不同方位焊接式超级电容激光焊接机的制作方法
1.本实用新型涉及激光焊接机领域,尤其是不同方位焊接式超级电容激光焊接机。
背景技术:
2.超级电容不同于传统的化学电源,是一种介于传统电容器与电池之间、具有特殊性能的电源,主要依靠双电层和氧化还原赝电容电荷储存电能。超级电容在制造生产的过程中,需要进行焊接。但是现有的焊接效率较低。
技术实现要素:
3.为了克服现有的超级电容焊接的效率低的不足,本实用新型提供了不同方位焊接式超级电容激光焊接机。
4.本实用新型解决其技术问题所采用的技术方案是:一种不同方位焊接式超级电容激光焊接机,包括输送机构、激光焊接头、转动台、定位座、弧形板一、弧形板推动机构一、弧形板二、弧形板推动机构二和水平驱动机构,所述输送机构两端分别设有两个转动台,转动台上固定有弧形板推动机构一和定位座,定位座上设有u形槽,弧形板推动机构一的活塞杆上固定有弧形板一,弧形板推动机构一的活塞杆穿过定位座,输送机构两端分别设有两个不同朝向的激光焊接头,输送机构侧端设有水平驱动机构,水平驱动机构的滑座上固定有弧形板推动机构二,弧形板推动机构二的活塞杆上固定有弧形板二。
5.根据本实用新型的另一个实施例,进一步包括所述输送机构为皮带输送机。
6.根据本实用新型的另一个实施例,进一步包括所述弧形板一的材质为硅胶。
7.根据本实用新型的另一个实施例,进一步包括所述水平驱动机构为线性模组。
8.根据本实用新型的另一个实施例,进一步包括所述转动台为凸轮分割器。
9.根据本实用新型的另一个实施例,进一步包括所述转动台上固定有数个弧形板推动机构一和数个定位座。
10.根据本实用新型的另一个实施例,进一步包括所述弧形板二的材质为硅胶。
11.根据本实用新型的另一个实施例,进一步包括所述弧形板推动机构一和弧形板推动机构二均为单杆气缸。
12.本实用新型的有益效果是,该实用新型通过设置两个不同方向的激光焊接头来焊接一个超级电容的不同位置。通过两个方位设置的弧形板一来上料及下料。通过弧形板一与弧形板二的夹持来定位超级电容。本申请提高了超级电容的焊接效率。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
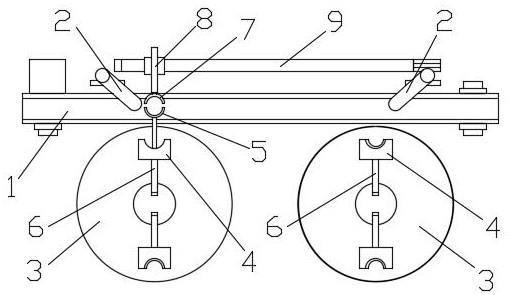
14.图1是本实用新型的结构示意图;
15.图中1. 输送机构,2. 激光焊接头,3. 转动台,4. 定位座,5. 弧形板一,6. 弧形板推动机构一,7. 弧形板二,8. 弧形板推动机构二,9. 水平驱动机构。
具体实施方式
16.图1是本实用新型的结构示意图,一种不同方位焊接式超级电容激光焊接机,包括输送机构1、激光焊接头2、转动台3、定位座4、弧形板一5、弧形板推动机构一6、弧形板二7、弧形板推动机构二8和水平驱动机构9,所述输送机构1两端分别设有两个转动台3,转动台3上固定有弧形板推动机构一6和定位座4,定位座4上设有u形槽,弧形板推动机构一6的活塞杆上固定有弧形板一5,弧形板推动机构一6的活塞杆穿过定位座4,输送机构1两端分别设有两个不同朝向的激光焊接头2,输送机构1侧端设有水平驱动机构9,水平驱动机构9的滑座上固定有弧形板推动机构二8,弧形板推动机构二8的活塞杆上固定有弧形板二7。输送机构1为皮带输送机。弧形板一5的材质为硅胶。水平驱动机构9为线性模组。转动台3为凸轮分割器。转动台3上固定有数个弧形板推动机构一6和数个定位座4。弧形板二7的材质为硅胶。弧形板推动机构一6和弧形板推动机构二8均为单杆气缸。
17.如附图1所示,首先将超级电容放入到其中一个转动台3上的定位座4的u形槽内,然后转动台3将超级电容旋转至朝向弧形板二7。此时弧形板推动机构一6的活塞杆驱使弧形板一5往前一定,并将超级电容推出定位座4,最后将定位座推到输送机构1上。直到超级电容被夹持在弧形板二7和弧形板一5之间,这时第一个激光焊接头2将超级电容的一侧进行焊接。焊接完毕之后弧形板一5回退并放开超级电容。接着水平驱动机构9驱使弧形板二7带着超级电容横移至第二个转动台3处。此时第二个转动台3上的弧形板推动机构一6驱使弧形板一5伸出并夹住超级电容,然后第二个激光焊接头2将超级电容的另一侧进行焊接。焊接完毕之后弧形板推动机构一6的活塞杆回退而弧形板推动机构二8的活塞杆伸出,直到将超级电容移入第二个转动台3上的定位座4内。最后第二个转动台3将该超级电容旋转至出料工位并取走。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1