一种导管外圆的加工组件的制作方法
[0001]
本发明属于导管外圆加工技术领域,具体为一种导管外圆的加工组件。
背景技术:
[0002]
yc4s机型的发动机气缸盖没有压装单独的导管,导管外圆是需要在气缸盖上直接加工出来的,因此,需要导管外圆的加工刮刀;
[0003]
目前的导管外圆的加工组件在进行导管外圆加工时,加工组件上的削切刀片在使用一段时间后会发生磨损,需要重新校准,因此削切刀片是需要定期校准的,由于导管外圆的尺寸精度要求高,在校准前,容易加工出不合格的情况。
技术实现要素:
[0004]
本发明的目的在于解决背景技术中的问题,提供一种导管外圆的加工组件。
[0005]
本发明采用的技术方案如下:
[0006]
一种导管外圆的加工组件,包括:
[0007]
装置主体,所述装置主体的内腔安装有内置液压缸,所述内置液压缸的一端连接有液压杆;
[0008]
校准装置,所述校准装置设置在装置主体的底面;
[0009]
刀片固定装置,所述刀片固定装置与液压缸通过液压杆动力连接;以及
[0010]
自动紧固装置,所述自动紧固装置设置在刀片固定装置的顶面。
[0011]
优选的,所述校准装置包括安装底座,所述安装底座的底面设有安装板,所述安装板的一端焊接有连接头,所述连接头远离安装板的一端连接有移动杆,所述移动杆的顶面设有校准板。
[0012]
优选的,所述移动杆的正面和背面开设有限位槽,且限位槽可以与连接头的内腔配合,所述移动杆可以在连接头的内腔沿竖直方向自由滑动,所述校准板的顶面为水平面和斜面组合。
[0013]
优选的,所述刀片固定装置包括装置外壳,所述装置外壳的内腔插接有滑动杆,所述滑动杆的外侧一端螺栓连接有削切刀片,所述滑动杆的侧表面靠近装置外壳的内腔位置嵌套有弹簧。
[0014]
优选的,所述自动紧固装置包括压紧板,且压紧板的数量为两组,对称设置在刀片固定装置的两侧,所述压紧板靠近刀片固定装置的背面位置固定连接有弧形头,所述弧形头的内侧设有凸轮。
[0015]
优选的,所述凸轮的内侧通过轴承安装在刀片固定装置的背面,所述凸轮的外侧圆心位置焊接有转动杆,所述转动杆远离凸轮的一端活动连接有连接杆,所述连接杆远离转动杆的一端活动连接有驱动杆,所述驱动杆的外侧嵌套有限位块,所述驱动杆也液压缸或气缸连接。
[0016]
优选的,所述两个弧形头交叉设置,且可以相对滑动。
[0017]
优选的,所述压紧板与滑动杆活动连接。
[0018]
综上所述,由于采用了上述技术方案,本发明的有益效果是:
[0019]
1、本发明中,校准板可以与导管的外圆设置在同一水平面上,当削切刀片与校准板接触即实现对削切刀片的校准,校准板通过第二螺栓固定,因为不参与削切工序,因此校准板的位置是保持不变的,通过校准板便于快速对削切刀片进行校准,且大大降低了削切刀片的校准难度。
[0020]
2、本发明中,滑动杆通过弹簧可以在装置外壳的内腔自由滑动,当削切刀片发生磨损时,使削切刀片和校准板之间产生间隙,此时弹簧可以推动滑动杆,使削切刀片与校准板接触,即实现了削切刀片的重新校准,大大提高了削切刀片的加工精度。
附图说明
[0021]
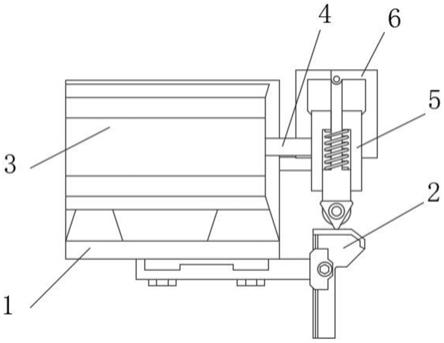
图1为本发明的主视图;
[0022]
图2为本发明中校准装置的主视图;
[0023]
图3为本发明中刀片固定装置的主视图;
[0024]
图4为本发明中自动紧固装置的主视图。
[0025]
图中标记:1、装置主体;2、校准装置;21、安装底座;22、安装板;23、第一螺栓;24、连接头;25、第二螺栓;26、移动杆;27、限位槽;28、校准板;3、液压缸;4、液压杆;5、刀片固定装置;51、装置外壳;52、滑动杆;53、削切刀片;54、弹簧;6、自动紧固装置;61、压紧板;62、弧形头;63、凸轮;64、转动杆;65、连接杆;66、驱动杆;67、限位块。
具体实施方式
[0026]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0027]
实施例1:
[0028]
参照图1和图2,一种导管外圆的加工组件,包括装置主体1,装置主体1的内腔安装有内置液压缸3,内置液压缸3的一端连接有液压杆4,校准装置2,校准装置2设置在装置主体1的底面,校准装置2包括安装底座21,安装底座21的底面设有安装板22,安装板22的一端焊接有连接头24,连接头24远离安装板22的一端连接有移动杆26,移动杆26的顶面设有校准板28,移动杆26的正面和背面开设有限位槽27,且限位槽27可以与连接头24的内腔配合,移动杆26可以在连接头24的内腔沿竖直方向自由滑动,校准板28的顶面为水平面和斜面组合,安装底座21和安装板22通过第一螺栓23固定。
[0029]
通过采用上述技术方案:
[0030]
校准板28可以与导管的外圆设置在同一水平面上,当削切刀片53与校准板28接触即实现对削切刀片53的校准,校准板28通过第二螺栓25固定,因为不参与削切工序,因此校准板28的位置是保持不变的,通过校准板28便于快速对削切刀片53进行校准,且大大降低了削切刀片53的校准难度。
[0031]
实施例2:
[0032]
参照图1和图3,刀片固定装置5与液压缸3通过液压杆4动力连接,刀片固定装置5
包括装置外壳51,装置外壳51的内腔插接有滑动杆52,滑动杆52的外侧一端螺栓连接有削切刀片53,滑动杆52的侧表面靠近装置外壳51的内腔位置嵌套有弹簧54。
[0033]
通过采用上述技术方案:
[0034]
滑动杆52通过弹簧54可以在装置外壳51的内腔自由滑动,当削切刀片53发生磨损时,使削切刀片53和校准板28之间产生间隙,此时弹簧54可以推动滑动杆52,使削切刀片53与校准板28接触,即实现了削切刀片53的重新校准,大大提高了削切刀片53的加工精度。
[0035]
实施例3:
[0036]
参照图1、图3和图4,自动紧固装置6设置在刀片固定装置5的顶面,自动紧固装置6包括压紧板61,且压紧板61的数量为两组,对称设置在刀片固定装置5的两侧,压紧板61靠近刀片固定装置5的背面位置固定连接有弧形头62,弧形头62的内侧设有凸轮63,凸轮63的内侧通过轴承安装在刀片固定装置5的背面,凸轮63的外侧圆心位置焊接有转动杆64,转动杆64远离凸轮63的一端活动连接有连接杆65,连接杆65远离转动杆64的一端活动连接有驱动杆66,驱动杆66的外侧嵌套有限位块67,驱动杆66也液压缸或气缸连接,两个弧形头62交叉设置,且可以相对滑动,压紧板61与滑动杆52活动连接。
[0037]
通过采用上述技术方案:
[0038]
驱动杆66与刀片固定装置5同步移动,当刀片固定装置5移动至校准装置2处时,驱动杆66通过连接杆65带动转动杆64和凸轮63,使压紧板61松弛,完成削切刀片53的校准后,驱动杆66通过连接杆65带动转动杆64和凸轮63,凸轮63通过挤压弧形头62实现压紧板61与刀片固定装置5位置的固定,保证削切刀片53可以正常削切导管。
[0039]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1