一种碲铜合金线连续挤压装置及系统的制作方法
1.本发明涉及碲铜合金线生产技术领域,特别的为一种碲铜合金线连续挤压装置及系统。
背景技术:
2.现在一些企业正在试验使用纯铜(导电率=100%iacs),但纯铜的切削性很差,尺寸精度特别是表面光洁度满足不了性能要求,高导电(90%iacs)的易切削铜合金,目前国内外只有碲铜(cu
‑
0.4%te合金c14500)一种。虽然c14500是一款有60年历史的很古老的合金,但由于到目前为止,没有合适的用途,国内外大型铜加工企业几乎没有研究和大规模生产c14500的。目前我国市场形成以下局面,国内碲铜(c14500)由于制造工艺简陋,产品质量不过关;而国外少量进口产品价格过高(10万元/吨以上)。
3.由于现在碲铜合金线在制造的时候,需要使用连续挤压装置,现有的连续挤压装置在使用的时候,可以将碲铜合金线进行挤压,但是在收线的时候,需要使用收线装置进行收线,现有的收线装置在收线的时候,可以很好的进行收线,但是一旦改变生产速度,就需要停机,重新设置收卷装置上驱动电机的速度,然后在进行开机工作,影响生产的速度。
技术实现要素:
4.本发明提供的发明目的在于提供一种碲铜合金线连续挤压装置及系统,解决上述背景技术中的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种碲铜合金线连续挤压装置,包括:挤压机构,所述挤压机构的右侧设置有底板,所述底板的顶部固定安装有支架,所述底板的顶部固定安装有排线机器,所述底板的顶部安装焊接有收线机构。
6.所述挤压机构包括安装在底板右侧的安装板,所述安装板顶部靠近两侧的边缘处均通过轴承旋转连接有螺纹杆,所述安装板顶部靠近两侧的边缘处均固定安装有滑竿,两个所述螺纹杆的外表面均螺纹连接有螺纹筒,两个所述螺纹筒外表面之间固定套设有移动板,两个所述滑竿的顶部之间固定安装有装置板,所述安装板的顶部和移动板的底部均沿水平方向设置有一组立杆,两组所述立杆相对的一端均固定安装有挤压轮,所述装置板的顶部固定安装有驱动电机,所述驱动电机的输出端固定安装有第一皮带轮,所述安装板的顶部旋转连接有驱动齿盘,所述驱动齿盘的顶部固定安装有连接杆,所述连接杆的顶部固定安装有第二皮带轮,两个所述螺纹杆外表面的顶部均固定安装有联动齿盘。
7.作为本装置进一步的方案:所述螺纹筒内壁的螺纹与螺纹杆外表面的螺纹相啮合,所述移动板的后侧开设有与滑竿相匹配的移动通孔。
8.作为本装置进一步的方案:所述第一皮带轮和第二皮带轮通过皮带传动连接,两个所述联动齿盘上的齿牙与驱动齿盘上的齿牙相啮合。
9.作为本装置进一步的方案:每组所述立杆从左至右依次增长,所述排线机器上穿线圈的中心处与挤压机构出线处的中心处相适。
10.一种碲铜合金线连续挤压系统,包括:速度系统、匹配系统和速度调节系统。
11.所述速度系统包括速度感应模块、速度分析模块、速度计算模块、速度确定模块和无线发射模块。
12.所述匹配系统包括控制模块、速度分配模块、速度解析模块和第一无线接收模块。
13.所述速度调节系统包括驱动模块、加减速模块、速度支配模块、速度解压模块和第二无线接收模块。
14.作为本系统进一步的方案:所述速度感应模块用于感应从支架内部穿过的合金线速度将速度传输给速度分析模块,所述速度分析模块用于分析接收到速度感应模块的速度传输是增加速度,还是减慢速度,形成报告文件给速度确定模块,所述速度确定模块同于将速度确定速的加减值后进行加压,将速度信号发送给无线发射模块,所述无线发射模块用于将信号进行传送。
15.所述第一无线接收模块用于接收无线发射模块发送的信号,并将信号传输给速度解析模块,所述速度解析模块用于将第一无线接收模块的信号进行解析,解析成速度后发送给速度分配模块,所述速度分配模块用于将速度解析模块解析出来的速度进行分配速度,并将速度值发给控制模块,所述控制模块用于控制排线机器上的伺服电机的速度。
16.所述第二无线接收模块用于接收无线发射模块发送的信号,并将信号传输给速度解压模块,所述速度解压模块用于将接收的信号进行解压成速度信号,发送给速度支配模块,所述速度支配模块用于将速度信号进行支配速度值,并将速度值发送给加减速模块,所述加减速模块用于将速度值与原有速度对比,确定加速还是减速,并将信号发送给驱动模块,所述驱动模块控制收线机构上旋转电机的速度。
17.作为本系统进一步的方案:所述速度系统固定安装在支架内壁的底部,所述无线发射模块的输出端通过无线区域网与第一无线接收模块的输入端和第二无线接收模块的输入端电信号连接,所述匹配系统固定安装在排线机器的左侧,所述控制模块的输出端通过导线与排线机器上的伺服电机输入端电性连接,所述速度调节系统固定安装在收线机构的正表面,所述驱动模块的输出端通过导线与收线机构上旋转电机的输入端电性连接。
18.作为本系统进一步的方案:所述速度感应模块的输出端与速度分析模块的输入端通过导线电线连接,所述速度分析模块的输出端与速度计算模块的输入端通过导线电线连接,所述速度计算模块的输出端与速度确定模块的输入端通过导线电线连接,所述速度确定模块的输出端与无线发射模块的输入端通过导线电线连接。
19.所述第一无线接收模块的输出端与速度解析模块的输入端通过导线电线连接,所述速度解析模块的输出端与速度分配模块的输入端通过导线电线连接,所述速度分配模块的输出端与控制模块的输入端通过导线电线连接。
20.所述第二无线接收模块的输出端与速度解压模块的输入端通过导线电线连接,所述速度解压模块的输出端与速度支配模块的输入端通过导线电线连接,所述速度支配模块的输出端与加减速模块的输入端通过导线电线连接,所述加减速模块的输出端与驱动模块的输入端通过导线电线连接。
21.本发明提供了一种碲铜合金线连续挤压装置及系统。具备以下有益效果:(1)、该碲铜合金线连续挤压装置及系统,将线穿过两组挤压轮之前,从左到右随着立杆的增长,上下两个挤压轮之间的距离变小,碲铜合金线在连续挤压的时候,会缓慢的
进行加压,防止碲铜合金线的在挤压的时候损伤,改变挤压距离的时候,打开驱动电机的开关,驱动电机带动第一皮带轮进行旋转,使皮带带动第二皮带轮进行旋转,使连接杆带动驱动齿盘进行旋转,使两个联动齿盘进行同方向进行旋转,使两个螺纹杆同方向进行旋转,滑竿将移动板进行限位,移动板将螺纹筒限位,使螺纹筒带动移动板移动,移动板通过立杆带动挤压轮进行移动,改变两组挤压轮之间的距离,可以挤压出不同尺寸的碲铜合金线。
22.(2)、该碲铜合金线连续挤压装置及系统,速度感应模块用于感应从支架内部穿过的合金线速度将速度传输给速度分析模块,速度分析模块用于分析接收到速度感应模块的速度传输是增加速度,还是减慢速度,形成报告文件给速度确定模块,速度确定模块同于将速度确定速的加减值后进行加压,将速度信号发送给无线发射模块,无线发射模块用于将信号进行传送,第一无线接收模块用于接收无线发射模块发送的信号,并将信号传输给速度解析模块,速度解析模块用于将第一无线接收模块的信号进行解析,解析成速度后发送给速度分配模块,速度分配模块用于将速度解析模块解析出来的速度进行分配速度,并将速度值发给控制模块,控制模块用于控制排线机器上的伺服电机的速度,在生产过程中,摆杆位置稳定,确保了产品尺寸精确、稳定。
23.(3)、该碲铜合金线连续挤压装置及系统,速度感应模块用于感应从支架内部穿过的合金线速度将速度传输给速度分析模块,速度分析模块用于分析接收到速度感应模块的速度传输是增加速度,还是减慢速度,形成报告文件给速度确定模块,速度确定模块同于将速度确定速的加减值后进行加压,将速度信号发送给无线发射模块,第二无线接收模块用于接收无线发射模块发送的信号,并将信号传输给速度解压模块,速度解压模块用于将接收的信号进行解压成速度信号,发送给速度支配模块,速度支配模块用于将速度信号进行支配速度值,并将速度值发送给加减速模块,加减速模块用于将速度值与原有速度对比,确定加速还是减速,并将信号发送给驱动模块,驱动模块控制收线机构上旋转电机的速度,自动控制收线机构与主机生产产品的速度自动同步,不需停机进行改变收线机构的收线速度,不会影响生产的速度。
附图说明
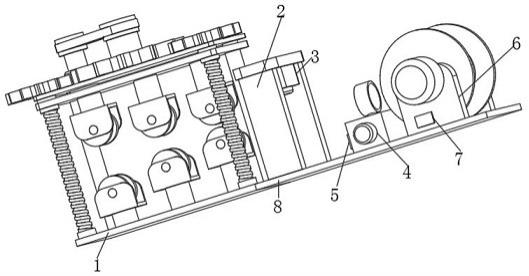
24.图1为本发明的结构立体示意图;图2为本发明的挤压机构立体示意图;图3为本发明的速度系统结构示意图;图4为本发明的匹配系统结构示意图;图5为本发明的速度调节系统结构示意图。
25.图中:1、挤压机构;101、安装板;102、轴承;103、螺纹杆;104、滑竿;105、螺纹筒;106、装置板;107、移动板;108、立杆;109、挤压轮;110、驱动电机;111、第一皮带轮;112、驱动齿盘;113、连接杆;114、第二皮带轮;115、联动齿盘;2、支架;3、速度系统;301、速度感应模块;302、速度分析模块;303、速度计算模块;304、速度确定模块;305、无线发射模块;4、排线机器;5、匹配系统;501、控制模块;502、速度分配模块;503、解析模块;504、第一无线接收模块;6、收线机构;7、速度调节系统;701、驱动模块;702、加减速模块;703、速度支配模块;704、速度解压模块;705、第二无线接收模块;8、底板。
具体实施方式
26.下面结合附图与实施例对本发明作进一步说明:参照图1
‑
5所示:一种碲铜合金线连续挤压装置,包括:挤压机构1,挤压机构1的右侧设置有底板8,底板8的顶部固定安装有支架2,底板8的顶部固定安装有排线机器4,排线机器4属于现有技术,本领域已知公开的知识,这里不做过多的赘述,底板8的顶部安装焊接有收线机构6,收线机构6属于现有技术,本领域已知公开的知识,这里不做过多的赘述;挤压机构1包括安装在底板8右侧的安装板101,安装板101顶部靠近两侧的边缘处均通过轴承102旋转连接有螺纹杆103,安装板101顶部靠近两侧的边缘处均固定安装有滑竿104,两个螺纹杆103的外表面均螺纹连接有螺纹筒105,两个螺纹筒105外表面之间固定套设有移动板107,两个滑竿104的顶部之间固定安装有装置板106,安装板101的顶部和移动板107的底部均沿水平方向设置有一组立杆108,两组立杆108相对的一端均固定安装有挤压轮109,装置板106的顶部固定安装有驱动电机110,驱动电机110的输出端固定安装有第一皮带轮111,安装板101的顶部旋转连接有驱动齿盘112,驱动齿盘112的顶部固定安装有连接杆113,连接杆113的顶部固定安装有第二皮带轮114,两个螺纹杆103外表面的顶部均固定安装有联动齿盘115。
27.具体地,第一皮带轮111和第二皮带轮114通过皮带传动连接,两个联动齿盘115上的齿牙与驱动齿盘112上的齿牙相啮合,螺纹筒105内壁的螺纹与螺纹杆103外表面的螺纹相啮合,移动板107的后侧开设有与滑竿104相匹配的移动通孔,每组立杆108从左至右依次增长,排线机器4上穿线圈的中心处与挤压机构1出线处的中心处相适配。
28.本装置的工作原理,将线穿过两组挤压轮109之前,从左到右随着立杆108的增长,上下两个挤压轮109之间的距离变小,碲铜合金线在连续挤压的时候,会缓慢的进行加压,防止碲铜合金线的在挤压的时候损伤,改变挤压距离的时候,打开驱动电机110的开关,驱动电机110带动第一皮带轮111进行旋转,使皮带带动第二皮带轮114进行旋转,使连接杆113带动驱动齿盘112进行旋转,使两个联动齿盘115进行同方向进行旋转,使两个螺纹杆103同方向进行旋转,滑竿104将移动板107进行限位,移动板107将螺纹筒105限位,使螺纹筒105带动移动板107移动,移动板107通过立杆108带动挤压轮109进行移动,改变两组挤压轮109之间的距离。
29.一种碲铜合金线连续挤压系统,包括:速度系统3、匹配系统5和速度调节系统7;速度系统3包括速度感应模块301、速度分析模块302、速度计算模块303、速度确定模块304和无线发射模块305,速度感应模块301用于感应从支架2内部穿过的合金线速度将速度传输给速度分析模块302,速度分析模块302用于分析接收到速度感应模块301的速度传输是增加速度,还是减慢速度,形成报告文件给速度确定模块304,速度确定模块304同于将速度确定速的加减值后进行加压,将速度信号发送给无线发射模块305,无线发射模块305用于将信号进行传送,速度感应模块301的输出端与速度分析模块302的输入端通过导线电线连接,速度分析模块302的输出端与速度计算模块303的输入端通过导线电线连接,速度计算模块303的输出端与速度确定模块304的输入端通过导线电线连接,速度确定模块304的输出端与无线发射模块305的输入端通过导线电线连接。
30.匹配系统5包括控制模块501、速度分配模块502、速度解析模块503和第一无线接收模块504,第一无线接收模块504用于接收无线发射模块305发送的信号,并将信号传输给
速度解析模块503,速度解析模块503用于将第一无线接收模块504的信号进行解析,解析成速度后发送给速度分配模块502,速度分配模块502用于将速度解析模块503解析出来的速度进行分配速度,并将速度值发给控制模块501,控制模块501用于控制排线机器4上的伺服电机的速度,第一无线接收模块504的输出端与速度解析模块503的输入端通过导线电线连接,速度解析模块503的输出端与速度分配模块502的输入端通过导线电线连接,速度分配模块502的输出端与控制模块501的输入端通过导线电线连接。
31.速度调节系统7包括驱动模块701、加减速模块702、速度支配模块703、速度解压模块704和第二无线接收模块705,第二无线接收模块705用于接收无线发射模块305发送的信号,并将信号传输给速度解压模块704,速度解压模块704用于将接收的信号进行解压成速度信号,发送给速度支配模块703,速度支配模块703用于将速度信号进行支配速度值,并将速度值发送给加减速模块702,加减速模块702用于将速度值与原有速度对比,确定加速还是减速,并将信号发送给驱动模块701,驱动模块701控制收线机构6上旋转电机的速度,第二无线接收模块705的输出端与速度解压模块704的输入端通过导线电线连接,速度解压模块704的输出端与速度支配模块703的输入端通过导线电线连接,速度支配模块703的输出端与加减速模块702的输入端通过导线电线连接,加减速模块702的输出端与驱动模块701的输入端通过导线电线连接。
32.具体的,速度系统3固定安装在支架2内壁的底部,无线发射模块305的输出端通过无线区域网与第一无线接收模块504的输入端和第二无线接收模块705的输入端电信号连接,匹配系统5固定安装在排线机器4的左侧,控制模块501的输出端通过导线与排线机器4上的伺服电机输入端电性连接,速度调节系统7固定安装在收线机构6的正表面,驱动模块701的输出端通过导线与收线机构6上旋转电机的输入端电性连接。
33.整个系统的工作原理:速度感应模块301用于感应从支架2内部穿过的合金线速度将速度传输给速度分析模块302,速度分析模块302用于分析接收到速度感应模块301的速度传输是增加速度,还是减慢速度,形成报告文件给速度确定模块304,速度确定模块304同于将速度确定速的加减值后进行加压,将速度信号发送给无线发射模块305,无线发射模块305用于将信号进行传送,第一无线接收模块504用于接收无线发射模块305发送的信号,并将信号传输给速度解析模块503,速度解析模块503用于将第一无线接收模块504的信号进行解析,解析成速度后发送给速度分配模块502,速度分配模块502用于将速度解析模块503解析出来的速度进行分配速度,并将速度值发给控制模块501,控制模块501用于控制排线机器4上的伺服电机的速度,第二无线接收模块705用于接收无线发射模块305发送的信号,并将信号传输给速度解压模块704,速度解压模块704用于将接收的信号进行解压成速度信号,发送给速度支配模块703,速度支配模块703用于将速度信号进行支配速度值,并将速度值发送给加减速模块702,加减速模块702用于将速度值与原有速度对比,确定加速还是减速,并将信号发送给驱动模块701,驱动模块701控制收线机构6上旋转电机的速度,自动控制收线机构6与主机生产产品的速度自动同步,在生产过程中,摆杆位置稳定,确保了产品尺寸精确、稳定。
34.以上的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1