一种行车大梁翻转变位机构的制作方法
[0001]
本实用新型属于翻转变位机构技术领域,具体涉及一种行车大梁翻转变位机构。
背景技术:
[0002]
行车大梁类产品是行车起重机的关键零部件,由于行车大梁长度较长,宽度较窄,高度较高,焊接质量要求高,内、外部焊缝较多,焊接过程当中需多次翻转变位,现多采用人工辅助行车进行翻转,由于行车大梁工件重量很重,人工操作,危险系数高,自动化程度低,严重制约了行车大梁的生产效率。
技术实现要素:
[0003]
为了克服上述现有技术的不足之处,本实用新型提供一种行车大梁翻转变位机构,行车大梁翻转变位机构可以满足不同类型行车大梁工件的翻转变位需求,相对于现有技术,极大地降低了人力需求,提高了自动化程度和安全系数。
[0004]
本实用新型是通过如下技术方案实现的:一种行车大梁翻转变位机构,包括小车轨道,小车轨道的中部设有顶升平台,小车轨道上放置有两台移动小车,两台所述移动小车分别位于所述顶升平台的两侧,每一台所述移动小车上均安装有笼式翻转机,每台所述笼式翻转机的工件支撑口处均设有工件夹紧装置。
[0005]
所述的工件夹紧装置包括一根纵向滑架和两根固定在纵向滑架上的横向滑架,纵向滑架包括纵向滑架底座、纵向左旋丝杆、纵向滑架伺服电机、纵向直线导轨和纵向右旋丝杆,横向滑架包括横向滑架底座、横向滑架溜板、横向定位块、横向右旋丝杆、横向直线导轨、横向左旋丝杆、横向滑架伺服电机和纵向定位块;纵向直线导轨安装在纵向滑架底座上,两个所述横向滑架底座安装在纵向直线导轨的两端,由纵向滑架伺服电机驱动纵向左旋丝杆和纵向右旋丝杆来带动安装在相应横向滑架底座上的纵向定位块上下滑动;横向直线导轨安装在横向滑架底座上,横向滑架溜板安装在横向直线导轨上,由横向滑架伺服电机驱动横向左旋丝杆和横向右旋丝杆来带动安装在横向滑架溜板上的横向定位块左右滑动。
[0006]
进一步地,所述的小车轨道包括位于顶升平台两侧的左侧轨道和右侧轨道。
[0007]
进一步地,所述的移动小车由拖链驱动。
[0008]
进一步地,所述顶升平台设置有两台,顶升平台为液压控制。
[0009]
本实用新型的有益效果是:1、本申请采用双笼式翻转机,可翻转大吨位行车大梁工件;
[0010]
2、翻转变位机构采用移动式,可适应不同长度工件的翻转变位,提高自动化程度;
[0011]
3、翻转变位机构采用了工件夹紧装置,工件夹紧装置能够进行张紧和松开,因此,可适应不同宽度、不同高度工件的翻转变位,提高自动化程度。
[0012]
4、采用机器自动化完成翻转变位,相对于以往的人工翻动,安全系数更高。
附图说明
[0013]
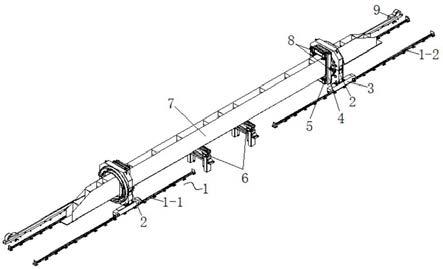
图1为本实用新型的结构示意图;
[0014]
图2为本实用新型的俯视图;
[0015]
图3为本实用新型工件夹紧装置的结构示意图;
[0016]
图中,1、小车轨道,1-1、左侧轨道,1-2、右侧轨道,2、笼式翻转机,3、移动小车,4、纵向滑架,4-1、纵向滑架底座,4-2、纵向左旋丝杆,4-3、纵向滑架伺服电机,4-4、纵向直线导轨,4-5、纵向右旋丝杆,5、横向滑架,5-1、横向滑架底座,5-2、横向滑架溜板,5-3、横向定位块,5-4、横向右旋丝杆,5-5、横向直线导轨,5-6、横向左旋丝杆,5-7、横向滑架伺服电机,5-8、纵向定位块,6、顶升平台,7、工件,8、伺服电机,9、拖链。
具体实施方式
[0017]
下面根据附图和实施例对本实用新型进一步说明。
[0018]
如图1至图3所示,一种行车大梁翻转变位机构,包括小车轨道1,小车轨道1包括左侧轨道1-1和右侧轨道1-2两部分,在左侧轨道1-1和右侧轨道1-2之间的空位处设有顶升平台6,顶升平台6设置有两台,顶升平台6由液压控制升降,顶升平台6采用本领域能够满足本申请的设计需求的结构形式即可,在本实施例中提供一种具体的顶升平台6的结构形式,顶升平台6包括两根竖直固定在地面的滑轨,在两根滑轨上滑动套装有支撑平板,支撑平板的下方连接着液压缸的伸缩杆,液压缸的底座与地面相固定。小车轨道1上放置有两台移动小车3,两台所述移动小车3分别位于所述顶升平台6的两侧,所述的移动小车3由拖链9驱动在小车轨道1上进行行走。每一台所述移动小车3上均安装有笼式翻转机2,每台所述笼式翻转机2的工件支撑口处均设有工件夹紧装置。
[0019]
如图3所示,所述的工件夹紧装置包括一根纵向滑架4和两根固定在纵向滑架4上的横向滑架5,纵向滑架4包括纵向滑架底座4-1、纵向左旋丝杆4-2、纵向滑架伺服电机4-3、纵向直线导轨4-4和纵向右旋丝杆4-5,横向滑架5包括横向滑架底座5-1、横向滑架溜板5-2、横向定位块5-3、横向右旋丝杆5-4、横向直线导轨5-5、横向左旋丝杆5-6、横向滑架伺服电机5-7和纵向定位块5-8;纵向直线导轨4-4安装在纵向滑架底座4-1上,两个所述横向滑架底座5-1安装在纵向直线导轨4-4的两端,由纵向滑架伺服电机4-3驱动纵向左旋丝杆4-2和纵向右旋丝杆4-5来带动安装在相应横向滑架底座5-1上的纵向定位块5-8上下滑动;横向直线导轨5-5安装在横向滑架底座5-1上,横向滑架溜板5-2安装在横向直线导轨5-5上,由横向滑架伺服电机5-7驱动横向左旋丝杆5-6和横向右旋丝杆5-4来带动安装在横向滑架溜板5-2上的横向定位块5-3左右滑动。通过两侧的纵向定位块5-8的上下运动以及两侧的横向定位块5-3的左右滑动可以对不同宽度、不同高度的工件7进行夹紧定位,进而完成工件7的翻转变位。
[0020]
小车轨道1也可以是完整的轨道形式,顶升平台6置于完整轨道的中部即可。
[0021]
本申请的工作流程为:一、初始工作状态时,笼式翻转机2和顶升平台6皆处于零位(笼式翻转机2的零位是指移动小车3在运动行程内处于小车轨道1上离顶升平台6最远的位置处;顶升平台6的零位是指顶升平台处于未伸出的状态),rgv小车将工件7搬运至顶升平台6上;
[0022]
二、随后顶升平台6动作,将工件7顶升至指定位置处;
[0023]
三、通过拖链9驱动移动小车3在小车轨道1上朝顶升平台6方向进行行走,即两台笼式翻转机2分别向中间移动,移动至指定位置;
[0024]
四、纵向滑架4和横向滑架5分别定位夹紧工件7,随后顶升平台6下降至零位;
[0025]
五、笼式翻转机2按照事先设定的程序进行翻转,翻转完成之后,顶升平台6再次上升,纵向滑架4和横向滑架5松开,工件7再次落至顶升平台6上;
[0026]
六、笼式翻转机2退回到零位,然后顶升平台6下降至零位,最后rgv小车将工件7搬走。
[0027]
本申请的翻转变位机构采用移动式,因此,可以适应不同长度工件的翻转变位;同时,本申请的翻转变位机构采用了工件夹紧装置,工件夹紧装置能够进行张紧和松开,因此,可适应不同宽度、不同高度工件的翻转变位。本申请能够满足不同长度、高度和宽度的行走大梁的翻转变位,相对于现有技术,极大的提高了自动化程度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1