一种凸焊螺母用的电极的制作方法
[0001]
本实用新型涉及一种凸焊螺母用的电极。
背景技术:
[0002]
坐地式凸焊机,在焊接螺母过程中,经常因为焊接质量问题而遭到客户抱怨。传统的凸焊机对焊接过程中的熔接行程没有测量,对定位销是否正常起作用没有判断。
技术实现要素:
[0003]
本实用新型的目的是克服现有技术的缺陷,提供一种凸焊螺母用的电极,利用陶瓷定位销的运动量,间接反应焊接从没焊到焊好后的运动行程,使焊接的熔接行程直接反应到直线位移传感器上,从而实现电气测量和控制。
[0004]
实现上述目的的技术方案是:一种凸焊螺母用的电极,包括下电极体、电极杆、陶瓷定位销、下电极冷却块、直线位移传感器、第一固定支架和第二固定支架,其中:
[0005]
所述下电极体设置在所述电极杆的顶端;
[0006]
所述电极杆内从上至下依次设置有复位弹簧、第一连接杆、调整螺母和第二连接杆;
[0007]
所述下电极体的中部开设有定位销安装孔,所述陶瓷定位销穿插在所述定位销安装孔内;
[0008]
所述陶瓷定位销的底端与复位弹簧的顶端相连;
[0009]
所述复位弹簧的底端、第一连接杆、调整螺母和第二连接杆的顶端依次相连;
[0010]
所述直线位移传感器设置在所述电极杆的底端,且所述直线位移传感器的探测头与所述第二连接杆的底端相连;
[0011]
所述下电极冷却块和第一固定支架一上一下地设置在所述电极杆的外部;
[0012]
所述直线位移传感器固定在所述第二固定支架上。
[0013]
上述的一种凸焊螺母用的电极,其中,所述第二固定支架的一侧设置有第一固定支架安装台阶,所述第一固定支架设置在所述第一固定支架安装台阶上。
[0014]
上述的一种凸焊螺母用的电极,其中,所述第一固定支架的中部开设有电极杆安装孔,所述电极杆的下部套接在所述第一固定支架的电极杆安装孔内。
[0015]
上述的一种凸焊螺母用的电极,其中,所述下电极冷却块呈圆柱体形,所述下电极冷却块的中部开设有电极杆安装孔,所述电极杆的上部套接在所述下电极冷却块的电极杆安装孔内。
[0016]
上述的一种凸焊螺母用的电极,其中,所述第一连接杆的底端和第二连接杆的顶端通过调整螺母连接在一起。
[0017]
上述的一种凸焊螺母用的电极,其中,所述第一连接杆与调整螺母的连接处以及所述第二连接杆与调整螺母的连接处分别设置有螺纹胶。
[0018]
上述的一种凸焊螺母用的电极,其中,所述下电极冷却块上设置有水冷机构。
[0019]
本实用新型的凸焊螺母用的电极,利用陶瓷定位销的运动量,间接反应焊接从没焊到焊好后的运动行程,使焊接的熔接行程直接反应到直线位移传感器上,从而实现电气测量和控制。
附图说明
[0020]
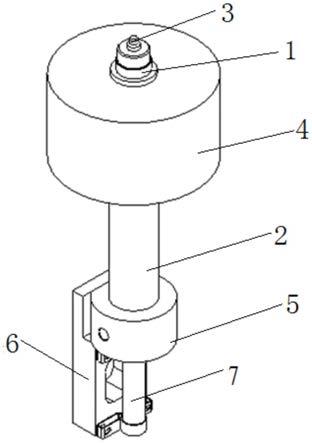
图1为本实用新型的凸焊螺母用的电极的立体结构图;
[0021]
图2为本实用新型的凸焊螺母用的电极的破解图;
[0022]
图3为本实用新型的凸焊螺母用的电极的剖视图(主视方向);
[0023]
图4为电极杆的结构图;
[0024]
图5为第一固定支架的结构图;
[0025]
图6为第二固定支架的结构图;
[0026]
图7为第一连接杆、调节螺母和第二连接杆的连接示意图;
[0027]
图8为本实用新型的凸焊螺母用的电极的使用状态图。
具体实施方式
[0028]
为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细地说明:
[0029]
请参阅图1至图7,本实用新型的最佳实施例,一种凸焊螺母用的电极,包括下电极体1、电极杆2、陶瓷定位销3、下电极冷却块4、直线位移传感器7、第一固定支架5和第二固定支架6。
[0030]
下电极体1设置在电极杆2的顶端;电极杆2内从上至下依次设置有复位弹簧 8、第一连接杆9、调整螺母10和第二连接杆11;下电极体1的中部开设有定位销安装孔,陶瓷定位销3穿插在定位销安装孔内;陶瓷定位销3的底端与复位弹簧8 的顶端相连;复位弹簧8的底端、第一连接杆9、调整螺母10和第二连接杆11的顶端依次相连;直线位移传感器7设置在电极杆2的底端,且直线位移传感器7的探测头与第二连接杆11的底端相连;下电极冷却块4和第一固定支架5一上一下地设置在电极杆2的外部;直线位移传感器7固定在第二固定支架6上。下电极冷却块4呈圆柱体形,下电极冷却块4的中部开设有电极杆安装孔,电极杆2的上部套接在下电极冷却块4的电极杆安装孔内。
[0031]
再请参阅图5和图6,第一固定支架5的中部开设有电极杆安装孔51,电极杆 2的下部套接在第一固定支架5的电极杆安装孔51内。第二固定支架6的一侧设置有第一固定支架安装台阶61,第一固定支架5设置在第一固定支架安装台阶61上。第一固定支架5和第二固定支架6通过螺丝紧固在一起,第一固定支架5与电极杆 2通过螺丝紧固在一起。直线位移传感器7固定在第二固定支架6上。第一固定支架5和第二固定支架6用以保证直线位移传感器7的安装位置和同心度,原则上以安装牢靠为主,防止震动引起的测量精度变化。
[0032]
第一连接杆9的底端和第二连接杆11的顶端通过调整螺母10连接在一起。第一连接杆9与调整螺母10的连接处以及第二连接杆11与调整螺母10的连接处分别设置有螺纹胶,防止工作时松动而影响测量精度。
[0033]
根据焊接产品需求,也可以在这个下电极冷却块4上设计水冷机构,以更好地满足焊接需求。将焊接板材放置于下电极上,板材上的孔对应陶瓷定位销。将焊接螺母放置于陶
瓷定位销上,按动焊接启动后,上电极下压,将螺母压向焊接材料并紧密结合,然后通电焊接。在这过程中,陶瓷定位销被螺母带动向下行动。克服弹簧的力量,带动连接杆1、调整螺母、连接杆2,使得直线位移传感器得到相应的位移。
[0034]
请参阅图8,本实用新型的凸焊螺母用的电极,在使用时,将焊接板材300放置于下电极上,焊接板材300上的孔对应陶瓷定位销3。将焊接螺母200放置于陶瓷定位销3上,焊接时上电极100将焊接螺母200压下,带动陶瓷定位销3一起下压,将螺母压向焊接材料并紧密结合,然后通电焊接。陶瓷定位销3的下面是复位弹簧8,可以起到将陶瓷定位销3往上顶的作用。将电极杆2中加入了第一连接杆9、第二连接杆11以及调整螺母10,用以连接下部的直线位移传感器7,直线位移传感器7使用第一固定支架5和第二固定支架6连接到电极杆2上,通过这样的连接,陶瓷定位销3被焊接螺母200带动向下行动。克服复位弹簧8的力量,带动第一连接杆9、调整螺母10、第二连接杆11,使得直线位移传感器7得到相应的位移,可以使焊接的熔接行程直接反应到直线位移传感器7上,从而实现电气测量和控制。
[0035]
本实用新型的凸焊螺母用的电极,利用陶瓷定位销3的下压行程测量,来完成对工作行程的测量。所以在制作时一定要注意整体工作行程要能包含陶瓷定位销3 的行程,并且要注意到每次下电极更换时的变化,以免造成更换下电极体后的定位销伸出长度不一致而造成的误差,所以直线位移传感器要适当的选择行程大些。直线位移传感器3因为实际工作时的运动量最大只有10mm左右,所以选用了米朗的 kpm16-25mm位移传感器。实际位移量最大25mm。其精确度可以达到0.6%,也就是 0.15mm,满足本实用新型所需要的精度。如果需要更高精度的,也可以采用其它高精度的直线位移传感器,直线位移传感器与电极的陶瓷定位销相连接,通过焊接时压制定位销的行程来读取行程参数。
[0036]
本实用新型的凸焊螺母用的电极,配合电气控制,可以方便的实现测量焊接过程中螺母的静止状态到压紧状态的行程。从而发现冲压漏工序等问题。通过测量比较,使出现状况的焊接件及时报警提示。配合电气控制,也可以方便的实现测量焊接过程中螺母的压紧状态到焊接完成状态的行程,能较为直观地反映出焊接前后的相对行程,从而判断每次焊接点的融化程度,间接对焊接的质量也有了较为精细的检查,达到初步判断焊接质量的作用。
[0037]
综上所述,本实用新型的凸焊螺母用的电极,利用陶瓷定位销的运动量,间接反应焊接从没焊到焊好后的运动行程,使焊接的熔接行程直接反应到直线位移传感器上,从而实现电气测量和控制。
[0038]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1