一种零间隙裁切机构的制作方法
1.本发明涉及一种光伏焊带的裁切设计,属于物料裁切技术领域,尤其涉及一种零间隙裁切机构。
背景技术:
2.太阳能电池组件生产制造过程需要将单片太阳能电池片串焊成所需长度,以制作成太阳能电池板,串焊过程中需要裁切出指定长度的焊带,实现电池片之间的焊接、正负极互联。
3.传统的冲裁设备,刀具与刀具、刀具与砧板之间都留有一定间隙,而光伏焊带为很薄的镀锡铜带,结构刚性弱,较大的裁切间隙会导致切口出现毛刺、影响尺寸精度,甚至无法顺利裁切。因此,光伏焊带裁切一般采用很小的裁切间隙,现有的光伏焊带裁切机构多为很小的正间隙裁切,长期工作后刀具磨损,需要重新调整裁切间隙,同时由于间隙过小,调试过程复杂。
4.公开该背景技术部分的信息仅仅旨在增加对本专利申请的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本发明的目的是克服现有技术中存在的无法实现零间隙裁切、裁切质量较差的缺陷与问题,提供一种能够实现零间隙裁切、裁切质量较好的零间隙裁切机构。
6.为实现以上目的,本发明的技术解决方案是:一种零间隙裁切机构,包括:移动刀架,可沿上下方向上移动;焊带切刀,通过横向弹性件弹性安装至所述移动刀架的一侧,所述焊带切刀具有刀刃段、以及自所述刀刃段的两端的底部朝下延伸形成的导向段,所述刀刃段的底部具有上裁切边,所述上裁切边位于所述两个导向段之间,所述导向段朝向所述移动刀架的一侧的下端具有一内延导向斜面,所述焊带切刀沿横向上具有初始位置和裁切位置;裁切砧板,可沿上下方向上移动,且位于所述焊带切刀的下方;其中,所述焊带切刀位于所述初始位置时,所述内延导向斜面部分位于所述裁切砧板的正上方,所述焊带切刀位于所述裁切位置时,所述内延导向斜面位于所述裁切砧板的一侧。
7.所述内延导向斜面与所述导向段的底面的连接处倒外圆角。
8.所述裁切砧板上位于所述两个导向段正下方的外缘倒导向圆角。
9.所述横向弹性件为弹性垫圈。
10.所述焊带切刀上近其顶端的部位内开设有贯穿的侧外螺孔,该侧外螺孔与移动刀架内开设的侧内螺孔相对应,侧外螺孔、侧内螺孔共与同一根侧台阶螺钉进行螺纹配合,侧台阶螺钉的一端与焊带切刀的侧部相接触,侧台阶螺钉的另一端依次穿经金属垫圈、弹性
垫圈后延伸至侧内螺孔的内部。
11.所述移动刀架的顶部通过浮动接头与刀架驱动件的底端相连接,且刀架驱动件驱动移动刀架、焊带切刀一并沿上下方向上下运动。
12.所述移动刀架的下方设有压紧块和弹性件,所述弹性件安装在所述压紧块和所述移动刀架之间,用于在所述移动刀架向下移动并压紧所述压紧块时所述弹性件压缩,所述压紧块弹性压接在焊带上。
13.所述弹性件为压缩弹簧,所述压紧块内开设有一上窄下宽的台阶孔,所述台阶孔具有一台阶面,所述台阶孔内容设有底台阶螺钉,所述底台阶螺钉的头部卡设在所述台阶孔内且止抵于所述台阶面以限制所述底台阶螺钉朝上方向的位移,所述底台阶螺钉的螺纹部安装在所述移动刀架的底部。
14.所述裁切砧板通过紧固螺钉与位于其下方的移动安装板的顶部相连接,该移动安装板的底部与砧板驱动件的顶端相连接,该砧板驱动件驱动移动安装板、裁切砧板一并作上下方向的上下运动;所述移动安装板的侧部与侧调安装板的底部相连接,侧调安装板上设置有拉紧螺钉与顶紧螺钉,拉紧螺钉穿经拉紧弹簧后与侧调安装板相连接。
15.所述裁切砧板的中部设置有至少一个贯穿的紧固长孔,该紧固长孔内穿经而过有紧固螺钉;所述顶紧螺钉的外端均位于侧调安装板的外部,顶紧螺钉的内端均与裁切砧板的侧部相接触,所述拉紧螺钉穿过侧调安装板安装在裁切砧板的侧部。
16.与现有技术相比,本发明的有益效果为:1、本发明通过设置横向弹性件,焊带切刀弹性安装在移动刀架的一侧,横向弹性件在压紧安装时仍可以产生一定形变,因此焊带切刀的安装状态为弹性安装状态,即受力情况下可实现微小的摆动。焊带切刀位于初始位置时,内延导向斜面部分位于所述裁切砧板的正上方,即在裁切准备阶段,裁切间隙为负间隙。作业时,焊带位于裁切砧板上,移动刀架向下移动,内延导向斜面与裁切砧板压接,并通过内延导向斜面导向,进入导向阶段;完成导向后,焊带切刀相对初始位置发生微小的角度摆动,焊带切刀处于弹性安装状态,并开始裁切焊带,进入裁切开始阶段;待焊带切刀向下移动到位,裁切完成,焊带被切断。
17.2、本发明一种零间隙裁切机构中,在安装之后的裁切准备阶段,焊带切刀、裁切砧板之间的相对位置为负裁切间隙,而在后续进行的裁切开始阶段,焊带切刀、裁切砧板之间的相对位置则为零裁切间隙,通过导向段、裁切砧板之间的结构导向实现零间隙裁切,可靠性高,安装调试方便,调整频率低。因此,本发明不仅能实现零间隙裁切,而且易于调试。
18.3、本发明一种零间隙裁切机构中,焊带切刀的侧上部经侧台阶螺钉与移动刀架相连接,而侧台阶螺钉依次经金属垫圈、横向弹性件后与移动刀架内的侧内螺孔相连接,其中,横向弹性件为易变形的弹性材料,压紧安装后在受力情况下仍可产生一定变形,因此焊带切刀为弹性安装状态,受力情况下可实现微小摆动,以配合焊带切刀从负间隙向零间隙的切换。因此,本发明能实现负间隙裁切向零间隙裁切的切换,以提高裁切质量。
19.4、本发明一种零间隙裁切机构中,移动刀架的正下方设置有压紧块,压紧块经底台阶螺钉与移动刀架的底部相连接,底台阶螺钉的中部上套设有弹性件,应用时,在裁切开始时,压紧块弹性压紧焊带,从而防止裁切过程中焊带移动或弹起,确保裁切质量。因此,本
发明在裁切之前具备压紧功能,裁切质量较高。
附图说明
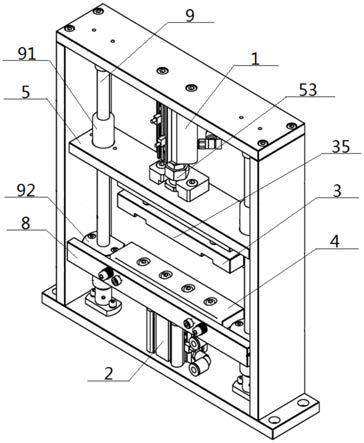
20.图1是本发明的结构示意图。
21.图2是图1中焊带切刀、裁切砧板的侧视图。
22.图3是图2中移动刀架、焊带切刀的连接示意图。
23.图4是图2中移动刀架、压紧块的连接示意图。
24.图5是图1中裁切砧板、砧板驱动件的连接示意图。
25.图6是本发明中焊带切刀、裁切砧板的配合示意图。
26.图7是图6中a处的放大示意图。
27.图8是本发明的裁切过程示意图。
28.图中:刀架驱动件1、砧板驱动件2、焊带切刀3、上裁切边31、导向段32、内延导向斜面33、侧外螺孔34、刀刃段35、裁切砧板4、下裁切边41、导向圆角42、移动刀架5、侧内螺孔51、侧台阶螺钉52、金属垫圈521、横向弹性件522、浮动接头53、底上螺孔54、弹簧孔55、压紧块6、压调空隙61、台阶孔62、底台阶螺钉63、弹性件64、台阶面65、移动安装板7、紧固螺钉71、紧固长孔711、侧调安装板8、拉紧螺钉81、顶紧螺钉82、拉紧弹簧83、导向轴9、上直线轴承91、下直线轴承92。
具体实施方式
29.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
30.参见图1—图8,一种零间隙裁切机构,包括:移动刀架5,可沿上下方向上移动;焊带切刀3,通过横向弹性件522弹性安装至所述移动刀架5的一侧,所述焊带切刀3具有刀刃段35、以及自所述刀刃段35的两端的底部朝下延伸形成的导向段32,所述刀刃段35的底部具有上裁切边31,所述上裁切边31位于所述两个导向段32之间,所述导向段32朝向所述移动刀架5的一侧的下端具有一内延导向斜面33,所述焊带切刀3沿横向上具有初始位置和裁切位置;裁切砧板4,可沿上下方向上移动,且位于所述焊带切刀3的下方;其中,所述焊带切刀3位于所述初始位置时,所述内延导向斜面33部分位于所述裁切砧板4的正上方,所述焊带切刀3位于所述裁切位置时,所述内延导向斜面33位于所述裁切砧板4的一侧。
31.本发明通过设置横向弹性件522,焊带切刀3弹性安装在移动刀架5的一侧,横向弹性件522在压紧安装时仍可以产生一定形变,因此焊带切刀3的安装状态为弹性安装状态,即受力情况下可实现微小的摆动。请参阅图8,焊带切刀3位于初始位置时,内延导向斜面33部分位于所述裁切砧板4的正上方,即在裁切准备阶段,裁切间隙为负间隙。作业时,焊带位于裁切砧板4上,移动刀架5向下移动,内延导向斜面33与裁切砧板4压接,并通过内延导向斜面33导向,进入导向阶段;完成导向后,焊带切刀3相对初始位置发生微小的角度摆动,焊带切刀3处于弹性安装状态,并开始裁切焊带,进入裁切开始阶段;待焊带切刀3向下移动到位,裁切完成,焊带被切断。
32.所述内延导向斜面33与所述导向段32的底面的连接处倒外圆角,如此可以减少接触的摩擦。
33.所述裁切砧板4上位于所述两个导向段32正下方的外缘倒导向圆角42。
34.所述横向弹性件522为弹性垫圈,在其他实施例中,也可以为其他易变性的弹性材料。。
35.所述焊带切刀3上近其顶端的部位内开设有贯穿的侧外螺孔34,该侧外螺孔34与移动刀架5内开设的侧内螺孔51相对应,侧外螺孔34、侧内螺孔51共与同一根侧台阶螺钉52进行螺纹配合,侧台阶螺钉52的一端与焊带切刀3的侧部相接触,侧台阶螺钉52的另一端依次穿经金属垫圈521、横向弹性件522后延伸至侧内螺孔51的内部。
36.所述移动刀架5的顶部通过浮动接头53与刀架驱动件1的底端相连接,且刀架驱动件1驱动移动刀架5、焊带切刀3一并沿上下方向上下运动。在本实施例中,刀架驱动件1为气缸,由于刀架驱动件1驱动移动刀架5的行程较大,浮动接头53可以有效消除气缸伸出方向与其他部件(例如下述的导向轴9)之间的不平行度,防止刀架驱动件1憋死。
37.所述移动刀架5的下方设有压紧块6和弹性件64,所述弹性件64安装在所述压紧块6和所述移动刀架5之间,用于在所述移动刀架5向下移动并压紧所述压紧块6时所述弹性件64压缩,所述压紧块6弹性压接在焊带上。通过压紧块6弹性压接在焊带上,可以在裁切过程中通过对焊带施加回弹力,防止焊带移动或弹起。
38.所述弹性件为压缩弹簧64,所述压紧块6内开设有一上窄下宽的台阶孔62,所述台阶孔62具有一台阶面65,所述台阶孔62内容设有底台阶螺钉63,所述底台阶螺钉63的头部卡设在所述台阶孔62内且止抵于所述台阶面65以限制所述底台阶螺钉63朝上方向的位移,所述底台阶螺钉63的螺纹部安装在所述移动刀架5的底部。作业时移动刀架5向下移动,压紧块6与裁切砧板4接触并继续向下移动时,压紧块6的上表面向上压紧压缩弹簧64,压缩弹簧64压缩并对压紧块施加回弹力,如此位于裁切砧板4上的焊带受到向下弹性压力,有效防止裁切过程中焊带移动或弹起。
39.所述裁切砧板4通过紧固螺钉71与位于其下方的移动安装板7的顶部相连接,该移动安装板7的底部与砧板驱动件2的顶端相连接,该砧板驱动件2驱动移动安装板7、裁切砧板4一并作上下方向的上下运动;所述移动安装板7的侧部与侧调安装板8的底部相连接,侧调安装板8上设置有拉紧螺钉81与顶紧螺钉82,拉紧螺钉81穿经拉紧弹簧83后与侧调安装板8相连接。
40.所述裁切砧板4的中部设置有至少一个贯穿的紧固长孔711,该紧固长孔711内穿经而过有紧固螺钉71;所述顶紧螺钉82的外端均位于侧调安装板8的外部,顶紧螺钉82的内端均与裁切砧板4的侧部相接触。裁切砧板4通过紧固螺钉71穿过紧固长孔711安装至安装板8上,可以通过调整安装位置,来实现裁切间隙的调整。在本实施例中,紧固长孔711为长圆孔。所述拉紧螺钉81穿过侧调安装板8安装在裁切砧板4的侧部,如此,可以通过顶拉方式实现裁切间隙的微小调节。优选地,所述拉紧螺钉81与所述侧调安装板8设有弹簧。
41.本发明的原理说明如下:本发明中的刀架驱动件1、砧板驱动件2能驱动零部件沿上下方向进行上下运动,包括但不限于气缸、液压缸或丝杠组合。
42.本发明中的移动刀架5的两端可分别连接有上直线轴承91,同时,移动安装板7的
两端可分别连接有下直线轴承92,下直线轴承92与上直线轴承91一一对应,上直线轴承91、下直线轴承92共沿同一根导向轴9进行上下滑动。
43.本发明中的裁切砧板4为对称设计,两侧均加工有下裁切边41、导向圆角42,当一侧长期使用磨损后,可更换另一侧使用,零件使用寿命翻倍。
44.实施例1:参见图1—图8,一种零间隙裁切机构,包括:移动刀架5,可沿上下方向上移动;焊带切刀3,通过横向弹性件522弹性安装至所述移动刀架5的一侧,所述焊带切刀3具有刀刃段35、以及自所述刀刃段35的两端的底部朝下延伸形成的导向段32,所述刀刃段35的底部具有上裁切边31,所述上裁切边31位于所述两个导向段32之间,所述导向段32朝向所述移动刀架5的一侧的下端具有一内延导向斜面33,所述焊带切刀3沿横向上具有初始位置和裁切位置;裁切砧板4,可沿上下方向上移动,且位于所述焊带切刀3的下方;其中,所述焊带切刀3位于所述初始位置时,所述内延导向斜面33部分位于所述裁切砧板4的正上方,所述焊带切刀3位于所述裁切位置时,所述内延导向斜面33位于所述裁切砧板4的一侧。
45.一种上述零间隙裁切机构的裁切工艺,包括以下阶段:裁切准备阶段:待裁切的焊带置于焊带切刀3、裁切砧板4之间,内延导向斜面33在上下方向的投影部分落于对应的导向圆角42上,此时,焊带切刀3、裁切砧板4之间的相对位置为负裁切间隙;进入导向阶段:沿上下方向,焊带切刀3向下运动、裁切砧板4向上运动,裁切砧板4的顶面与待裁切的焊带接触后停止运动,焊带切刀3则向下运动至内延导向斜面33与导向圆角42相接触;裁切开始阶段:导向完成,焊带切刀3继续向下运动,直至上裁切边31与下裁切边41相接触,以开始裁切焊带,此时,焊带切刀3、裁切砧板4之间的相对位置为零裁切间隙;裁切完成阶段:焊带切刀3继续向下运动,直至焊带被切断,随后,焊带切刀3上行复位,裁切砧板4下行复位。
46.实施例2:基本内容同实施例1,不同之处在于:所述焊带切刀3上近其顶端的部位内开设有贯穿的侧外螺孔34,该侧外螺孔34与移动刀架5内开设的侧内螺孔51相对应,侧外螺孔34、侧内螺孔51共与同一根侧台阶螺钉52进行螺纹配合,侧台阶螺钉52的一端与焊带切刀3的侧部相接触,侧台阶螺钉52的另一端依次穿经金属垫圈521、横向弹性件522后延伸至侧内螺孔51的内部。
47.以上所述仅为本发明的较佳实施方式,本发明的保护范围并不以上述实施方式为限,但凡本领域普通技术人员根据本发明所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1