多孔材料中所使用的树脂可例示聚氨酯树脂、苯氧基树脂、环氧树脂、三聚氰胺树脂等。优选为与纤维的材料粘合性高的树脂粘合剂,尼龙纤维或聚酯纤维更优选聚氨酯树脂。
20.作为挤出成型合成树脂而成的多孔材料,可例示有合成树脂的聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二酯、聚缩醛、尼龙等的聚酰胺、聚乙烯、聚丙烯、丙烯酸树脂、聚氯乙烯、聚苯乙烯、聚乙酸乙烯酯、聚氨酯、聚四氟乙烯(注册商标)、abs树脂、as树脂、聚苯硫醚、聚砜、聚醚砜、聚醚醚酮、聚酰亚胺、聚酯弹性体等各种弹性体等热塑性树脂。可以根据目的来掺合填充剂、各种添加剂等。
21.笔尖1呈所谓的毛笔形状,并具有尖锐形状,在组装于液体涂布工具4的笔舌5时,其外径从与该笔舌的前端部接触的部分朝向笔尖1的前端部逐渐变小。比笔舌5的前端部更靠前端侧的未被笔舌5覆盖的笔尖1的露出长度为l1,与笔舌5的前端部接触的部分的笔尖基部外径为b1。
22.笔尖1的前端部分设置有多个环状槽3,在该环状槽3中最前端侧的环状槽3与笔尖1的前端部之间设置有笔尖前端涂布部2。
23.以笔尖前端涂布部2的后端部为起点,从该起点开始在笔尖1的后端侧连续设置有3个以上的环状槽3。通过形成环状槽3,能够分散施加到笔尖前端涂布部2的负荷(力)的应力,尤其在涂布细线的情况下,能够抑制线宽的偏差而涂布。环状槽3为将笔尖1沿周向研磨槽而形成。环状槽3的槽深d根据笔尖1的材料或尺寸、用途、所期望的涂布线的宽度适当设定。在所期望的涂布线的宽度为0.2mm~0.3mm左右的情况下,环状槽3的槽深d优选在0.03mm~0.11mm的范围内,更优选在0.04mm~0.09mm的范围且0.04mm~0.07mm的范围内。从以应力分散的方式挠曲的观点考虑,连续设置3个以上的环状槽3。作为环状槽3之间的距离的槽宽w也根据笔尖的材料或尺寸、用途、所期望的涂布线的宽度适当设定。在所期望的涂布线的宽度为0.2mm~0.3mm左右的情况下,环状槽3之间的槽宽w优选为0.3mm以上且1.0mm以下,更优选为0.4mm以上且1.0mm的范围。并且,环状槽3的个数最小为3个,但是最大可以是从笔尖露出长度l1减去笔尖涂布部长度l2并且除以槽宽w的数量。即,从最小3个到该最大的个数之间适当设定。从应力分散的观点考虑,连续设置3个以上的环状槽3。这是因为若环状槽3不连续并且以分开的距离设置,则在涂布时无法有效地分散所施加的负荷而使笔尖挠曲。并且,若槽宽w和槽深d也能够进行应力分散,则并无特别限定,但是从挠曲效果的观点考虑,优选设为槽宽w相同且槽深d也相同。
24.笔尖前端涂布部2中,将轴向的长度设为笔尖涂布部长度l2,将与最前端侧的环状槽3接触的部分的外径设为笔尖前端涂布部外径b2,则笔尖前端涂布部长度l2根据用途设定成所期望的涂布宽度的最大值的8倍以下。在尤其需要细线宽的涂布的情况下,皮肤或纸等被涂布物上以笔尖前端涂布部2的一部分接触的方式进行涂布。此时,施加于笔尖前端涂布部2的负荷不恒定时,线宽容易偏差,但是通过将笔尖前端涂布部2的后端部为起点而设置的环状槽3,能够使该负荷分散于环状槽3,因此能够抑制涂布线的线宽的偏差。此外,能够使负荷分散于环状槽3,因此也能够抑制笔尖前端涂布部2的纤维的松散或压碎。在此,为了涂布细的涂布线,在施加较低的负荷(例如为2gf以下的负荷,优选为1gf以下的负荷)时,涂布线的宽度根据笔尖前端涂布部2的笔尖前端涂布部长度l2、相对于涂布面的书写角度、相对于从上面观察涂布面时的涂布线方向的笔尖1的角度、施加于笔尖
前端涂布部2的负荷等发生变化。其中,例如,相对于涂布面的书写角度为70
°
左右(即,将液体涂布工具4从90
°
倾斜而涂布)、相对于从上面观察涂布面时的涂布线方向的笔尖1的角度大致为零(即,以从上面观察使涂布线方向与笔尖1的长边方向大致相同的方式进行涂布)的情况下,施加于笔尖前端涂布部2的与被涂布物接触的部分的负荷也分散于环状槽3,变动变小。可例示在所期望的涂布线的宽度为0.2mm~0.3mm左右的液体涂布工具4中所具备的笔尖1的情况下,即使负荷的变动为0.3gf~1.0gf也能够稳定线宽而进行涂布。但是,这种负荷的分散中,若笔尖前端涂布部2的与被涂布物接触的部分与环状槽3分开一定距离,则负荷的分散效果降低。即,相对于所期望的线宽,笔尖前端涂布部2不需要过大,因此笔尖前端涂布部长度l2根据用途设定成所期望的涂布宽度的最大值的8倍以下。另外,以从上面观察使涂布线方向与笔尖1的长边方向大致相同的方式进行涂布的情况下,与被涂布物接触的部分的涂布方向的长度和线宽大致与笔尖前端涂布部长度l2和笔尖前端涂布部外径b2成比例。并且,笔尖前端涂布部长度l2的下限考虑使笔尖前端涂布部2的整个表面与被涂布物接触而涂布(书写)时的涂布线的宽度来确定。例如,在所期望的涂布线的宽度为0.2mm~0.3mm左右的液体涂布工具4中所具备的笔尖1的情况下,笔尖前端涂布部长度l2例示为0.7mm以上且2.2mm以下。
25.另一方面,在笔尖前端涂布部2能够与被涂布物接触的区域全部用于涂布的情况下,线宽大致成为笔尖前端涂布部外径b2。之后,直到最前端侧的环状槽3或与其相邻的几个环状槽3为止,能够使被涂布物接触而涂布粗的线,但是与仅使笔尖前端涂布部2接触而进行涂布时相比,需要更大的负荷的变动。即使在这种情况下,负荷通过环状槽3分散并且涂布线的宽度变得容易稳定。
26.笔尖1设置于液体涂布工具4。图2中示出了眼线笔的例。作为液体涂布工具4,可例示眼线笔、眼影、眉笔、唇线笔、唇彩、遮瑕膏、指甲护理产品、睫毛护理产品、指甲油用刷子等化妆用液体涂布工具、油性记号笔、水性记号笔、线记号笔、修正笔、医疗用记号笔的书写用液体涂布工具、药液涂布工具等。实施例
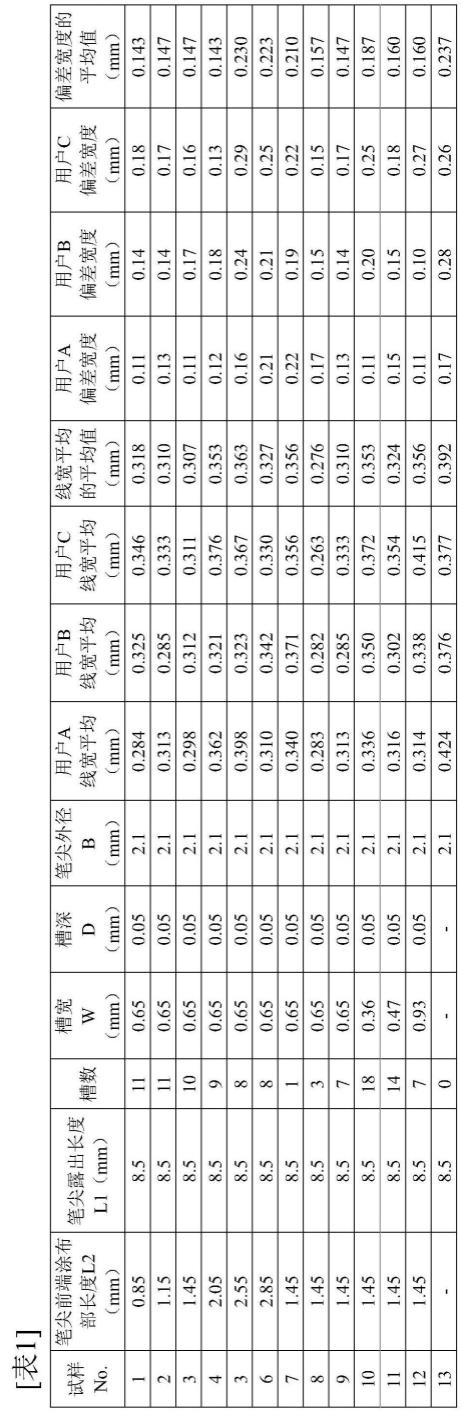
27.(评价用试样的制作)作为多孔的材料,将0.77dtex的聚酰胺纤维在长边方向上捆绑19,584根,并且通过成型模具进行热加工,将笔尖的外径设为3.1mm,将聚氨酯树脂进行浸渍干燥而粘合之后,使用切割成规定长度的材料,进行研磨来制作前端为尖锐形状且具有环状槽的试样1~试样12。并且,作为比较试样,制作了不具备环状槽的以往的笔尖的试样13。试样1~试样13的形状示于表1及图3~图15的(a)中。
28.(手写评价试验)将试样1~试样13组装于液体涂布工具,进行了基于手写的评价试验。通过3名用户(a、b、c),将各自的液体涂布工具倾斜成约70
°
,尽可能书写10根细线,评价了线宽的平均和偏差的宽度。关于偏差,通过从各用户中的最大线宽减去最小线宽的值进行了评价。手写评价试验的结果示于表1及图3~图15的(b)中。
[0029][0030]
(手写评价试验的解析1)
使用所获得的评价试验结果,对笔尖前端涂布部长度l2解析了线宽及线宽的偏差。将解析结果示于表2及图16中。
[0031]
[表2]
[0032]
由表2及图16可知,与以往的笔尖的试样13相比,试样1~试样6的线宽均较细,线宽的偏差也较小。尤其在试样1、2、3、4(笔尖前端涂布部长度:0.85mm~2.05mm)中,可见线宽的偏差进一步得到抑制。
[0033]
(手写评价试验的解析2)使用所获得的评价试验结果,对环状槽3的槽数解析了线宽及线宽的偏差。将解析结果示于表3及图17中。
[0034]
[表3]
[0035]
由表3及图17可知,与以往的笔尖的试样13相比,在试样8、9、3(槽数3~10)中线宽较细,线宽的偏差也较小。
[0036]
(手写评价试验的解析3)使用所获得的评价试验结果,对环状槽3的槽宽度w解析了线宽及线宽的偏差。将解析结果示于表4及图18中。
[0037]
[表4]
[0038]
由表4及图18可知,与以往的笔尖的试样13相比,在试样10、11、3、12(槽宽0.36~0.93)中线宽较细,线宽的偏差也较小。
[0039]
(基于手写的低负荷时的照片评价)评价了将书写角度设为70
°
并且通过手写施加低负荷时的笔尖照片。使用试样3(具有环状槽)、试样13(不具有环状槽),将负荷设为1gf以下、2gf拍摄了照片。将结果示于图19中。
[0040]
在试样3中,在低负荷的1gf以下的情况下,观察了挠曲的状态。
[0041]
(基于机器书写的负荷与线宽的评价)对在表3及图17的评价中使用的试样7、8、9、3(槽数分别为1、3、7、10)及试样13(无槽)进行了机器书写试验。在将书写角度设为90
°
且将书写负荷设为0.1gf~2.0gf的范围内进行书写,将书写速度设为10mm/秒,在涂布纸上进行书写,在n=3下进行了试验。线宽进行了平均。将试样7的结果示于图20a中,将试样8的结果示于图20b中,将试样9的结果示于图20c中,将试样3的结果示于图20d中,将试样13的结果示于图20e中。
[0042]
由图20b、图20c、图20d可知,线宽到达0.4mm附近之后负荷为0.9gf~1.0gf左右为止大致恒定,与此相对,由图20a、图20e可知,线宽越过0.4mm附近从0.45mm左右与负荷联动,线宽也具有变大的倾向。在机器书写和手写、书写角度为90
°
和70
°
中,稳定的线宽的值稍微不同,但是与图19的照片评价结合,即使负载在大致0.3gf以上且1.0gf以下的范围内变动,也可见获得稳定的线宽的倾向。
[0043]
(手写中的官能评价)对在表3及图17的评价中使用的试样7、8、9、3(槽数分别为1、3、7、10)及试样13(无槽)进行了3名用户的手写的官能评价试验。关于细线是否容易描绘(线宽是否容易细)、是否容易稳定地描绘(线宽是否容易对其),以试样13(无槽)为基准的5分,进行了10分级评价。在表5中示出结果。
[0044]
[表5]
[0045]
由表5可知,试样8、9、3的评分较高。可知,表5的评价结果倾向于与表3的实际测定结果或机器书写的结果保持匹配度。
[0046]
(从基于机器书写的低负荷到高负荷为止的线宽评价)由于本发明的笔尖能够期待通过由于环状槽而产生的负荷的应力分散而挠曲的效果,因此若还用到环状槽部分,则即使在施加高负荷的情况下,线宽也稳定。在此,使用试样3,进行了通过书写角度90
°
、机器书写施加0.1gf~5.0gf的负荷时的线宽的测定(n=3)。在图21中将结果表示为负荷与线宽的个别曲线图,在图22中将结果表示为负荷与线宽的平均曲线图。
[0047]
由图21、图22可知,除了线宽为0.4mm附近以外,在0.6mm附近、0.8mm附近即使负荷变动,也存在线宽恒定的倾向的区域。
[0048]
并且,使用试样3及试样13,拍摄了1gf~5gf时的笔尖的照片。将结果示于图23。笔尖的外径为2.0mm~4.0mm左右,因此比外径更细的笔尖前端涂布部及相邻的环状槽的挠曲的量非常小,但是与图22等的结果结合,根据本发明的笔尖的结构,能够以稳定的线宽涂布液体。符号说明
[0049]
1-笔尖,2-笔尖前端涂布部,3-环状槽,4-液体涂布工具,5-笔舌,6-把持部,7-笔帽,l1-笔尖露出长度,l2-笔尖前端涂布部长度,d-槽深,w-槽宽,b1-笔尖基部外径,b2-笔尖前端涂布部外径。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1