超声波焊接装置的制作方法
[0001]
本实用新型涉及焊接装置技术领域,尤其是涉及一种超声波焊接装置。
背景技术:
[0002]
目前工程机械结构件98%使用mag和co2方式焊接,这种焊接方式效率高,但同时受线能量大、加热及冷却速度快且不均匀影响,导致熔合区存在组织粗大且不均匀的组织层,导致焊接结构塑性及韧性差,影响疲劳寿命。
[0003]
现有技术中有用机械震动源和mag和co2方式焊接结合的试验方式,通过边焊接边振动方式来细化焊缝晶粒,同时减少焊后残余应力,但由于机械震动源噪声大,且对于焊缝熔池以外的结构件振动会消耗过多能量,同时对焊接过程造成一定干扰。
技术实现要素:
[0004]
本实用新型的目的在于提供一种超声波焊接装置,以缓解相关技术中机械震动源噪声大,且对于焊缝熔池以外的结构件振动会消耗过多能量,同时对焊接过程造成一定干扰的技术问题。
[0005]
本实用新型提供超声波焊接装置包括:运动机构、调节机构、跟踪传感器、焊枪和超声波振动发生器,所述调节机构安装于所述运动机构;
[0006]
沿所述运动机构的行进方向,所述跟踪传感器、所述焊枪和所述超声波振动发生器依次设置,并均安装于所述调节机构。
[0007]
进一步的,所述超声波振动发生器的数量为两个,两个所述超声波振动发生器位于所述焊枪的两侧。
[0008]
进一步的,所述调节机构包括第一调节组件和第二调节组件,所述第二调节组件、所述跟踪传感器和所述超声波振动发生器均安装于所述第一调节组件,所述焊枪安装于所述第二调节组件。
[0009]
进一步的,所述第一调节组件包括第一十字滑架,所述第二调节组件包括第二十字滑架,所述第一十字滑架安装于所述运动机构,所述第二十字滑架安装于所述第一十字滑架。
[0010]
进一步的,所述超声波焊接装置还包括连接组件,所述第二十字滑架、所述跟踪传感器和所述超声波振动发生器均通过所述连接组件安装于所述第一十字滑架。
[0011]
进一步的,所述连接组件包括连接支架、传感器支撑架和发生器支撑架,所述连接支架安装于所述第一十字滑架,所述传感器支撑架和所述发生器支撑架均安装于所述连接支架。
[0012]
进一步的,所述传感器支撑架包括第一l架和探头支座,所述第一l架与所述连接支架转动连接,所述探头支座与所述第一l架转动连接,所述跟踪传感器安装于所述探头支座,所述探头支座的转动轴线沿第一方向延伸,所述第一l架的转动轴线沿第二方向延伸,所述第一方向与所述第二方向垂直。
[0013]
进一步的,所述发生器支撑架包括第二l架和发生器支座,所述第二l架与所述连接支架转动连接,所述发生器支座与所述连接支架转动连接,所述超声波振动发生器安装于所述发生器支座,所述发生器支座的转动轴线沿第一方向延伸,所述第二l架的转动轴线沿第二方向延伸,所述第一方向与所述第二方向垂直。
[0014]
进一步的,所述焊枪通过焊枪支座安装于所述第二十字滑架,所述焊枪支座与所述第二十字滑架转动连接,所述焊枪支座的转动轴线沿第一方向延伸。
[0015]
进一步的,所述运动机构包括依次连接的第一运动组件、第二运动组件和第三运动组件,所述调节机构安装于所述第三运动组件;
[0016]
所述第一运动组件用于带动所述焊枪沿第一方向运动,所述第二运动组件用于带动所述焊枪沿第二方向运动,所述第三运动组件用于带动所述焊枪沿第三方向运动,所述第一方向、所述第二方向和所述第三方向相互垂直。
[0017]
本实用新型提供超声波焊接装置包括:运动机构、调节机构、跟踪传感器、焊枪和超声波振动发生器,调节机构安装于运动机构;沿运动机构的行进方向,跟踪传感器、焊枪和超声波振动发生器依次设置,并均安装于调节机构。使用本实用新型提供的超声波焊接装置时,跟踪传感器的探头直接插入需焊接位置坡口或t形焊根部,用于导向避免因组装精度及焊接过程变形问题导致焊偏,运动机构和调节机构使焊枪运动至预焊接位置,并使超声波振动发生器端部对准熔池靠后方位置,焊接过程中运动机构带动跟踪传感器、焊枪和超声波振动发生器运动,并且超声波振动发生器位于焊枪的后方,这样实现边焊接、边振动、边凝固的过程。
[0018]
与现有技术相比,本实用新型提供超声波焊接装置通过超声波振动发生器产生振动,噪声小、耗能小、环保和可靠,能有效改善mag/co2焊后焊缝及熔合区组织,细化晶粒,减少残余应力,减少微观缺陷,提高疲劳寿命,此外,因为有超声波振动能量的介入,熔池中气体及浮渣更容易溢出,减少焊后气孔、夹渣缺陷。
附图说明
[0019]
为了更清楚地说明本实用新型具体实施方式或相关技术中的技术方案,下面将对具体实施方式或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0020]
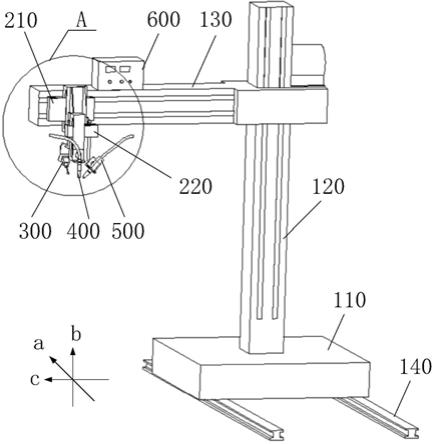
图1为本实用新型实施例提供的超声波焊接装置的结构示意图;
[0021]
图2为图1中a处的局部放大图。
[0022]
图标:110-第一运动组件;120-第二运动组件;130-第三运动组件;140-轨道;210-第一十字滑架;220-第二十字滑架;231-连接支架;232-第一l架;233-探头支座;234-第二l架;235-发生器支座;236-焊枪支座;300-跟踪传感器;400-焊枪;500-超声波振动发生器;600-跟踪控制箱;a-第一方向;b-第二方向;c-第三方向。
具体实施方式
[0023]
下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本
领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0024]
在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0025]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0026]
如图1所示,本实用新型实施例提供超声波焊接装置包括:运动机构、调节机构、跟踪传感器300、焊枪400和超声波振动发生器500,调节机构安装于运动机构;沿运动机构的行进方向,跟踪传感器300、焊枪400和超声波振动发生器500依次设置,并均安装于调节机构。
[0027]
具体的,运动机构包括依次连接的第一运动组件110、第二运动组件120和第三运动组件130,调节机构安装于第三运动组件130,第三运动组件130上还安装有与跟踪传感器300电连接的跟踪控制箱600;第一运动组件110用于带动焊枪400沿第一方向a运动,第二运动组件120用于带动焊枪400沿第二方向b运动,第三运动组件130用于带动焊枪400沿第三方向c运动,第一方向a、第二方向b和第三方向c相互垂直。
[0028]
如图1所示,第一运动组件110的下方设有两个轨道140,两个轨道140沿第一方向a延伸设置,第一运动组件110与两个轨道140滑动配合,第一运动组件110可通过带传动、链传动或滚珠丝杠传动的方式带动焊枪400沿第一方向a运动。第二运动组件120和第三运动组件130均可选择线性模组的形式带动焊枪400沿第二方向b和第三方向c运动。
[0029]
对工件焊接前,根据工件的类型第一运动组件110、第二运动组件120和第三运动组件130配合使焊枪400运动至预焊接位置,焊接过程中,第一运动组件110带动焊枪400沿第一方向a运动,调节机构根据需焊接的位置对焊枪400的位置进行调整。
[0030]
一些实施方式中,超声波振动发生器500的数量为一个,一个超声波振动发生器500位于焊枪400的一侧,另一些实施方式中,超声波振动发生器500的数量为两个,两个超声波振动发生器500位于焊枪400的两侧。
[0031]
具体的,两个超声波振动发生器500可位于焊枪400的两侧,并且沿第一方向a,两个超声波振动发生器500错位设置,使其振动更有针对性,并且形成扰流,效果更好。
[0032]
进一步的,调节机构包括第一调节组件和第二调节组件,第二调节组件、跟踪传感器300和超声波振动发生器500均安装于第一调节组件,焊枪400安装于第二调节组件。
[0033]
具体的,第一调节组件安装于第三运动组件130的运动端,第二调节组件位于第一调节组件背离第三运动组件130的一侧,并与第一调节组件的运动端连接,跟踪传感器300安装于第一调节组件的运动端的第一侧,超声波振动发生器500安装于第一调节组件运动端的第二侧,第一侧与第二侧相互背离。焊枪400位于第二调节组件的背离第一调节组件的
一侧,并与第二调节组件的运动端连接。第一调节组件可带动跟踪传感器300、第二调节组件和超声波振动发生器500沿第二方向b和第三方向c运动,第二调节组件可带动焊枪400沿第二方向b和第三方向c运动。焊接过程中,第一调节组件可用于调节跟踪传感器300、第二调节组件和超声波振动发生器500的位置,第二调节组件可用于对焊枪400的位置进行微调,以根据需焊接的位置调整焊枪400和超声波振动发生器500的位置。
[0034]
进一步的,第一调节组件包括第一十字滑架210,第二调节组件包括第二十字滑架220,第一十字滑架210安装于运动机构,第二十字滑架220安装于第一十字滑架210。
[0035]
如图2所示,第一十字滑架210与第三运动组件130连接,第二十字滑架220位于第一十字滑架210背离第三运动组件130的一侧,并与第一十字滑架210的运动端连接,跟踪传感器300和超声波振动发生器500分别与第一十字滑架210的运动端的两侧面连接。焊接过程中,第一十字滑架210调节跟踪传感器300、第二十字滑架220和超声波振动发生器500的位置,第二十字滑架220对焊枪400的位置进行微调,以根据需焊接的位置调整焊枪400和超声波振动发生器500的位置。
[0036]
进一步的,超声波焊接装置还包括连接组件,第二十字滑架220、跟踪传感器300和超声波振动发生器500均通过连接组件安装于第一十字滑架210。
[0037]
具体的,连接组件包括连接支架231、传感器支撑架和发生器支撑架,连接支架231安装于第一十字滑架210,传感器支撑架和发生器支撑架均安装于连接支架231。
[0038]
连接支架231位于第一十字滑架210背离第三运动组件130的一侧,并与第一十字滑架210的运动端连接,第二十字滑架220安装于连接支架231的背离第一十字滑架210的一侧。传感器支撑架安装于连接支架231的图2所示的左侧面,发生器支撑架安装于连接支架231的图2所示的右侧,跟踪传感器300安装于传感器支撑架的下端,超声波振动发生器500安装于发生器支撑架的下端。
[0039]
进一步的,传感器支撑架包括第一l架232和探头支座233,第一l架232与连接支架231转动连接,探头支座233与第一l架232转动连接,跟踪传感器300安装于探头支座233,探头支座233的转动轴线沿第一方向a延伸,第一l架232的转动轴线沿第二方向b延伸,第一方向a与第二方向b垂直。
[0040]
具体的,第一l架232包括相互垂直连接的第一段和第二段,连接支架231的左侧面设有两个沿竖直方向间隔分布的第一连接环,第一段贯穿两个第一连接环,并与两个第一连接环转动配合,第二段沿水平方向设置,探头支座233安装于第二段的自由端,并与第二段转动配合,跟踪传感器300安装于探头支座233上。通过第一段和探头支座233可调节跟踪传感器300的角度。
[0041]
进一步的,发生器支撑架包括第二l架234和发生器支座235,第二l架234与连接支架231转动连接,发生器支座235与连接支架231转动连接,超声波振动发生器500安装于发生器支座235,发生器支座235的转动轴线沿第一方向a延伸,第二l架234的转动轴线沿第二方向b延伸,第一方向a与第二方向b垂直。
[0042]
具体的,第二l架234包括相互垂直连接的第三段和第四段,连接支架231的右侧面设有两个沿竖直方向间隔分布的第二连接环,第三段贯穿两个第二连接环,并与两个第二连接环转动配合,第四段沿水平方向设置,发生器支座235安装于第四段的自由端,并与第四段转动配合,超声波振动发生器500安装于发生器支座235上。通过第三段和探头支座233
可调节超声波振动发生器500的角度。
[0043]
进一步的,焊枪400通过焊枪支座236安装于第二十字滑架220,焊枪支座236与第二十字滑架220转动连接,焊枪支座236的转动轴线沿第一方向a延伸。
[0044]
具体的,焊枪支座236通过转轴与第二十字滑架220的运动端转动连接,转轴的轴线沿第一方向a延伸,焊枪400安装于焊枪支座236上。焊枪支座236可带动焊枪400绕转轴的轴线转动,从而使对焊枪400交底的调整,提供焊接精度。
[0045]
本实用新型实施例提供超声波焊接装置包括:运动机构、调节机构、跟踪传感器300、焊枪400和超声波振动发生器500,调节机构安装于运动机构;沿运动机构的行进方向,跟踪传感器300、焊枪400和超声波振动发生器500依次设置,并均安装于调节机构。使用本实用新型实施例提供的超声波焊接装置时,跟踪传感器300的探头直接插入需焊接位置坡口或t形焊根部,用于导向避免因组装精度及焊接过程变形问题导致焊偏,运动机构和调节机构使焊枪400运动至预焊接位置,并使超声波振动发生器500端部对准熔池靠后方位置,焊接过程中运动机构带动跟踪传感器300、焊枪400和超声波振动发生器500运动,并且超声波振动发生器500位于焊枪400的后方,这样实现边焊接、边振动、边凝固的过程。
[0046]
与现有技术相比,本实用新型实施例提供超声波焊接装置中超声波振动发生器500仅对液态熔池以及凝固为固态前的熔融状态(半固态)金属组织产生振动,使结构件的焊缝及熔合区组织更细小,更等轴化,以提高焊接结构焊缝位置的塑性及抗冲击韧性,以延长焊接结构件的疲劳强度;超声波振动焊接仅对液态熔池以及凝固为固态前的熔融状态(半固态)金属组织产生振动,所需能量消耗小,同时基本没有噪声影响,环保性较强;超声波振动焊接是边焊接、边振动、边凝固的过程,即在焊接熔池凝固前的瞬间该部分金属仍在振动能量作用范围内,所以最终残余应力很小,微缺陷也会在残余应力减弱的过程中大部分愈合,故明显延长其构件的疲劳寿命。
[0047]
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1