一种车镗双用机床尾座的制作方法
[0001]
本实用新型涉及机床设备,具体涉及一种车镗双用机床尾座。
背景技术:
[0002]
机床加工中经常碰到需要加工外圆和深孔的工件,外圆加工一般在车床上夹持车削,深孔加工一般需要镗削。这就需要将工件在车床和镗床之间搬动、分别加工,十分影响加工效率。
技术实现要素:
[0003]
为了解决上述问题,本实用新型提供了一种车镗双用机床尾座,在一台机床上实现车削和镗削,提高加工效率、减轻人工劳动。本实用新型采用的技术方案如下:
[0004]
一种车镗双用机床尾座,包括卡盘和滑动设在机床导轨上的支座,还包括芯轴和镗杆;
[0005]
所述芯轴可转动设在支座的横向中心孔中,所述卡盘固连在芯轴的前端;
[0006]
所述镗杆的尾部连接有进给机构、头部连接镗刀头,所述镗杆与芯轴的横向中心孔为滑动配合、所述镗刀头与卡盘的横向中心孔为滑动配合,所述进给机构驱动镗杆沿芯轴轴向滑动以使镗刀头伸出卡盘镗削工件或缩回至卡盘内。
[0007]
上述车镗双用机床尾座,所述镗刀头的外圆上安装有一圈用于支撑工件内孔的滚珠。
[0008]
上述车镗双用机床尾座,所述卡盘的横向中心孔内转动设有支撑套,所述镗刀头外圆上设有导向块,所述导向块与支撑套内圆为滑动配合或脱离。
[0009]
本实用新型的有益效果为:该尾座具有车床尾座功能,能够夹持和支撑工件,用来车削工件外圆和端面等,还可以作为深孔镗床镗头使用,镗削深孔。在一台机床上实现车削和镗削,极大提高生产效率。
附图说明
[0010]
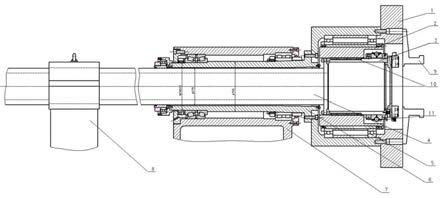
图1为本实用新型的剖视结构示意图。
[0011]
图2为本实用新型的卡盘处局部放大示意图。
[0012]
图中:1为卡盘、2为支撑套、3为镗刀头、4为镗杆、5为轴承、6为芯轴、7为支座、8为进给机构、9为卡爪、10为导向块、11为滚珠。
具体实施方式
[0013]
下面结合附图对本实用新型进一步解释说明。
[0014]
一种车镗双用机床尾座,包括卡盘1和滑动设在机床导轨上的支座7,还包括芯轴6和镗杆4;
[0015]
所述芯轴6可转动设在支座7的横向中心孔中,所述卡盘1固连在芯轴6的前端;
[0016]
所述镗杆4的尾部连接有进给机构8、头部连接镗刀头3,所述镗杆4与芯轴6的横向中心孔为滑动配合、所述镗刀头3与卡盘1的横向中心孔为滑动配合,所述进给机构8驱动镗杆4沿芯轴6轴向滑动以使镗刀头3伸出卡盘1镗削工件或缩回至卡盘1内。
[0017]
上述车镗双用机床尾座,所述镗刀头3的外圆上安装有一圈用于支撑工件内孔的滚珠11。
[0018]
上述车镗双用机床尾座,所述卡盘1的横向中心孔内转动设有支撑套2,所述镗刀头3外圆上设有导向块10,所述导向块10与支撑套2内圆为滑动配合或脱离。
[0019]
本实用新型实施例的车镗工作原理为:
[0020]
镗削用组件和车削用整理安装在支座7内的横向中心孔中。卡盘1利用卡爪9支撑工件内孔,卡盘1随芯轴6与工件同时旋转,轴承5的外圈旋转、内圈不旋转,也就是说此时镗刀头3在支撑套2内静置不动,实现车削。用卡爪9夹持工件外圆,进给机构8推动镗杆4进给,起初导向块10对镗刀头3在支撑套2内导向,当滚珠11滑动至到工件内孔后,导向块10与支撑套2脱离,此时镗刀头3依靠滚珠11支撑并导向,完成镗削;随后进给机构8带动镗杆4退回到支撑套2内。这样就实现了在一台机床上实现工件外圆和内孔的加工,效率高,操作方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1