一种具有高柔性高效率的管子生产线的制作方法
[0001]
本实用新型涉及一种具有高柔性高效率的管子生产线。
背景技术:
[0002]
一、传统管子生产线流程人工量大,排程不清晰,整体管控粗放,以人工管控为主,效率方面无法保证。
[0003]
1)需要根据项目计划、中日程计划、发图计划编制图纸分解计划和生产完工计划;
[0004]
2)技术管材需根据图纸分解计划进行套料;
[0005]
3)现场需要手工拆分小票图和核对技术中心下料数据;
[0006]
4)通过人工筛选图纸,把不能做的图纸都剔除,出图的图纸按大小管径分盘,多个批量分段同时套料出图的以下情况需按分段分大小管径分盘出图;
[0007]
5)整体流程管控通过台账以及相应的内场工作联系单进行管控;
[0008]
二、管子下料按照套料表进行材料的使用,切割长度等由人工把控,开孔、弯管、支母管等都由人工进行复核尺寸及弯曲角度等,由于整体是人工来把控的,在精度方面完全由每个人员来定的,因此精度方面不准确。随后将下料管子按照工艺要求进行开坡口以及去除氧化铁,也是通过传统人工进行,费时费力;
[0009]
三、传统管加工大部分校管工作由人工进行,并需要在定位装配后进行焊前检验,再由焊接工进行焊接,焊接的工人分配也是由人工进行管理分配,焊好后的管子按照工艺要求进行打磨并进行焊后报检。
[0010]
四、最后整体进行试压、配盘工作,并送出厂进行表面处理工作。整体工序流程,安排统计员进行汇总统计工人工时,汇总管子生产状态等。
[0011]
综上可知,传统的管子生产模式存在一定的缺陷和不足,由于人工量较大,整体管子生产工序流向都是由人工进行流向分析分解工艺,然后进行工序安排。因此在管加工方面,传统工艺更加被动,工序流程人工化,需要安排更多的人力和精力去消化图纸和安排流程,在质量控制方面也需要多次进行精度检验去保证制造精度,整体管控和整体流程需要人工安排并排程,对于体量较大、制造工序不统一的管子制造来说,整理效率不高。
技术实现要素:
[0012]
针对现有管子制造工序的不足,结合本实用新型自动化管子制造3r流水线,将管子和人工线结合起来,整体集配并进行过程管控,通过软件计算优化管子制造过程,减少人工用量,优化制造精度,以管子族制造法来进行管件排程和生产,优化整体管子制造工序。
[0013]
一种具有高柔性高效率的管子生产线,包括ramp系统、企业erp系统、船舶中日程计划排程系统、供应链系统、车间mes系统、高级排程aps系统、设备监控scada系统、管材立库管理wms系统、车间拉料les系统,各系统通过内部端口进行信息传输连接。ramp系统是3r自带的生产制造管理执行系统,包含了车间mes系统、高级排程aps系统以及设备监控scada系统。管线信息化管理系统,从设计/erp按照各船型分段托盘分批次导入设计信息、计划信
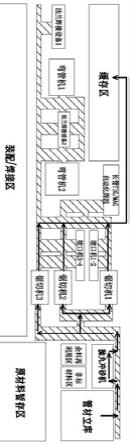
息、物料信息,设计修改信息,自动进行管子生产任务包的创建,并进行自动高级排产,任务包释放到车间生产后,可以自动为立体库、切割设备、弯管设备、焊接设备等工位生成相应的数控指令,匹配相应工装夹具、自动为管子选择wps等;同时为半自动和手动工位即时生成任务队列,并自动进行各自动化工位的生产调度,并将所需要的物料通过物流系统自动配送到工位的缓存区。管材立库通过物流系统与喷砂机连接,喷砂机与抛丸机连接,抛丸机与切割机连接,切割机通过物流系统分别与人工装配区、法兰焊接设备、弯管机和坡口机并联连接;法兰焊接设备通过物流系统分别与人工装配区和弯管机并联连接;弯管机通过物流系统分别与人工装配区并联连接;坡口机通过物流系统与人工装配区、tig/mag自动化焊机、弯管机、法兰焊接设备并联连接。
[0014]
管材立库用于管子存储,包括立体货架以及一个以先进先出为原则的自动上料和下料系统。管子从上料系统的进料台运送到装载升降机,将管子放入立体货架的管架上,卸货时,通过下料系统的卸载升降机运送到物流辊道上运送到下一个喷砂抛丸设备上。
[0015]
人工装配区是人工组装管零件焊接装配区域,由人工在组装工作台上对智能流水线组装好的管子部件进行装配。
[0016]
法兰焊接设备配备四个焊枪(分两组)、管道支架以及转台。操作员将法兰放置在转台中进行校中并调整法兰角度,管道通过可移动的传输臂从物流辊道转移到机器的管道支架上,管道支架将管道与法兰连接起来,然后焊枪移动到位进行焊缝焊接。与传统人工定位再焊接相比,节约人工成本,且机器焊接质量相对较高,节约工时。
[0017]
物流系统用于设备和工位之间的直管的自动运输。该系统采用可编辑控制器(plc)控制,并由辊轮辊道、板式辊道和链式辊道进行输送,到达工作台时,则通过推出器和分离器将单个管子从辊道上移动到工作台或从工作台移动到辊道/机器。通过其自动运输,实现个工位之间的自动转换,减少人工搬运。
[0018]
本实用新型采用企业erp系统,船舶中日程计划排程系统,供应链系统,车间mes系统,高级排程aps系统,设备监控scada系统,立体库管理wms系统,车间拉料les系统等先进的信息化管理系统,配合先进的生产设备和合理的生产线布置,有效的提高车间的生产效率。
附图说明
[0019]
图1-20分别为本实用新型1-20号生产线工序示意图。
[0020]
图21为本实用新型工序流程图。
[0021]
图中,1.管材立库,2.喷砂机,3.抛丸机,4.切割机,5.人工装配区,6.法兰焊接设备,7.弯管机,8.坡口机,9.tig/mag自动化焊机,10. 物流系统,11. ramp系统,12.企业erp系统,13.船舶中日程计划排程系统,14.供应链系统,15.车间mes系统,16.高级排程aps系统,17.设备监控scada系统,18.管材立库管理wms系统,19.车间拉料les系统。
具体实施方式
[0022]
如图1-20所示,一种具有高柔性高效率的管子生产线,其具体流水过程如下:
[0023]
一、设计准备:
[0024]
设计软件将设计以及模型信息导入iso系统并进行确认生产信息准确性。
[0025]
生产线上运用到的ramp系统11、企业erp系统12、船舶中日程计划排程系统13、供应链系统14、车间mes系统15、高级排程aps系统16、设备监控scada系统17、管材立库管理wms系统18、车间拉料les系统19、管材立库1、喷砂机2、抛丸机3、切割机4、人工装配区5、法兰焊接设备6、弯管机7和坡口机8、tig/mag自动化焊机9。
[0026]
二、生产排程:
[0027]
将自动生产管线分成20个不同的自动化生产线:
[0028]
1号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
缓存区(直管,完成管)
[0029]
2号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
人工装配5(直管)
[0030]
3号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备1
→
缓存区(直管,完成管,一端或两端为法兰或套管)
[0031]
4号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备6
→
人工装配区5(直管,一端或两端为法兰或套管,还有肘板或腹板等附件安装)
[0032]
5号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
4"弯管机
→
缓存区(弯管,完成管,dn40-dn100)
[0033]
6号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
4"弯管机
→
人工装配区5(弯管,dn40-dn100,待加工)
[0034]
7号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
8"弯管机
→
缓存区(弯管,完成管,dn80-dn200)
[0035]
8号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
8"弯管机
→
人工装配区5(弯管,dn80-dn200,待加工)
[0036]
9号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
人工装配区(短直管,需要对焊附件三通弯管等)
[0037]
10号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
长管tig/mag自动化焊机
→
缓存区(长直管,完成管,需要对焊附件)
[0038]
11号线:管材立库
→
喷砂抛丸
→
切割机
→
坡口机8
→
长管tig/mag自动化焊机
→
人工装配区(长直管,需要对焊附件三通弯管等)
[0039]
12号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
4"弯管机
→
人工装配区(短弯管,dn40-dn100,需要对焊附件三通弯管等)
[0040]
13号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
8"弯管机
→
人工装配区(短弯管,dn80-dn200,需要对焊附件三通弯管等)
[0041]
14号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备6
→
4"弯管机
→
缓存区(弯管,dn40-dn100,完成管,一端或两端为法兰或套管)
[0042]
15号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备6
→
4"弯管机
→
人工装配区(弯管,dn40-dn100,一端或两端为法兰或套管)
[0043]
16号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备6
→
8"弯管机
→
缓存区(弯管,dn80-dn200,完成管,一端或两端为法兰或套管)
[0044]
17号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
法兰焊接设备6
→
8"弯管机
→
人工装配区(弯管,dn80-dn200,一端或两端为法兰或套管)
[0045]
18号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
法兰焊接设备6
→
人工装配区5(直管,一端为法兰或套管,一端待对焊)
[0046]
19号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
法兰焊接设备6
→
4"弯管机
→
人工装配区5(弯管,dn40-dn100,一端端为法兰或套管,一端待对焊)
[0047]
20号线:管材立库1
→
喷砂机2、抛丸机3喷砂抛丸
→
切割机4
→
坡口机8
→
法兰焊接设备6
→
8"弯管机
→
人工装配区5(弯管,dn80-dn200,一端或两端为法兰或套管,一端待对焊)
[0048]
当设计信息发布过来时,3r软件自带的ramp系统11会根据每根管件特点进行管子生产过程分解,并将其分配到对应到相关的管子工位线上。
[0049]
通过ramp系统进行管件制造工序识别并划分到相应的流水线上,同时通过ramp系统的自动排程功能,优化产线负荷,最后将流水线生产的管子零件集配到每个相应工位进行最后组装。每个人工工位将会配备相应的终端机器,指导每个工位的人员装配并焊接。
[0050]
本实用新型与现有技术相比,有益效果如下:
[0051]
(一)结合现代化自动生产线技术,优化管子制作工序,减少人工量,提高效率。
[0052]
1)通过ramp系统的自动识别分解技术,将传统的以管段形式生产彻底推翻。将管段分解成更小的部件,以管子零件族方式进行生产,减少人工定位和焊接的工作量,提高生产制造效率;
[0053]
2)由于切割指令由自动化切割机发出,管材立体库自动将管子出库,通过物流系统进行管子运送,减少人工核对搬运的工作量;
[0054]
(二)自动化设备和其配备的自动化计算软件,提高整体制造精度,减少误差,减少校管的工作量
[0055]
1)通过软件直接控制切割和焊接指令,减少误差;
[0056]
弯管采用先焊后弯的方式进行,由软件自动计算切割量,保证精度;
[0057]
由于采用了自动切割、法兰焊接设备以及tig/mag自动化焊机等一系列自动化设备,省去了焊前报检工作,在精度方面也比传统管子生产线精确许多,在整个生产工序方面将自动化生产工艺流程与人工结合,做到高效率高精度生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1