一体式三联组安装框架及包含其的超声波焊接装置的制作方法
[0001]
本实用新型涉及超声波焊接领域,特别涉及一种一体式三联组安装框架及包含其的超声波焊接装置。
背景技术:
[0002]
超声波焊接是一种利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合方法。超声波焊接机在工作时通过超声波发生器将50/60赫兹电流转换成15、20、30或40khz电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过换能器上的变幅杆装置传递到焊头上。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将要焊接的工件表面熔化,进而可使两个工件焊接在一起。
[0003]
一套超声波焊接装置的主要组件包括顺次连接的超声波发生器、换能器、变幅杆及焊头等。换能器、变幅杆及焊头通常需要分别与变幅杆框架、直线导轨框架、焊头框架进行安装。相关安装框架为分散式安装框架。相应的,每次安装工序必然带来相应的安装误差,同一个设备的安装工序越多,因安装而造成的累计误差通常越大。对于超声波焊接装置而言,换能器、变幅杆及焊头分别安装至相应的安装架会带来较大的安装误差,该安装误差将直接影响到超声波焊接装置的焊接效果。
技术实现要素:
[0004]
本实用新型的目的是为了克服现有存在的上述不足,本实用新型提供一种一体式三联组安装框架及包含其的超声波焊接装置。
[0005]
本实用新型是通过以下技术方案实现的:
[0006]
一种一体式三联组安装框架,用于固定超声波焊接装置,所述一体式三联组安装框架包括框架本体,所述框架本体具有通孔,所述通孔靠近所述超声波焊接装置的换能器的一端为第一连接端,所述第一连接端的内壁面用于连接所述超声波焊接装置的变幅杆的外周面;所述通孔远离所述超声波焊接装置的换能器的一端为第二连接端,所述第二连接端的内壁面用于连接所述超声波焊接装置的焊头的外周面;所述框架本体的外侧面用于连接至所述超声波焊接装置的直线导轨,所述框架本体能够沿所述直线导轨滑动。
[0007]
进一步地,所述第一连接端凸出于所述框架本体的外侧面。
[0008]
进一步地,所述第一连接端还具有沉槽,所述沉槽自所述第一连接端外侧面向所述框架本体的方向延伸,所述沉槽的侧面与所述通孔的侧面相连通。
[0009]
进一步地,所述第二连接端凸出于所述框架本体的外侧面。
[0010]
进一步地,所述第二连接端为圆管,所述圆管的内孔与所述通孔相连通,所述圆管的一端与所述框架本体相连接,所述圆管的另一端向远离所述换能器的方向延伸。
[0011]
进一步地,所述一体式三联组安装框架还包括连接环,所述第二连接端设有沉台,所述连接环安置于所述沉台的底面,所述连接环的内侧面用于连接所述焊头的外周面。
[0012]
进一步地,所述第二连接端的侧面设有开口,所述开口自所述第二连接端的外侧面向所述框架本体延伸。
[0013]
进一步地,所述一体式三联组安装框架由一个工件整体加工制成;
[0014]
或者所述一体式三联组安装框架为铸件。
[0015]
一种超声波焊接装置,其包括如上所述的一体式三联组安装框架。
[0016]
本实用新型的有益效果在于:
[0017]
一体式三联组安装框架及包含其的超声波焊接装置
附图说明
[0018]
图1为本实用新型实施例的一体式三联组安装框架的立体结构示意图。
[0019]
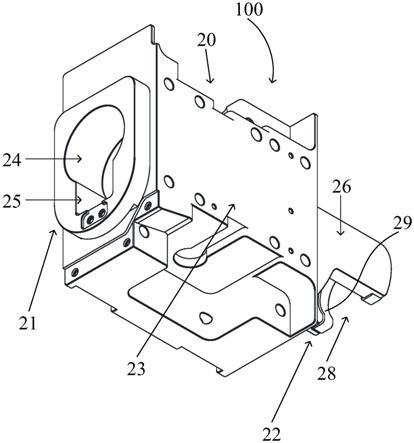
图2为本实用新型实施例的一体式三联组安装框架的另一立体结构示意图。
[0020]
图3为本实用新型实施例的超声波焊接装置的立体结构示意图。
[0021]
图4为本实用新型实施例的超声波焊接装置的另一立体结构示意图。
[0022]
附图标记说明:
[0023]
一体式三联组安装框架 100
[0024]
框架本体 20
[0025]
第一连接端 21
[0026]
第二连接端 22
[0027]
外侧面 23
[0028]
通孔 24
[0029]
沉槽 25
[0030]
圆管 26
[0031]
沉台 27
[0032]
开口 28
[0033]
连接环 29
[0034]
超声波焊接装置 300
[0035]
换能器 31
[0036]
变幅杆 32
[0037]
焊头 33
具体实施方式
[0038]
以下各实施例的说明是参考附图,用以示例本实用新型可以用以实施的特定实施例。
[0039]
如图1至图2所示,本实施例公开了一种一体式三联组安装框架100。如图3及图4所示,本实施例还公开了一种超声波焊接装置300,该超声波焊接装置300包括一体式三联组安装框架100。
[0040]
该一体式三联组安装框架100用于固定超声波焊接装置300,一体式三联组安装框架100包括框架本体20,框架本体20具有通孔24,通孔24靠近超声波焊接装置300的换能器31的一端为第一连接端21,第一连接端21的内壁面用于连接超声波焊接装置300的变幅杆
32的外周面;通孔24远离超声波焊接装置300的换能器31的一端为第二连接端22,第二连接端22的内壁面用于连接超声波焊接装置300的焊头33的外周面;框架本体20的外侧面23用于连接至超声波焊接装置300的直线导轨,框架本体20能够沿直线导轨滑动。本实施例的一体式三联组安装框架100利用第一连接端21安装变幅杆32,利用第二连接端22安装焊头33,利用外侧面23安装直线导轨,从而减少安装支架的数量,避免了对安装支架进行安装,杜绝了安装支架之间产生的安装误差,进而能够提高超声波焊接装置300的安装精度,能够提高超声波焊接装置300的焊接效果。
[0041]
如图1所示,第一连接端21凸出于框架本体20的外侧面。第一连接端21还具有沉槽25,沉槽25自第一连接端21外侧面向框架本体20的方向延伸,沉槽25的侧面与通孔24的侧面相连通。
[0042]
如图2所示,第二连接端22凸出于框架本体20的外侧面23。第二连接端22可以为圆管26,圆管26的内孔与通孔24相连通,圆管26的一端与框架本体20相连接,圆管26的另一端向远离换能器31的方向延伸。
[0043]
在图2中,一体式三联组安装框架100还包括连接环29,第二连接端22设有沉台27,连接环29安置于沉台27的底面,连接环29的内侧面用于连接焊头33的外周面。第二连接端22的侧面设有开口28,开口28自第二连接端22的外侧面向框架本体20延伸。图2中的圆管26的侧面设有开口28,连接环29通过紧固件安装至沉台27的底面,连接环29的外侧面23与沉台27的内侧面相贴合,连接环29的内侧面与焊头33的外侧面23相贴合。
[0044]
作为一种制造方式,一体式三联组安装框架100可以由一个工件整体加工制成;在其他实施例中,一体式三联组安装框架100可以为铸件。
[0045]
如图3及图4所示,本实施例的一种超声波焊接装置300包括如上所述的一体式三联组安装框架100。超声波焊接装置300的换能器31与变幅杆32相连接,变幅杆32插入一体式三联组安装框架100的通孔24内。变幅杆32的外侧面23与通孔24的内壁相贴合。变幅杆32还与焊头33相连接,焊头33的外周面与通孔24的内壁相贴合。一体式三联组安装框架100的外侧面23还可以与直线导轨相连接。
[0046]
本实施例的一体式三联组安装框架100减少分散式安装支架的数量,避免了对分散式安装支架进行安装,杜绝了分散式安装支架之间产生的安装误差,进而能够提高超声波焊接装置300的安装精度,能够提高超声波焊接装置300的焊接效果。
[0047]
以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1