利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法与流程
1.本发明涉及利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法,更详细地,涉及如下的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法,即,可制备具有规定宽度的偏光膜,将所制备的偏光膜切割成可附着在玻璃透镜的规定形态并成型,由此,可以减少制备成本并提高偏光膜的制备效率。
背景技术:
2.如果原样接收被自然物重复反射和折射的自然光会引发眩光现象。在此情况下,佩戴应用偏光原理的偏光透镜,可以减少眩光。
3.偏光是指重复反射和折射的自然光通过偏光膜(偏振片)只沿着一个方向透射,从而只沿着特定的方向振动的光波。
4.这种偏光透镜可在日出或日落时阻隔反射光和折射光来减少眩光,并延长可以看到事物的可视距离。
5.并且,驾驶汽车时佩戴偏光透镜可阻隔不必要的光线并确保宽阔的视野,从而有助于安全驾驶。
6.一般的偏光透镜通过如下方法制备:在塑胶透镜或玻璃透镜的表面通过加热附着偏光膜(偏振片),或者使用将偏光膜预先成型为透镜形态后,在偏光膜的两侧倒入诸如烯丙基二甘醇碳酸酯(cr-39,allyldiglycol carbonate)或氨基甲酸乙酯的液体单体、低聚物来固化的浇铸方法,或者使用将在偏光膜之间或偏光膜两面贴合(laminating)三醋酸纤维素(tac,triacetyl cellulose)膜或聚碳酸酯(pc,polycarbonate)膜等保护膜的偏光片成型为透镜形状后,在注塑机放入成型的偏光片,通过镶嵌成形来加强厚度。
7.当在玻璃透镜贴合偏光膜时,在切割现有聚乙烯醇(pva,polyvinylalcohol)膜的情况下,由于脆性(brittleness)较大,因此,存在应切割成比实际透镜所需的尺寸更大的尺寸的问题。并且,由于脆性较大,因此,为了成型曲面而需要夹具,且存在应切割成比实际透镜所需的尺寸更大的尺寸的问题。
8.并且,为了增强刚性,即使在将三醋酸纤维素膜或聚碳酸酯膜用作支撑膜的情况下,也没有表示膜的可以使用程度,从而,在制备偏光透镜之后,存在有可能发生不良的问题。
9.现有技术文献
10.专利文献
11.韩国授权专利公报第10-1121276号(2012年02月21日授权)
12.韩国授权专利公报第10-1142382号(2012年04月26日授权)
13.韩国授权专利公报第10-1953411号(2019年02月22日授权)
14.韩国授权专利公报第10-2052168号(2019年11月28日授权)
技术实现要素:
15.本发明为了解决如上所述的问题而提出,本发明的目的在于,提供如下的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法,即,在使用玻璃透镜来生产偏光透镜的过程中,将偏光膜切割成适合于玻璃透镜的形态,从而可以提高经济性。
16.并且,本发明的目的在于,提供如下的透镜的偏光膜的玻璃偏光透镜的制备方法,即,可通过在偏光膜标注使用适宜性来降低加工玻璃偏光透镜时产品的不良率,以适合于玻璃偏光透镜的加工。
17.为了实现上述目的,本发明提供利用偏光膜的玻璃偏光透镜的制备方法,上述利用偏光膜的玻璃偏光透镜的制备方法包括:步骤(a),利用聚乙烯醇膜和支撑膜来制备偏光膜母材;步骤(b),将上述偏光膜母材切割成适合透镜的曲率半径的规定大小;步骤(c),根据玻璃透镜的曲率,将被切割成上述规定大小的偏光膜成型成具有规定曲率;以及步骤(d),在前后的玻璃透镜之间附着具有上述规定曲率的偏光膜。
18.本发明的特征在于,步骤(a)包括:步骤(a-1),用20~40℃的去离子水冲洗聚乙烯醇膜的表面1~3分钟;步骤(a-2),用20~40℃的去离子水膨润1~3分钟,以使染料渗透到冲洗的上述聚乙烯醇膜的分子结合部分;步骤(a-3),为了对膨润的上述聚乙烯醇膜赋予偏光功能和颜色而将其浸泡在由染料、碘或染料和碘的混合物与30~50℃的去离子水混合而成的水溶液来染色3~6分钟;步骤(a-4),用去离子水清洗并去除附着在染色的上述聚乙烯醇膜的表面的染料残渣或异物;步骤(a-5),利用卷对卷设备,通过硼酸水溶液交联来将清洗的上述聚乙烯醇膜拉伸至3~6倍;步骤(a-6),干燥拉伸的上述聚乙烯醇膜;步骤(a-7),利用粘结剂来将支撑膜贴合在拉伸的上述聚乙烯醇膜;步骤(a-8),干燥贴合的上述聚乙烯醇膜和支撑膜来形成偏光膜母材;以及步骤(a-9),在上述偏光膜母材的表面附着保护膜。
19.本发明的特征在于,支撑膜为选自聚碳酸酯膜、三醋酸纤维素膜或聚酰胺膜中的一种。
20.本发明的特征在于,粘结剂由聚乙烯醇粉末与水和固化剂混合而成的水系粘结剂形成。
21.本发明的特征在于,在水系粘结剂追加混合紫外线阻隔剂或水溶性变色染料。
22.本发明的特征在于,在步骤(b)中,为了在偏光膜中提高收率,被切开的偏光膜的各个列被切割成之字形。
23.本发明的特征在于,步骤(c)包括:步骤(c-1),用70~90℃的温度将被切割成上述规定大小的偏光膜预热12小时;步骤(c-2),将预热的上述偏光膜在90~120℃的温度条件下按照所确定的规定曲率成型3~5分钟;步骤(c-3),将成型成规定曲率的上述偏光膜插在玻璃模具之间并进行冷却来固定形态;以及步骤(c-4),从以规定曲率固定形态的上述偏光膜的边缘向内侧,以放射状印刷用于显示透镜可使用部分的规定长度的显示部。
24.本发明的特征在于,步骤(d)包括:步骤(d-1),将第一玻璃透镜放在具有相同曲率的模具上;步骤(d-2),在上述第一玻璃透镜上涂敷粘结剂;步骤(d-3),在涂敷有粘结剂的上述第一玻璃透镜上附着上述偏光膜;步骤(d-4),在上述偏光膜上涂敷粘结剂;步骤(d-5),在涂敷有粘结剂的上述偏光膜上附着第二玻璃透镜;以及步骤(d-6),对相互粘结的上述第一玻璃透镜、上述偏光膜及上述第二玻璃透镜进行紫外线固化或热干燥来形成偏光透镜。
25.本发明的特征在于,用于粘结玻璃透镜和偏光膜的粘结剂为紫外线或热固化性粘结剂。
26.如上所述,本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法具有如下的优点,即,可将偏光膜切割成适合于玻璃透镜的形态,从而,由于偏光膜的收率增加而减少玻璃偏光透镜的制备成本。
27.并且,本发明具有如下的优点,即,具备用于显示是否可以使用玻璃偏光透镜中最重要的偏光膜的显示部,因此,可以大幅度减少产品的不良率。
附图说明
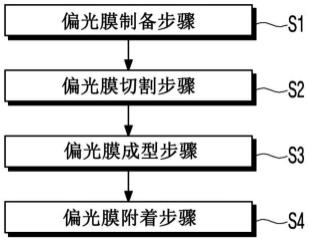
28.图1为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的整体制备方法的流程图。
29.图2为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的偏光膜制备步骤的流程图。
30.图3为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的偏光膜成型步骤的流程图。
31.图4为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的在玻璃透镜附着偏光膜的偏光膜附着步骤的流程图。
32.图5为示出本发明的偏光膜切割步骤中的偏光膜的切割形态的俯视图。
33.图6为示出本发明的被切割的偏光膜的成型步骤中的在偏光膜印刷显示部的俯视图。
34.图7为示出现有的偏光膜的使用形态的俯视图。
具体实施方式
35.以下,参照附图,详细说明本发明一实施例的偏光透镜的制备方法。
36.图1为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的整体制备方法的流程图,图2为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的偏光膜制备步骤的流程图,图3为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的偏光膜成型步骤的流程图,图4为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的在玻璃透镜附着偏光膜的偏光膜附着步骤的流程图,图5为示出本发明的偏光膜切割步骤中的偏光膜的切割形态的俯视图,图6为示出本发明的被切割的偏光膜的成型步骤中的在偏光膜印刷显示部的俯视图,图7为示出现有的偏光膜的使用形态的俯视图。
37.图1为本发明的利用适合于玻璃透镜的偏光膜的玻璃偏光透镜的制备方法的流程图。如图所示,玻璃偏光透镜制备方法包括:(a)偏光膜母材制备步骤s1,利用聚乙烯醇膜和支撑膜来制备偏光膜母材;(b)偏光膜切割步骤s2,将偏光膜母材切割成适合于透镜的曲率半径的规定大小;(c)偏光膜成型步骤s3,根据玻璃透镜的曲率,将被切割成规定大小的偏光膜成型成具有规定曲率;以及(d)偏光膜附着步骤s4,在前后的玻璃透镜之间附着具有规定曲率的偏光膜。
38.首先,说明利用聚乙烯醇膜和支撑膜的偏光膜母材来制备偏光膜母材的(a)偏光
膜制备步骤s1。如图2所示,偏光膜制备步骤s1包括:(a-1)聚乙烯醇膜清洗步骤s11,用20~40℃的去离子水冲洗聚乙烯醇膜的表面1~3分钟;(a-2)聚乙烯醇膜膨润步骤s12,用20~40℃的去离子水膨润1~3分钟,以可以使染料渗透到冲洗的聚乙烯醇膜的分子结合部分;(a-3)聚乙烯醇膜染色步骤s13,为了对膨润的聚乙烯醇膜赋予偏光功能和颜色而将其浸泡在由染料、碘或染料和碘的混合物与30~50℃的去离子水混合而成的水溶液来染色3~6分钟;(a-4)聚乙烯醇膜清洗步骤s14,用去离子水清洗并去除附着在染色的聚乙烯醇膜的表面的染料残渣或异物;(a-5)聚乙烯醇膜拉伸步骤s15,利用卷对卷(roll-to-roll)设备,通过硼酸水溶液交联来将清洗的聚乙烯醇膜拉伸至3~6倍;(a-6)聚乙烯醇膜干燥步骤s16,干燥拉伸的聚乙烯醇膜;(a-7)聚乙烯醇膜和支撑膜贴合步骤s17,利用粘结剂来将支撑膜贴合在拉伸的聚乙烯醇膜;(a-8)偏光膜形成步骤s18,干燥贴合的聚乙烯醇膜和支撑膜来形成偏光膜母材;以及(a-9)保护膜附着步骤s19,在偏光膜母材的表面附着保护膜。
39.首先,说明(a-1)聚乙烯醇膜清洗步骤s11,用20~40℃的去离子水(deionized water)冲洗聚乙烯醇膜的表面1~3分钟。为了制备偏光膜而提供的膜为普通卷形态。由于以卷形态提供,因此,若将聚乙烯醇膜从卷解绕,则在表面有可能附着异物或灰尘等。为了去除这种异物,利用20~40℃的去离子水来冲洗1~3分钟。
40.接着,进行(a-2)聚乙烯醇膜膨润步骤s12,用20~40℃的去离子水膨润1~3分钟,以可以使染料渗透到冲洗的聚乙烯醇膜的分子结合部分。以可向聚乙烯醇膜的分子结合部分投入染料的方式扩大分子间的结合距离,在去离子水中尽可能最大程度地使聚乙烯醇膜膨润。
41.接着,进行(a-3)聚乙烯醇膜染色步骤s13,为了对膨润的聚乙烯醇膜赋予偏光功能和颜色而将其浸泡在由染料、碘或染料和碘的混合物与30~50℃的去离子水混合而成的水溶液来染色3~6分钟。为了对聚乙烯醇膜赋予偏光功能而需要二向色性物质。二向色性物质使用碘和染料。偏光膜主要利用碘类来赋予偏光功能,将聚乙烯醇膜浸渍在碘和碘钾络合物的水溶液并染色来赋予偏光功能。碘系偏光膜在偏光膜应具备的透射度和偏光效率等的光学特性方面优秀,但因碘的升华性而存在对于温度、湿度、光的耐久性问题,因此,无法在严酷的环境下使用。在染料类偏光膜的情况下,解决了作为碘的缺点的耐久性问题,但染料的二向色性低,从而与碘系偏光膜相比,偏光性能将会降低。由此,也可在染料和碘的混合溶液中进行染色来赋予偏光功能。
42.接着,进行(a-4)聚乙烯醇膜清洗步骤s14,用去离子水清洗并去除附着在染色的聚乙烯醇膜的表面的染料残渣或异物。用去离子水清洗染色的聚乙烯醇膜来去除表面的异物。
43.接着,进行(a-5)聚乙烯醇膜拉伸步骤s15,利用卷对卷(roll-to-roll)设备,通过硼酸水溶液交联来将清洗的聚乙烯醇膜拉伸至3~6倍。在卷对卷设备中通过不同地设置卷绕的卷的张力和解绕的卷的张力来将聚乙烯醇膜向一轴拉伸至3~6倍。通过硼酸水溶液交联拉伸的膜来以拉伸的状态进行固定。拉伸为向一轴拉伸,向分隔链的取向方向并排排列二向色性分子并通过硼酸交联。
44.接着,进行(a-6)聚乙烯醇膜干燥步骤s16,干燥拉伸的聚乙烯醇膜。将拉伸的聚乙烯醇膜在水溶液中通过硼酸交联,因此,留有水溶液成分,从而通过干燥来形成为偏光膜。
45.接着,进行(a-7)聚乙烯醇膜和支撑膜贴合步骤s17,利用粘结剂来将支撑膜贴合
在拉伸的聚乙烯醇膜。支撑膜与聚乙烯醇膜可以相互附着,对于支撑膜和聚乙烯醇膜,在支撑膜两侧附着聚乙烯醇膜,在聚乙烯醇膜的两侧附着支撑膜。支撑膜可使用三醋酸纤维素膜、聚碳酸酯膜或聚酰胺膜。即,结构上,可形成聚乙烯醇/三醋酸纤维素/聚乙烯醇、三醋酸纤维素/聚乙烯醇/三醋酸纤维素、聚乙烯醇/聚碳酸酯/聚乙烯醇、聚碳酸酯/聚乙烯醇/聚碳酸酯、聚乙烯醇/聚酰胺/聚乙烯醇、聚酰胺/聚乙烯醇/聚酰胺。根据需要,可对三醋酸纤维素膜进行表面预处理作业。在三醋酸纤维素膜的预处理过程中,在naoh水溶液浸渍三醋酸纤维素膜来对于三醋酸纤维素膜110进行表面改性。在进行表面改性反应之后,在三醋酸纤维素膜的表面形成羟基(oh-)。形成在三醋酸纤维素膜的表面的羟基(oh-)与水系粘结剂相结合,从而可以增强表面结合力。使用水系性粘结剂作为粘结剂。水系性粘结剂可以为聚乙烯醇类粘结剂、聚乙烯亚胺类粘结剂、聚羧酸类粘结剂、环氧类粘结剂、醛类粘结剂、水分散聚氨酯类粘结剂等。作为水系性粘结剂的例,聚乙烯醇类粘结剂将聚乙烯醇粉末用作粘结剂。将粉末溶解在脱盐水中来制成浆糊,利用制成的浆糊来相互附着烯醇膜与支撑膜。根据需要,可以投入固化剂。并且,可以在水系粘结剂追加混合紫外线阻隔剂或水溶性变色染料来赋予功能性。
46.接着,进行偏光膜形成步骤s18,干燥贴合的聚乙烯醇膜和支撑膜来形成偏光膜母材。用于聚乙烯醇膜和支撑膜的水系粘结剂包含水分,因此,可通过干燥规定时间来获得强度得到强化的偏光膜。
47.接着,进行保护膜附着步骤s19,在偏光膜母材的表面附着保护膜。为了保护通过聚乙烯醇膜和支撑膜形成的偏光膜的表面而在表面附着保护膜。在偏光膜的表面附着保护膜来完成偏光膜的制备。
48.接着,进行(b)偏光膜切割步骤s2,将偏光膜母材切割成适合于透镜的曲率半径的规定大小。若完成偏光膜母材,则将偏光膜母材切割成符合透镜的曲率半径的规定大小来形成偏光膜。偏光膜向一轴拉伸,因此,当通常为了成型而施加热量时,有可能因原状恢复力而发生变形。由此,偏光膜考虑到因原状恢复力的收缩变形而被制成椭圆形态。图5示出对本发明的偏光膜的切割。图5示出在附着有保护膜的偏光膜100中按规定大小进行切割。切割的偏光膜200为了成型而可以形成为微细的椭圆形。并且,如图所示,偏光膜的切割为可以在横向和纵向长度为250mm的状态下切割成12个偏光膜,图7示出现有的偏光膜的切割形态,由于使用夹具,因此,可以以相同的大小切割4个偏光膜。如图所示,偏光膜10被切割(11)成4部分,在切割的部分中仅利用圆形偏光膜20部分来与玻璃透镜附着。因此,与现有的偏光膜相比,本发明的偏光膜可以获得3倍的收率。为了提高收率,偏光膜的各个列被切割成之字形。
49.接着,参照图3说明(c)偏光膜成型步骤s3,根据玻璃透镜的曲率,将被切割成规定大小的偏光膜成型成具有规定曲率。偏光膜成型步骤s3包括:(c-1)偏光膜预热步骤s31,通过70~90℃的温度将被切割成规定大小的偏光膜的预热12小时;(c-2)偏光膜成型步骤s32,将预热的偏光膜在80~140℃的温度条件下按照所确定的规定曲率成型3~5分钟;(c-3)偏光膜形态固定步骤s33,将成型成规定曲率的偏光膜插在玻璃模具之间并进行冷却来固定形态;以及(c-4)偏光膜显示部印刷步骤s34,从以规定曲率固定形态的偏光膜的边缘向内侧,以放射状印刷用于显示透镜可使用部分的规定长度的显示部。
50.首先,进行(c-1)偏光膜预热步骤s31,通过70~90℃的温度将被切割成规定大小
的偏光膜预热12小时。在适当温度条件下将被切割成规定大小的偏光膜预热12小时。预热偏光膜12小时,从而可以将偏光膜成型成具有规定曲率的偏光膜。即,分子间结合处于松弛状态,从而,偏光膜弯曲成具有规定曲率。并且,预热是为了防止成型后的膜因偏光膜的含水率而发生物理变化。并且,追加地,在成型过程中为了使维持颜色变化率恒定而进行预热。
51.接着,进行(c-2)偏光膜成型步骤s32,将预热的偏光膜在80~140℃的温度条件下按照所确定的规定曲率成型3~5分钟。预热到形态可以变形的程度之后,将预热的偏光膜放入按规定的曲率来制备的模具并形成规定曲率。
52.接着,进行(c-3)偏光膜形态固定步骤s33,将成型成规定曲率的偏光膜插在玻璃模具之间并进行冷却来固定形态。将以可维持固定曲率的方式成型的偏光膜插在玻璃模具之间并进行冷却来固定形态。优选地,缓慢地进行冷却,这是因为急剧的冷却有可能对偏光膜的组织产生影响。
53.接着,进行(c-4)偏光膜显示部印刷步骤s34,从以规定曲率固定形态的偏光膜的边缘向内侧,以放射状印刷用于显示透镜可使用部分的规定长度的显示部。偏光膜通过冲孔等装置进行冲孔来切割成规定形态,因此,切割的部分会发生微细的龟裂。由此,以仅可使用偏光膜的规定内侧部分的方式印刷显示部。显示部通过显微镜等装置检查被切割的偏光膜的边缘侧,以检测的偏光膜的整体值为基准来判断龟裂发生程度。由此,将显示部印刷至未发生微细龟裂的部分并与玻璃透镜接合,由此,当加工玻璃偏光透镜时,可利用显示部来便利地加工成规定形态。由此,制作玻璃透镜的眼镜行业可以在加工玻璃偏光透镜时减少产品的不良率,并且,在偏光膜的供应商的立场上,也可以通过显示出有可能发生不良的规定部分来减少产品自身的不良率,从而具有经济上的优点。图6示出显示部202的形成。切割的偏光膜200具有偏光膜本体201和印刷至规定长度的显示部202,根据需要,也可以将显示部203印刷成内侧的虚线形态来显示。若印刷显示部202,则完成偏光膜的成型。
54.最后,参照图4,说明(d)偏光膜附着步骤s4,在前后的玻璃透镜之间附着具有规定曲率的偏光膜。在玻璃透镜之间附着偏光膜的步骤包括:(d-1)第一玻璃透镜准备步骤s41,将第一玻璃透镜放在具有相同曲率的模具上;(d-2)涂敷步骤s42,在上述第一玻璃透镜上涂敷粘结剂;(d-3)附着步骤s43,在涂敷有粘结剂的上述第一玻璃透镜上附着上述偏光膜;(d-4)涂敷步骤s44,在上述偏光膜上涂敷粘结剂;(d-5)附着步骤s45,在涂敷有粘结剂的上述偏光膜上附着第二玻璃透镜;以及(d-6)形成步骤s46,对相互粘结的上述第一玻璃透镜、上述偏光膜及上述第二玻璃透镜进行紫外线固化或热干燥来形成偏光透镜。
55.首先,进行(d-1)第一玻璃透镜准备步骤s41,将第一玻璃透镜放在具有相同曲率的模具上。将第一玻璃透镜放在按透镜的曲率制作的模具上。模具以使凸面朝向上方的方式突出形成。模具根据玻璃透镜的曲率以与玻璃透镜具有相同曲率的方式形成,若准备模具,则将玻璃透镜放在突出形成的模具面上。
56.接着,进行(d-2)粘结剂涂敷步骤s42,在第一玻璃透镜的凸面上涂敷粘结剂。当在玻璃透镜的表面涂敷粘结剂时,根据需要,可先在玻璃透镜的表面涂敷引物之后再涂敷粘结剂。粘结剂使用紫外线粘结剂或热固化性粘结剂。
57.接着,进行(d-3)附着步骤s43,在第一玻璃透镜的粘结剂涂敷面上附着偏光膜。在涂敷有粘结剂的玻璃透镜上附着偏光膜。
58.接着,进行(d-4)粘结剂涂敷步骤s44,在附着于第一玻璃透镜的偏光膜上涂敷粘结剂。通过相同过程在偏光膜的接触面涂敷粘结剂。粘结剂可使用紫外线固化粘结剂或热固化性粘结剂。
59.接着,进行(d-5)第二玻璃透镜附着步骤s45,在涂敷有粘结剂的偏光膜上附着第二玻璃透镜。
60.接着,进行(d-6)玻璃偏光透镜形成步骤s46,对相互粘结的第一玻璃透镜、偏光膜及第二玻璃透镜进行紫外线固化或热干燥来形成玻璃偏光透镜。使用于玻璃透镜和偏光膜的附着的紫外线或热固化性粘结剂完全干燥来完成玻璃偏光透镜。
61.以上说明了本发明的优选一实施例,但是,本发明可进行各种变化、变更及使用等同物,并且上述多个实施例可通过适当的变形来同样应用,这是显而易见的。因此,上述记载内容并非意在限定本发明的范围,本发明的范围由所附发明要求保护范围限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1